Вам также может понравиться
- Casting Defects & RemediesДокумент40 страницCasting Defects & RemediesMurali80% (5)
- Surface RoughnessДокумент35 страницSurface RoughnessSantosh Santu100% (3)
- Geometric Dimensioning and TolerancingДокумент3 страницыGeometric Dimensioning and Tolerancingdesign12Оценок пока нет
- Lecture Slides On Metrology and Inspection - PPTДокумент30 страницLecture Slides On Metrology and Inspection - PPTDeb PradhanОценок пока нет
- Surface FinishДокумент35 страницSurface FinishtiyifaxaОценок пока нет
- Cutting Tool Materials NotesДокумент7 страницCutting Tool Materials NotesMurali100% (3)
- Sem Laboratory ReportДокумент7 страницSem Laboratory ReportBharadwajGandepalliОценок пока нет
- CH 27 Solutions Glencoe 2013Документ28 страницCH 27 Solutions Glencoe 2013LevisОценок пока нет
- BTM2133-Chapter 8 Surface MeasurementДокумент46 страницBTM2133-Chapter 8 Surface MeasurementAswaja313Оценок пока нет
- Surface Roughness TesterДокумент8 страницSurface Roughness TesterAniketGunjalОценок пока нет
- Lect - Linear and Angular Measurements PDFДокумент118 страницLect - Linear and Angular Measurements PDFEmmanuel Thomas100% (1)
- Metrology ICS Lab Manual A.y-2018-19Документ93 страницыMetrology ICS Lab Manual A.y-2018-19chandrarao chОценок пока нет
- Presentation ON: ComparatorsДокумент25 страницPresentation ON: Comparatorsaneesh19inОценок пока нет
- Surface RoughnessДокумент17 страницSurface RoughnessShanmugi VinayagamОценок пока нет
- A Brief Introduction To The Measurement of Roundness and Spindle Error SeparationДокумент12 страницA Brief Introduction To The Measurement of Roundness and Spindle Error SeparationaralvoiОценок пока нет
- Metrology 1CДокумент44 страницыMetrology 1CRadhaMadhavОценок пока нет
- Assigment 1 - SWIPEДокумент2 страницыAssigment 1 - SWIPEMr-Mk MughalОценок пока нет
- 2 Marks MMДокумент5 страниц2 Marks MMPappujiОценок пока нет
- Straightness Flatness Roundness CylindricityДокумент7 страницStraightness Flatness Roundness CylindricityChristopher Plume De ChineОценок пока нет
- GDT Quest Paper QuizДокумент2 страницыGDT Quest Paper QuizArun ManoОценок пока нет
- Surface RoughnessДокумент28 страницSurface RoughnessNeelesh PatkiОценок пока нет
- Engineering Metrology and Measurements N.V. Raghavendra L. KrishnamurthyДокумент26 страницEngineering Metrology and Measurements N.V. Raghavendra L. KrishnamurthyRandøm TalkìêsОценок пока нет
- Engineering Metrology and Measurements Unit 1 2Документ82 страницыEngineering Metrology and Measurements Unit 1 2scorpionarnold100% (1)
- Metrology and Mechanical MeasurementsДокумент118 страницMetrology and Mechanical MeasurementsNihar ApteОценок пока нет
- ComparatorsДокумент27 страницComparatorsBommana naga babuОценок пока нет
- WINSEM2018-19 - MEE2006 - ETH - MB110 - VL2018195002136 - Reference Material II - Theory of Metal Cutting Part-3 Machining ForcesMCD (Compatibility Mode) PDFДокумент27 страницWINSEM2018-19 - MEE2006 - ETH - MB110 - VL2018195002136 - Reference Material II - Theory of Metal Cutting Part-3 Machining ForcesMCD (Compatibility Mode) PDFRishabh ChoudharyОценок пока нет
- Screw Thread ReportДокумент17 страницScrew Thread Reportkittikhun_simlee100% (1)
- Fundamentals of Metrology PDFДокумент59 страницFundamentals of Metrology PDFvaisakhОценок пока нет
- Unit Iii Visual RealismДокумент59 страницUnit Iii Visual RealismJabin JoeОценок пока нет
- 322 F22 Lecture17 Yield Criteria Flow RulesДокумент41 страница322 F22 Lecture17 Yield Criteria Flow RuleslokeshОценок пока нет
- Metrology and MeasurementsДокумент140 страницMetrology and MeasurementsVallik Tad0% (1)
- ComparatorsДокумент23 страницыComparatorsShashwat RaiОценок пока нет
- Force MeasurementДокумент18 страницForce MeasurementKali DasОценок пока нет
- Me2304 - Engineering Metrology and Measurements Question Bank For Regulation 2008Документ29 страницMe2304 - Engineering Metrology and Measurements Question Bank For Regulation 2008Ashok Kumar Rajendran75% (4)
- Lecture Notes - Metal Forming PDFДокумент68 страницLecture Notes - Metal Forming PDFIrfan KhanОценок пока нет
- CMM PresentationДокумент22 страницыCMM PresentationVipin PachouriОценок пока нет
- Metrology Lab ManualДокумент12 страницMetrology Lab ManualvdnsitОценок пока нет
- Geometric Dimensioning and TolerancingДокумент6 страницGeometric Dimensioning and TolerancingPedro LeosОценок пока нет
- ME 6504 Metrology & Measurement All Unit NotesДокумент91 страницаME 6504 Metrology & Measurement All Unit NotesKannan KamalОценок пока нет
- Go No Go GaugesДокумент1 страницаGo No Go Gaugesspj99696649148Оценок пока нет
- Statistical Process Control: Operations Management R. Dan Reid & Nada R. SandersДокумент32 страницыStatistical Process Control: Operations Management R. Dan Reid & Nada R. SandersM Afif Budi WicaksonoОценок пока нет
- Introduction To GDДокумент8 страницIntroduction To GDCatalin FinkelsteinОценок пока нет
- Reverse Engineering Project - Carleton University - 2009Документ8 страницReverse Engineering Project - Carleton University - 2009Noshin NugawelaОценок пока нет
- GD&T Symbols Reference GuideДокумент2 страницыGD&T Symbols Reference Guidecreating_24Оценок пока нет
- Geometric Tolerance Class NotesДокумент6 страницGeometric Tolerance Class NotesEngineernadeemshahidОценок пока нет
- Metrology 2 - Slip GuagesДокумент14 страницMetrology 2 - Slip GuagesShyam VimalKumarОценок пока нет
- Surface Roughness Significance and SymboДокумент18 страницSurface Roughness Significance and SymboStefan NikolićОценок пока нет
- Chapter 4 - Linear and Angular MeasurementДокумент19 страницChapter 4 - Linear and Angular MeasurementYeevön Lee100% (1)
- Metrology: ME3190 Machine Tools and MetrologyДокумент64 страницыMetrology: ME3190 Machine Tools and MetrologySujit MuleОценок пока нет
- Metrology Laboratory WorkДокумент9 страницMetrology Laboratory WorkAmod PantheeОценок пока нет
- RoundnessДокумент7 страницRoundnessjacobian1810Оценок пока нет
- 1.length StandardsДокумент23 страницы1.length StandardsBala Sundar M100% (1)
- Metrology Lab ManualДокумент36 страницMetrology Lab Manualuvrsunil_kumar100% (2)
- Electrical Actuation SystemДокумент8 страницElectrical Actuation SystemShriyash KamatОценок пока нет
- Intoduction: Tylor's Principle For Gauge DesignДокумент13 страницIntoduction: Tylor's Principle For Gauge DesignDollar Daik100% (1)
- Surface RoughnessДокумент6 страницSurface RoughnessCarlos BustamanteОценок пока нет
- Surface Finish MeasurementДокумент6 страницSurface Finish MeasurementsathiaОценок пока нет
- Surface Finish MeasurementДокумент14 страницSurface Finish MeasurementRaghu Krishnan100% (1)
- Surface TexureДокумент11 страницSurface TexurePalash BoliaОценок пока нет
- Analysis of Surface Traces Till 28 Slide-1Документ30 страницAnalysis of Surface Traces Till 28 Slide-1Rayon 9Оценок пока нет
- Chapter-1: 1.1 Surface RoughnessДокумент50 страницChapter-1: 1.1 Surface RoughnessJohnson Bandaru100% (1)
- 10 Surface Finish MeasurementДокумент12 страниц10 Surface Finish Measurementsomu_amuОценок пока нет
- Measurement of Surface FinishДокумент4 страницыMeasurement of Surface FinishcvdsfsafОценок пока нет
- Surface RoughnessДокумент7 страницSurface RoughnessMalith MadushanОценок пока нет
- Selective Laser Sintering Process (SLS)Документ10 страницSelective Laser Sintering Process (SLS)MuraliОценок пока нет
- Types of Furnaces Used in CastingДокумент29 страницTypes of Furnaces Used in CastingMurali100% (1)
- Smart ManufacturingДокумент22 страницыSmart ManufacturingMuraliОценок пока нет
- Lathe AccessoriesДокумент21 страницаLathe AccessoriesMuraliОценок пока нет
- Capstan & Turret LatheДокумент27 страницCapstan & Turret LatheMuraliОценок пока нет
- Alignment Test On LatheДокумент23 страницыAlignment Test On LatheMurali83% (12)
- Lathe OperationsДокумент35 страницLathe OperationsMuraliОценок пока нет
- Comparator SДокумент68 страницComparator SMuraliОценок пока нет
- Gauges and Gauge DesignДокумент26 страницGauges and Gauge DesignMurali100% (3)
- Chills, Chaplets, Riser & Gating SystemДокумент22 страницыChills, Chaplets, Riser & Gating SystemMurali83% (6)
- III B.tech - I Sem - ECE Internal Marks (Nov2010)Документ6 страницIII B.tech - I Sem - ECE Internal Marks (Nov2010)MuraliОценок пока нет
- Telangan State First Class Time TableДокумент2 страницыTelangan State First Class Time TableMuraliОценок пока нет
- Free Travel Photography GuideДокумент23 страницыFree Travel Photography GuideJangbu SherpaОценок пока нет
- ch06刪減版Документ88 страницch06刪減版zanibtahiraОценок пока нет
- On Galilean Invariance and Nonlinearity in Electrodynamics and Quantum MechanicsДокумент12 страницOn Galilean Invariance and Nonlinearity in Electrodynamics and Quantum MechanicsRigel Kun AgueroОценок пока нет
- Faraday's Tentacles and Beyond: Marwa MarsoДокумент22 страницыFaraday's Tentacles and Beyond: Marwa MarsoMarwa MarsoОценок пока нет
- Sekonic L 558Документ52 страницыSekonic L 558Miggy DownsОценок пока нет
- Roadway DesignДокумент24 страницыRoadway DesignLaurence CiervoОценок пока нет
- Canon EOS System Calatog - Spring 2008Документ31 страницаCanon EOS System Calatog - Spring 2008tomasek100% (5)
- Early Models of The Universe EEFFFFДокумент26 страницEarly Models of The Universe EEFFFFMarArizala100% (1)
- Nand Foundation Academy, Shegaon: Xii - A DivДокумент23 страницыNand Foundation Academy, Shegaon: Xii - A DivSanket PatilОценок пока нет
- Coex C1000-1F Marine Camera Station: Data SheetДокумент2 страницыCoex C1000-1F Marine Camera Station: Data Sheetrahmanu wiyonoОценок пока нет
- Phet ReflectionДокумент3 страницыPhet Reflectionapi-260335088Оценок пока нет
- B.TECH.-III (EC) 6th Semester Sub - Fiber Optic CommunicationДокумент6 страницB.TECH.-III (EC) 6th Semester Sub - Fiber Optic CommunicationBittu GoswamiОценок пока нет
- Refraction of Light in Glass Block o LevelДокумент18 страницRefraction of Light in Glass Block o LevelPascoОценок пока нет
- Ray & Wave Optics For JEE Main - Er. D. C. Gupta PDFДокумент248 страницRay & Wave Optics For JEE Main - Er. D. C. Gupta PDFCoc Legend100% (4)
- Uvex CBR65: Our Focus: Fatigue-Free and Relaxed VisionДокумент6 страницUvex CBR65: Our Focus: Fatigue-Free and Relaxed VisionDayangОценок пока нет
- Kami Export - Mass vs. Weight LabДокумент3 страницыKami Export - Mass vs. Weight LabJacob BeaneОценок пока нет
- JJ205 Engineering Mechanic Chapter 5 Jj205Документ3 страницыJJ205 Engineering Mechanic Chapter 5 Jj205Ah TiangОценок пока нет
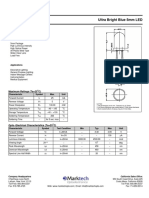
- Ultra Bright Blue 5mm LED: FeaturesДокумент2 страницыUltra Bright Blue 5mm LED: FeaturesJhon LaricoОценок пока нет
- Eddy CurrentsДокумент5 страницEddy CurrentsDivyanshu KaushikОценок пока нет
- WPH13 01 Que 20210304Документ20 страницWPH13 01 Que 20210304Little WizardОценок пока нет
- A2 54 A3 AstrophysicscosmologyДокумент44 страницыA2 54 A3 AstrophysicscosmologyHany ElGezawyОценок пока нет
- Composite RLH MetamatrialsДокумент3 страницыComposite RLH MetamatrialsmenguemengueОценок пока нет
- 3D Scanners - A Guide To 3D Scanner Technology - GeomagicДокумент2 страницы3D Scanners - A Guide To 3D Scanner Technology - GeomagicNVОценок пока нет
- Lecture SP 015 Lesson 2 PDFДокумент23 страницыLecture SP 015 Lesson 2 PDFAnonymous hKDpglОценок пока нет
- Lecture 23 Intro To Optical Amplifiers PDFДокумент12 страницLecture 23 Intro To Optical Amplifiers PDF0938089460Оценок пока нет
- Visible Light - RevisiДокумент17 страницVisible Light - RevisiAlaina AmaliaОценок пока нет
- FED 5 Instruction ManualДокумент6 страницFED 5 Instruction ManualAnonymous XOZfkNОценок пока нет
- Questions On LightsДокумент6 страницQuestions On Lightsapi-245778870Оценок пока нет