Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Dmaic Steps: Ctqs - CtpsДокумент1 страницаDmaic Steps: Ctqs - Ctpsshrikantajit100% (1)
- Coating Questions - SET AДокумент7 страницCoating Questions - SET Ashrikantajit100% (2)
- Documents - Tips - Cswip 322 Questions PDFДокумент37 страницDocuments - Tips - Cswip 322 Questions PDFJithuJohn83% (6)
- Documents - Tips - Cswip 322 Questions PDFДокумент37 страницDocuments - Tips - Cswip 322 Questions PDFJithuJohn83% (6)
- Welding ImperfectionsДокумент4 страницыWelding ImperfectionsshrikantajitОценок пока нет
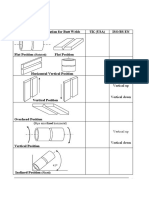
- Graphical Representation For Butt Welds Uk (Usa) Iso/Bs En: Vertical UpДокумент2 страницыGraphical Representation For Butt Welds Uk (Usa) Iso/Bs En: Vertical UpshrikantajitОценок пока нет
- Welding ImperfectionsДокумент4 страницыWelding ImperfectionsshrikantajitОценок пока нет
- Mechanical TestingДокумент45 страницMechanical TestingshrikantajitОценок пока нет
- Cswip-Reviewer - DAY 3 HOME WORKДокумент43 страницыCswip-Reviewer - DAY 3 HOME WORKshrikantajit100% (1)
- BS 499 Semi Auto - Hand Held: © 2014 Aker Solutions Page 1 of 1Документ1 страницаBS 499 Semi Auto - Hand Held: © 2014 Aker Solutions Page 1 of 1shrikantajitОценок пока нет
- Effect of Heat InputДокумент9 страницEffect of Heat InputshrikantajitОценок пока нет
- Cswip 692Документ27 страницCswip 692shrikantajitОценок пока нет
- LG Microwave Oven ManualДокумент56 страницLG Microwave Oven ManualshrikantajitОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Hemsaw Practical Cutting GuideДокумент38 страницHemsaw Practical Cutting GuideAntonius PrakosaОценок пока нет
- Copper-Nickel - Seawater System Design - GuidelinesДокумент15 страницCopper-Nickel - Seawater System Design - GuidelinesVidyasenОценок пока нет
- Lighting Poles SpecificationsДокумент20 страницLighting Poles Specificationszulfiqaralimalik100% (1)
- Kat 741790 VPol Omni 1920-2170 11dbiДокумент2 страницыKat 741790 VPol Omni 1920-2170 11dbiVincent MassogueОценок пока нет
- AOI Brochure 2010Документ4 страницыAOI Brochure 2010amr kouranyОценок пока нет
- Types of ResistorsДокумент28 страницTypes of Resistorsjinto0007100% (3)
- Study of Constituents of An AlloyДокумент9 страницStudy of Constituents of An AlloyShrikant ShendyeОценок пока нет
- Novacast: High Tensile Brass Htb1Документ1 страницаNovacast: High Tensile Brass Htb1Siddharth PatilОценок пока нет
- Inconel - Wikipedia, The Free EncyclopediaДокумент5 страницInconel - Wikipedia, The Free EncyclopediaGowtham D'Night FoxОценок пока нет
- EMG Catalog PDFДокумент13 страницEMG Catalog PDFthomasfebyantoОценок пока нет
- 11 TMSS 03 R0Документ0 страниц11 TMSS 03 R0renjithas2005Оценок пока нет
- Selective LeachingДокумент13 страницSelective LeachingMuhammad MohtashimОценок пока нет
- Types of AnnealingДокумент2 страницыTypes of AnnealingAshwani Kansara50% (2)
- Reverse Tehnique LS 7551 TECHДокумент1 страницаReverse Tehnique LS 7551 TECHAna_DragoiОценок пока нет
- Foreword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BДокумент4 страницыForeword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BMarcelo KleinОценок пока нет
- User Instructions: Installation Operation Maintenance Edward ValvesДокумент16 страницUser Instructions: Installation Operation Maintenance Edward ValvesmianabdulОценок пока нет
- Larsen & Toubro Limited-Kansbahal-Foundry PDFДокумент16 страницLarsen & Toubro Limited-Kansbahal-Foundry PDFChristy Austin100% (1)
- © Boardworks LTD 2006 1 of 49Документ31 страница© Boardworks LTD 2006 1 of 49Jason Dequin VillarosaОценок пока нет
- Aircraft Structures NotesДокумент31 страницаAircraft Structures NotesSenthil KumarОценок пока нет
- Process For Dyeing AsphaltДокумент4 страницыProcess For Dyeing AsphaltHendri HadisiОценок пока нет
- Outokumpu Stainless Steel Wall ChartДокумент1 страницаOutokumpu Stainless Steel Wall ChartSrikanth SrikantiОценок пока нет
- Merit BrochureДокумент20 страницMerit BrochureAbdel HamidОценок пока нет
- Limit Switches: Severe Duty Mill and FoundryДокумент40 страницLimit Switches: Severe Duty Mill and FoundryBgd FadliОценок пока нет
- Injection MoldingДокумент56 страницInjection Moldingvishal22186100% (5)
- Test PDFДокумент6 страницTest PDFDr. L. Bhanuprakash Reddy100% (1)
- Welding Wire 25.10.4.LДокумент2 страницыWelding Wire 25.10.4.LisupmanОценок пока нет
- Fundamentals of Metal FormingДокумент37 страницFundamentals of Metal FormingDeepak LambaОценок пока нет
- A488 13208-2Документ18 страницA488 13208-2DeepakRajurkarОценок пока нет
- 02b PDFДокумент19 страниц02b PDFSyed Ali Akbar BokhariОценок пока нет