Вам также может понравиться
- Packed Column Operating DiagramДокумент1 страницаPacked Column Operating DiagramdinakaranpatelОценок пока нет
- Pressure Testing ChecklistДокумент3 страницыPressure Testing Checklistjerin100% (3)
- r050210803 Chemical Process CalculationsДокумент8 страницr050210803 Chemical Process CalculationsSrinivasa Rao GОценок пока нет
- Oil Production & Process Facilities EngineeringДокумент2 страницыOil Production & Process Facilities EngineeringFavoriteОценок пока нет
- Materials Selection Modeling & SimulationДокумент21 страницаMaterials Selection Modeling & Simulationleila hanjani hanantoОценок пока нет
- Ayaz Ahmed: 10+ Years Mechanical Inspector & Procurement SupervisorДокумент11 страницAyaz Ahmed: 10+ Years Mechanical Inspector & Procurement SupervisorAdnan RafiqОценок пока нет
- Basic Process Calculations and SimulatioДокумент28 страницBasic Process Calculations and SimulatioDilipОценок пока нет
- Kut Epoxy Coating Sf1Документ2 страницыKut Epoxy Coating Sf1Arun Chandra BabuОценок пока нет
- Equipment SizingДокумент5 страницEquipment SizingPandu RockingОценок пока нет
- Sulzer Tower Field Service Provides Global Maintenance and InstallationДокумент8 страницSulzer Tower Field Service Provides Global Maintenance and InstallationAhmad SharkasОценок пока нет
- 1.03 Engineering Calculations PDFДокумент93 страницы1.03 Engineering Calculations PDFJannel PaetОценок пока нет
- Process Equipment Design Guidelines Chapter Ten Pressure Relief Valve Selection and Sizing (Engineering Design Guidelines)Документ31 страницаProcess Equipment Design Guidelines Chapter Ten Pressure Relief Valve Selection and Sizing (Engineering Design Guidelines)einsten777Оценок пока нет
- PWR Is The Abbreviation For The Pressurized Water ReactorДокумент18 страницPWR Is The Abbreviation For The Pressurized Water Reactorshrishmapaik2070Оценок пока нет
- Natural Gas Installation Standards Handbook 2018Документ57 страницNatural Gas Installation Standards Handbook 2018Anonymous ggRTHDKe6100% (1)
- Fuel Gas SystemДокумент9 страницFuel Gas SystemAnggun RushОценок пока нет
- Dhawi - Reclassification of SRU Equipment To ASME Section VIIIDivision 1 PDFДокумент8 страницDhawi - Reclassification of SRU Equipment To ASME Section VIIIDivision 1 PDFRenan Gustavo PazОценок пока нет
- MECH 6561/1 - HIGH STRENGTH MATERIALSДокумент14 страницMECH 6561/1 - HIGH STRENGTH MATERIALSVi GaneshОценок пока нет
- 5-Thermodynamics For CryogenicsДокумент52 страницы5-Thermodynamics For CryogenicsBhuvanaОценок пока нет
- Efficient Industrial Heat Exchangers - Seminar ReportДокумент67 страницEfficient Industrial Heat Exchangers - Seminar ReportdaemonohОценок пока нет
- August 2012 IssueДокумент56 страницAugust 2012 IssueGas, Oil & Mining Contractor Magazine100% (1)
- Centrifugal Pump Systems TipsДокумент16 страницCentrifugal Pump Systems TipsKiran KumarОценок пока нет
- Basic Refinery Equipment - Heat Exchanger (E003/1)Документ27 страницBasic Refinery Equipment - Heat Exchanger (E003/1)ebsmsart100% (1)
- CTSPLДокумент16 страницCTSPLpm2013Оценок пока нет
- KIL3012 - WEEK 1 - 10.9.19 (Student Copy)Документ61 страницаKIL3012 - WEEK 1 - 10.9.19 (Student Copy)Ed100% (1)
- Gas Turbine, Finned Heat ExchangerДокумент162 страницыGas Turbine, Finned Heat Exchangerabdulrasoolali100% (1)
- Chemical Engineering Equipment Design and DimensioningДокумент104 страницыChemical Engineering Equipment Design and DimensioningAimanОценок пока нет
- Basha-Asme (Ferrous and Non Ferrous)Документ846 страницBasha-Asme (Ferrous and Non Ferrous)AhmedHussainQureshiОценок пока нет
- Applied Thermal Engineering: Unit - 1: Steam GeneratorsДокумент30 страницApplied Thermal Engineering: Unit - 1: Steam Generatorsnitya santoshОценок пока нет
- Nureg 6007Документ122 страницыNureg 6007Baher ElsheikhОценок пока нет
- FluidFlow QuestionsДокумент2 страницыFluidFlow Questionssonaldiv100% (2)
- Table 7.3: Sizing and Costing Summary For Decanter Equipment Specification SheetДокумент14 страницTable 7.3: Sizing and Costing Summary For Decanter Equipment Specification SheetThiynes Shanmugam100% (1)
- CAH 2016 HighlightДокумент1 632 страницыCAH 2016 HighlightanwarmmfОценок пока нет
- Aspen Shell & Tube Mechanical Product BrochureДокумент2 страницыAspen Shell & Tube Mechanical Product BrochureThitikorn WassanarpheernphongОценок пока нет
- Korf BrochureДокумент1 страницаKorf Brochurelhphong021191Оценок пока нет
- Optimization of A Methane Autothermal Reforming-Based Hydrogen Production System With Low CO2 Emission PDFДокумент6 страницOptimization of A Methane Autothermal Reforming-Based Hydrogen Production System With Low CO2 Emission PDFQian Jun AngОценок пока нет
- 418 Heat Ex ChangersДокумент57 страниц418 Heat Ex ChangersRanjit_Prakash_653100% (1)
- Waste Heat Boiler Design and ModelingДокумент7 страницWaste Heat Boiler Design and Modelingabdul karimОценок пока нет
- CE Refresher: Steam Tables and Typical Liquid VelocitiesДокумент1 страницаCE Refresher: Steam Tables and Typical Liquid Velocitieshugo mendozaОценок пока нет
- Nitrile Rubber InsulationДокумент2 страницыNitrile Rubber Insulationavid_ankurОценок пока нет
- Synloop Waste Heat BoilerДокумент12 страницSynloop Waste Heat BoilerSimEnzОценок пока нет
- Hot Tap/Stopple & Reinforcement Calculation Request: SECTION 1 (To Be Completed by The Initiating Engineer)Документ2 страницыHot Tap/Stopple & Reinforcement Calculation Request: SECTION 1 (To Be Completed by The Initiating Engineer)aqisОценок пока нет
- Boilers and Thermic Fluid HeatersДокумент42 страницыBoilers and Thermic Fluid HeatersArvind ShuklaОценок пока нет
- Bestline Mining Supplies LTD - 2010 EditionДокумент50 страницBestline Mining Supplies LTD - 2010 EditionTalabarteria RaygozaОценок пока нет
- Bill's Conversion Spreadsheet Revision GuideДокумент20 страницBill's Conversion Spreadsheet Revision GuidesudhirbmaliОценок пока нет
- Article Low Cost and Reliable Sulphur Recovery PDFДокумент4 страницыArticle Low Cost and Reliable Sulphur Recovery PDFpsnmurthy333Оценок пока нет
- Steam Out of VesselsДокумент1 страницаSteam Out of Vesselsanon_293243615Оценок пока нет
- Heat Exchangers: Chemical Engineering and Materials Science Syracuse UniversityДокумент66 страницHeat Exchangers: Chemical Engineering and Materials Science Syracuse UniversityjmnyoungОценок пока нет
- M2 IGCC HRSG Enhanced Modeling and Simulation in Power Plant DR R R JoshiДокумент32 страницыM2 IGCC HRSG Enhanced Modeling and Simulation in Power Plant DR R R JoshiAkshat RawatОценок пока нет
- Materials For Construction For Process Equipment and Piping Systems - Selection and In-Service PerformanceДокумент7 страницMaterials For Construction For Process Equipment and Piping Systems - Selection and In-Service PerformanceZoebairОценок пока нет
- Comparative Study EN 13445 / ASME Section VIII Div. 1 & 2Документ48 страницComparative Study EN 13445 / ASME Section VIII Div. 1 & 2Anand PatelОценок пока нет
- GEA Grasso Company ProfileДокумент28 страницGEA Grasso Company ProfileLuis Fernando Lopez PalaciosОценок пока нет
- Head Surface AeaДокумент7 страницHead Surface AeaShashi Kant KumarОценок пока нет
- Occidental's Guide to Pressure Relief System DesignДокумент28 страницOccidental's Guide to Pressure Relief System DesignIPIОценок пока нет
- Solid Solutions and Phase Diagrams ExplainedДокумент1 страницаSolid Solutions and Phase Diagrams ExplainedSaniya SohailОценок пока нет
- Coke Drum Skirt ExampleДокумент10 страницCoke Drum Skirt Example2009tamerОценок пока нет
- A) Surface Test EquipmentsДокумент122 страницыA) Surface Test EquipmentsSaad TiganiОценок пока нет
- Boiler Water Treatment For Kiln DryingДокумент42 страницыBoiler Water Treatment For Kiln DryingSyavash EnshaОценок пока нет
- Sthe SSДокумент43 страницыSthe SSNathanianОценок пока нет
- Heat Exchanger Types & Design MethodsДокумент16 страницHeat Exchanger Types & Design Methodssyaifularifin33Оценок пока нет
- Heat Recovery Steam Generator 5Документ29 страницHeat Recovery Steam Generator 5Hitesh SinglaОценок пока нет
- Cooling Tower DriveДокумент32 страницыCooling Tower DriveHassan KhanОценок пока нет
- Altronics DC-CPU IOM 06-1988 PDFДокумент22 страницыAltronics DC-CPU IOM 06-1988 PDFSMcОценок пока нет
- Appendix CДокумент3 страницыAppendix CMagin Idelfonso TorreblancaОценок пока нет
- Nominal Performance: Hermetic Compressor Model: Aw 2495Zk-P BOM ID: 972-A1Документ1 страницаNominal Performance: Hermetic Compressor Model: Aw 2495Zk-P BOM ID: 972-A1Zikko FirmansyahОценок пока нет
- IX Exercise Rev 02 PDFДокумент11 страницIX Exercise Rev 02 PDFweerasinghekОценок пока нет
- Interlock, Protection & Permissive of BFPДокумент15 страницInterlock, Protection & Permissive of BFPShweta Srivastava100% (2)
- TJCL20001Документ164 страницыTJCL20001i_m_pranayОценок пока нет
- Design and Analysis of Three Dimensional Structural Analysis of Airfoil To Various Composite MaterialsДокумент4 страницыDesign and Analysis of Three Dimensional Structural Analysis of Airfoil To Various Composite MaterialsSri Tech EngineeringОценок пока нет
- 793F, 793F, WTR, Oem PDFДокумент18 страниц793F, 793F, WTR, Oem PDFDennis OlayaОценок пока нет
- Leser US Order Price Information 2012Документ204 страницыLeser US Order Price Information 2012Matheus de AlmeidaОценок пока нет
- AE-SB-05 Seismic Loads - How They Relate To Cooling TowersДокумент1 страницаAE-SB-05 Seismic Loads - How They Relate To Cooling TowerspamelaОценок пока нет
- 1190 1Документ88 страниц1190 1TONОценок пока нет
- Fig. 980 ANSI Ductile Iron Fully Lugged Butterfly Valve Class 150Документ1 страницаFig. 980 ANSI Ductile Iron Fully Lugged Butterfly Valve Class 150kikokiko KarimОценок пока нет
- Caja Transferencia Jeep Grand Cherokee Laredo 1993 4.0LДокумент120 страницCaja Transferencia Jeep Grand Cherokee Laredo 1993 4.0LGermán BustamanteОценок пока нет
- Archimedes and BuoyancyДокумент2 страницыArchimedes and Buoyancyromaehab201912Оценок пока нет
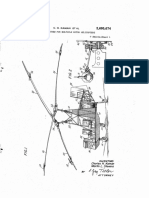
- 1950 Kaman Servoflap US2695674Документ23 страницы1950 Kaman Servoflap US2695674jorge paezОценок пока нет
- Laws of Floatation ExplainedДокумент2 страницыLaws of Floatation Explainedtarak dasОценок пока нет
- Corner Cast in Place AnchorДокумент7 страницCorner Cast in Place Anchorwaweng22Оценок пока нет
- General Mechanical Questionnaire Without AnswersДокумент7 страницGeneral Mechanical Questionnaire Without AnswersDaniel Jimenez MerayoОценок пока нет
- Thermodynamics (I) References: Dr. Farhan Altaee Thermodynamics/Chapter OneДокумент25 страницThermodynamics (I) References: Dr. Farhan Altaee Thermodynamics/Chapter OneYuliman AididОценок пока нет
- WAHLER Imagebroschuere SERIE enДокумент16 страницWAHLER Imagebroschuere SERIE ensagarpatel337Оценок пока нет
- Aprilia Parts CatalogДокумент126 страницAprilia Parts CatalogyokoОценок пока нет
- Positioning Strain Gages To Monitor Bending, Axial, Shear, and Torsional LoadsДокумент2 страницыPositioning Strain Gages To Monitor Bending, Axial, Shear, and Torsional LoadsPrakash VasudevanОценок пока нет
- Control Cables PDFДокумент28 страницControl Cables PDFPandurang NalawadeОценок пока нет
- 2008 BevanphdДокумент194 страницы2008 Bevanphdrajm100% (1)
- Chapter 2 Rankine Cycle in EnglishДокумент26 страницChapter 2 Rankine Cycle in EnglishRahmandan HafidОценок пока нет
- Kirloskar SP 3HH Leaflet (A)Документ2 страницыKirloskar SP 3HH Leaflet (A)Imran_firdousiОценок пока нет
- Parts Cataloque 2006Документ47 страницParts Cataloque 2006keesОценок пока нет
- Clausius ClapeyronДокумент2 страницыClausius ClapeyronKarthikeyanОценок пока нет
- Modeling Cracked Behavior of Shear Walls in ETABSДокумент2 страницыModeling Cracked Behavior of Shear Walls in ETABSjadlouis100% (3)