Вам также может понравиться
- Boss Vs Leader GuideДокумент12 страницBoss Vs Leader GuideukavathekarОценок пока нет
- 13 Mig & Mag WeldingДокумент24 страницы13 Mig & Mag WeldingMohamed BencharifОценок пока нет
- Root Cause & Corrective Action Corrective Action (RCCA) (RCCA)Документ37 страницRoot Cause & Corrective Action Corrective Action (RCCA) (RCCA)Bisma Masood100% (1)
- Audit PreparationДокумент9 страницAudit PreparationukavathekarОценок пока нет
- GMAW Practical Slide Show - FINALДокумент36 страницGMAW Practical Slide Show - FINALDanem HalasОценок пока нет
- Macro Inspection Part IIДокумент16 страницMacro Inspection Part IImohammed dallyОценок пока нет
- 08-WIS5 Symbols 2006Документ34 страницы08-WIS5 Symbols 2006Pratheep ShansОценок пока нет
- Course Material For CSWIP 3.1 TWI Section 01Документ10 страницCourse Material For CSWIP 3.1 TWI Section 01Sisira Chandrasoma83% (6)
- Department of Energy (Philippines)Документ97 страницDepartment of Energy (Philippines)Bo DistОценок пока нет
- Gmaw Thumb RuleДокумент68 страницGmaw Thumb Rule0502raviОценок пока нет
- Welder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Документ2 страницыWelder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Ali TalebiОценок пока нет
- WPQR - Form As Per EN PDFДокумент3 страницыWPQR - Form As Per EN PDFAnilОценок пока нет
- AIAG Subtier ChecklistДокумент6 страницAIAG Subtier ChecklistukavathekarОценок пока нет
- Cswip Exams 1 PDFДокумент65 страницCswip Exams 1 PDFFethi BELOUISОценок пока нет
- IMS IS9001 IATF16949 ISO 14001 Certifcation Road MapДокумент2 страницыIMS IS9001 IATF16949 ISO 14001 Certifcation Road Mapukavathekar0% (1)
- Cswip 3 1 Macro PDFДокумент36 страницCswip 3 1 Macro PDFtheОценок пока нет
- Mandatory Documents and Records Required by ISO 9001Документ2 страницыMandatory Documents and Records Required by ISO 9001aikqualityОценок пока нет
- Mandatory Documents and Records Required by ISO 9001Документ2 страницыMandatory Documents and Records Required by ISO 9001aikqualityОценок пока нет
- 2556 - P&ID Master IBSM Heavy OilДокумент1 страница2556 - P&ID Master IBSM Heavy OilAppleuk SudarОценок пока нет
- VA1 LSC 00100 QA M8 TPD 0006 (Steel Structure Fabrication Procedure) Rev.1Документ20 страницVA1 LSC 00100 QA M8 TPD 0006 (Steel Structure Fabrication Procedure) Rev.1MungNguyenDinhОценок пока нет
- 1.06 Introduction To GSAW Process IWE May2019Документ157 страниц1.06 Introduction To GSAW Process IWE May2019rohit mathankerОценок пока нет
- R1 BTG Interlocks& ProtectionsДокумент62 страницыR1 BTG Interlocks& ProtectionsDevanshu Singh100% (4)
- WIS5 - Appendix 2Документ86 страницWIS5 - Appendix 2Reza Fakhrizal100% (1)
- Limits For Imperfections ISO 5817Документ2 страницыLimits For Imperfections ISO 5817tudorteuОценок пока нет
- Welcome To Preheat Calculation Program: C.brak@it - Fnt.hvu - NLДокумент16 страницWelcome To Preheat Calculation Program: C.brak@it - Fnt.hvu - NLKelvin Labarez100% (1)
- CQI 9 Heat Treatment Rev 01Документ64 страницыCQI 9 Heat Treatment Rev 01ukavathekar0% (1)
- Welding DefectsДокумент13 страницWelding DefectsVinay Kumar SharmaОценок пока нет
- QSP-10 Change Control Rev 02Документ4 страницыQSP-10 Change Control Rev 02ukavathekarОценок пока нет
- VP16 PDFДокумент13 страницVP16 PDFKara WhiteОценок пока нет
- Tacom Weld Code SteelДокумент165 страницTacom Weld Code SteelAles Kubat0% (1)
- Cswip3.1 QuestionsДокумент127 страницCswip3.1 Questionsshafisham4u50% (2)
- 'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Документ36 страниц'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Veeralekshmanan KumarОценок пока нет
- Technology: Answers Drawing CДокумент6 страницTechnology: Answers Drawing Culsan busanОценок пока нет
- Flame Straightening S355Документ9 страницFlame Straightening S355Anonymous oI04sS100% (1)
- Welding QuestionsДокумент10 страницWelding Questionsbalakumar rajaram100% (1)
- Cswip Question and Answers: ResponsibilitiesДокумент11 страницCswip Question and Answers: Responsibilitiesfery0% (1)
- Saudi Aramco: Company General UseДокумент8 страницSaudi Aramco: Company General UseMasudhBashaОценок пока нет
- MEI - Aluminium MIG WeldДокумент56 страницMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- 1143 EWF IIW Diploma Overview - August 2013Документ2 страницы1143 EWF IIW Diploma Overview - August 2013Sean ฌอนОценок пока нет
- CSWIP 3.1 Study NotesДокумент11 страницCSWIP 3.1 Study Notesmuhammadazhar50% (2)
- QAF12 Process Audit Rev 09Документ4 страницыQAF12 Process Audit Rev 09ukavathekarОценок пока нет
- Welding Defect PhotoДокумент14 страницWelding Defect Photo0502raviОценок пока нет
- WPS PresentationДокумент27 страницWPS PresentationSenthil Kumar50% (2)
- Defects Hydrogen Cracks IdentificationДокумент5 страницDefects Hydrogen Cracks Identificationarif maulanafОценок пока нет
- IATF Process Audit Check Sheet FormatДокумент14 страницIATF Process Audit Check Sheet Formatukavathekar71% (7)
- Welding 11-14%Cr IIW Document - Part 1Документ20 страницWelding 11-14%Cr IIW Document - Part 1Manuel CarreñoОценок пока нет
- IWE SubjectsДокумент2 страницыIWE SubjectsAdnan Rana100% (3)
- 6GR RequirementsДокумент1 страница6GR Requirementswalitedison100% (1)
- Welding Defects - Causes and RemediesДокумент51 страницаWelding Defects - Causes and RemediesMukesh Dak100% (1)
- Tata Power Analysis DeckДокумент55 страницTata Power Analysis DeckMihir MaheshОценок пока нет
- Welding Procedure Qualification Record (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateДокумент11 страницWelding Procedure Qualification Record (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh raja100% (1)
- Name of Co. For Industrial Training Source: ICAI WebsiteДокумент16 страницName of Co. For Industrial Training Source: ICAI Websitenikhil taksande100% (2)
- Paper 1Документ6 страницPaper 1Umaibalan100% (1)
- WPS SumДокумент61 страницаWPS SumA. ΒρατσισταОценок пока нет
- Training: 7 Waste: Insert Image HereДокумент11 страницTraining: 7 Waste: Insert Image HereukavathekarОценок пока нет
- The Indian Institute of WeldingДокумент11 страницThe Indian Institute of WeldingNnamdi Celestine NnamdiОценок пока нет
- AHPT01 Business Planning Rev 02Документ4 страницыAHPT01 Business Planning Rev 02ukavathekarОценок пока нет
- BS en 15085 - 2quality Requirements For ManufcturersДокумент48 страницBS en 15085 - 2quality Requirements For ManufcturersSubramanian R0% (1)
- Certified International Welding Engineer PDFДокумент2 страницыCertified International Welding Engineer PDFSridharan ChandranОценок пока нет
- Welding ParametersДокумент34 страницыWelding ParametersmilindОценок пока нет
- Duties of The RWCДокумент3 страницыDuties of The RWCbluegalago100% (1)
- Hyundai Welding Handbook (12th)Документ352 страницыHyundai Welding Handbook (12th)lara_rajkumar667100% (2)
- Is 7310 RequirementsДокумент4 страницыIs 7310 RequirementsRavichandran Tirupattur SubramaniamОценок пока нет
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Документ60 страниц3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmОценок пока нет
- Defects in Gmaw or Mig WeldingДокумент13 страницDefects in Gmaw or Mig WeldingRamesh R100% (1)
- Submerged Arc Welding: by L D PoyyaraДокумент29 страницSubmerged Arc Welding: by L D PoyyaraSapan KansaraОценок пока нет
- MCQS .... CSWIP Questions and AnswersДокумент67 страницMCQS .... CSWIP Questions and AnswersAli Kashif100% (1)
- DRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Документ18 страницDRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Osu AmpawanonОценок пока нет
- Welding IiwДокумент6 страницWelding IiwletsmakeithappenОценок пока нет
- Gas Metal Arc and Flux Cored Arc Welding ProcessesДокумент70 страницGas Metal Arc and Flux Cored Arc Welding ProcessesSibaram DasОценок пока нет
- M08 - Gmaw & FcawДокумент30 страницM08 - Gmaw & Fcawசுரேஷ் பாலமுருகன்Оценок пока нет
- Indian Institute of Welding - ANB Refresher Course - Module 08Документ47 страницIndian Institute of Welding - ANB Refresher Course - Module 08dayalramОценок пока нет
- Proceso de Soldadura Gmaw. Presentado Por: Fatima Del Rosario Choquehunaca Cutipa Fatima Docente: Ing Larico Grupo: Lunes 2-4Pm 1. ObjetivosДокумент8 страницProceso de Soldadura Gmaw. Presentado Por: Fatima Del Rosario Choquehunaca Cutipa Fatima Docente: Ing Larico Grupo: Lunes 2-4Pm 1. ObjetivosBel BarretoОценок пока нет
- GMAWДокумент7 страницGMAWmostafaОценок пока нет
- ASMe Sec2 PartcДокумент53 страницыASMe Sec2 PartcSARSAN NDTОценок пока нет
- Simplifying Shielding Gas Selection: Kevin A Lyttle Reprinted From Practical Welding Today January/February 2005Документ4 страницыSimplifying Shielding Gas Selection: Kevin A Lyttle Reprinted From Practical Welding Today January/February 2005essnelsonОценок пока нет
- Metal Inert Gas and Metal Active Gas Welding-Ir FazrulДокумент9 страницMetal Inert Gas and Metal Active Gas Welding-Ir FazrulEmmy NadiaОценок пока нет
- 4 GmawДокумент41 страница4 GmawPutra Daha PratamaОценок пока нет
- 1a Arc Weld ProcessesДокумент45 страниц1a Arc Weld ProcessesskgcОценок пока нет
- Welding Guides Lincoln ElectricДокумент49 страницWelding Guides Lincoln Electricpkn_pnt9950Оценок пока нет
- Wps WPQR WhyДокумент5 страницWps WPQR WhyukavathekarОценок пока нет
- Draft 1s 2s 5S Audit SheetДокумент6 страницDraft 1s 2s 5S Audit SheetukavathekarОценок пока нет
- 7 Deadly Signs of ISOДокумент8 страниц7 Deadly Signs of ISOukavathekarОценок пока нет
- Rusty Do Donot Guide LinesДокумент1 страницаRusty Do Donot Guide LinesukavathekarОценок пока нет
- MRM Agenda April 2018-July 18Документ4 страницыMRM Agenda April 2018-July 18ukavathekarОценок пока нет
- Transition Requirements From ISO TS16949 To IATF16949Документ2 страницыTransition Requirements From ISO TS16949 To IATF16949ukavathekarОценок пока нет
- 5S Implementation Manual 07Документ113 страниц5S Implementation Manual 07ukavathekarОценок пока нет
- Die Maintainence Document Ion, and TrackingДокумент20 страницDie Maintainence Document Ion, and Trackingwulfgang66Оценок пока нет
- Instrument Handed Over Acceptance NoteДокумент1 страницаInstrument Handed Over Acceptance NoteukavathekarОценок пока нет
- CSR Evalution & MatrixДокумент4 страницыCSR Evalution & MatrixukavathekarОценок пока нет
- Draft TPM Policy Released 5th Nov2017Документ1 страницаDraft TPM Policy Released 5th Nov2017ukavathekarОценок пока нет
- What Is The PDCA CycleДокумент1 страницаWhat Is The PDCA CycleukavathekarОценок пока нет
- UV LED Inspection TorchesДокумент2 страницыUV LED Inspection TorchesukavathekarОценок пока нет
- ISO 14001:2015 Benefits of Early Transition: White PaperДокумент10 страницISO 14001:2015 Benefits of Early Transition: White PaperukavathekarОценок пока нет
- X-Bar and R Charts: NCSS Statistical SoftwareДокумент26 страницX-Bar and R Charts: NCSS Statistical SoftwareukavathekarОценок пока нет
- 9 Conflcit Minerals Complaince StatementДокумент2 страницы9 Conflcit Minerals Complaince StatementukavathekarОценок пока нет
- ISO 9001 Internal Audit Tips Hi-Res MEAДокумент15 страницISO 9001 Internal Audit Tips Hi-Res MEAukavathekarОценок пока нет
- Fundamental Analysis OF 5 COMPANIESДокумент27 страницFundamental Analysis OF 5 COMPANIESManish Nandal50% (2)
- Gas Storage at CalgaryДокумент36 страницGas Storage at CalgaryVictor AtilolaОценок пока нет
- 3mwp784 SMMДокумент8 страниц3mwp784 SMMAdrian Pop-DragutОценок пока нет
- Plasterboard Brochure 2013Документ5 страницPlasterboard Brochure 2013Taseer BuchhОценок пока нет
- Phonix Overview VGPG1114 R0Документ20 страницPhonix Overview VGPG1114 R0renzo condeОценок пока нет
- Catálogo 2022 Indoor - FaroДокумент390 страницCatálogo 2022 Indoor - FaroALESSANDRA MARIA VASQUEZ DIAZОценок пока нет
- TE 2019 Company Overview BrochureДокумент4 страницыTE 2019 Company Overview BrochureshivsharanappaОценок пока нет
- Green FinДокумент33 страницыGreen Finsajid bhattiОценок пока нет
- Testing and Certification ServicesДокумент12 страницTesting and Certification ServicesBash MatОценок пока нет
- 1 Cai Wan Tam Urban MicrogridsДокумент22 страницы1 Cai Wan Tam Urban Microgridscon_sultanОценок пока нет
- 700 td557 - TIMERДокумент8 страниц700 td557 - TIMER_golob_Оценок пока нет
- Types of Plant LayoutДокумент7 страницTypes of Plant LayoutAfad KhanОценок пока нет
- Ghanshyam Verma HewДокумент104 страницыGhanshyam Verma HewManoj KeeyanОценок пока нет
- Aeroterma Electrica de Perete FRICO C9 9 KW 400V Fisa TehnicaДокумент6 страницAeroterma Electrica de Perete FRICO C9 9 KW 400V Fisa TehnicacosmynnsОценок пока нет
- Programme Indonesia Seminar 6 April 2017Документ16 страницProgramme Indonesia Seminar 6 April 2017amaliahandiniОценок пока нет
- Company Profile Powe and EnergyДокумент17 страницCompany Profile Powe and EnergyEdris Abdella Nuure100% (1)
- Eoi For Supply of Compressed Bio Gas EnglishДокумент17 страницEoi For Supply of Compressed Bio Gas EnglishPriya Vishvanathan AjayОценок пока нет
- American Fuel Oil Blend Components.: GeneralДокумент2 страницыAmerican Fuel Oil Blend Components.: GeneralIan RidzuanОценок пока нет
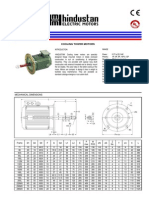
- Cooling Tower MotorДокумент2 страницыCooling Tower MotorDipendraTomarОценок пока нет
- Voltage FlickerДокумент4 страницыVoltage FlickerPalaparthy Venkata MaheshОценок пока нет
- ID26Документ21 страницаID26Ashish BaidyanathanОценок пока нет
- Gas MetersДокумент5 страницGas Metersemongclooney11Оценок пока нет
- Is Your Installation Safely EarthedДокумент13 страницIs Your Installation Safely EarthedmelcugОценок пока нет