Вам также может понравиться
- 6 Plastic Part Defect - 0Документ27 страниц6 Plastic Part Defect - 0allrounder_mannОценок пока нет
- Troubleshooting Injection Molding FaultsДокумент41 страницаTroubleshooting Injection Molding FaultsHicham AhmamsiОценок пока нет
- Plastic Molding DefectsДокумент17 страницPlastic Molding DefectsNavya GowdaОценок пока нет
- Plastic Design ConsiderationsДокумент16 страницPlastic Design ConsiderationsAlok MallickОценок пока нет
- Defects in Injection MouldingДокумент14 страницDefects in Injection Mouldinghajarpaiman100% (1)
- Mouliding Defects and RemediesДокумент8 страницMouliding Defects and RemediesMatta SatishОценок пока нет
- Mould Change, Storage and Maintenance ProcedureДокумент10 страницMould Change, Storage and Maintenance ProcedureTechnicians SIM100% (1)
- Molding Defects.Документ13 страницMolding Defects.jineshdmehta100% (1)
- TEC 315 Injection Mold Design DetailsДокумент43 страницыTEC 315 Injection Mold Design DetailsKen100% (1)
- Injection Molding Explained: The Essential Process for Plastic ManufacturingДокумент23 страницыInjection Molding Explained: The Essential Process for Plastic ManufacturingAditya DhikaОценок пока нет
- Setting Process Conditions - Injection MoldingДокумент44 страницыSetting Process Conditions - Injection MoldingRaja PandiОценок пока нет
- Minsa Trial Report Molde SC194Документ2 страницыMinsa Trial Report Molde SC194daniel ortiz fuentesОценок пока нет
- Mould Check List / Trial Record: FG Control Tube FG H-TopДокумент8 страницMould Check List / Trial Record: FG Control Tube FG H-ToprajeshОценок пока нет
- Plastics Injection Moulding ProcessДокумент16 страницPlastics Injection Moulding Processरोहित मदानОценок пока нет
- BASF Injection Molding Defects PDFДокумент38 страницBASF Injection Molding Defects PDFSenthil Kumar100% (1)
- Plastics Mould and Die DesignДокумент674 страницыPlastics Mould and Die DesignRagul Velu100% (2)
- Design and Fabrication of Injection Moulding Machine-Mechanical ProjectДокумент4 страницыDesign and Fabrication of Injection Moulding Machine-Mechanical ProjectUr FriendОценок пока нет
- Injection Molding LabДокумент2 страницыInjection Molding LabZulhusni Abdul JamanОценок пока нет
- Moulding TroubleshootingДокумент22 страницыMoulding TroubleshootingPiousPatialaОценок пока нет
- 02.injection Moulding Process, Machine & Mould ConstructionДокумент229 страниц02.injection Moulding Process, Machine & Mould ConstructionAnand kumar100% (4)
- Hot Runner System: Training ManualДокумент21 страницаHot Runner System: Training ManualHồng HoàngОценок пока нет
- Global Academy of Technology: (Accredited by Naac With "A" Grade)Документ37 страницGlobal Academy of Technology: (Accredited by Naac With "A" Grade)James Prajwal PrajuОценок пока нет
- Injection Molding Scrap ReductionДокумент57 страницInjection Molding Scrap ReductionkggganiОценок пока нет
- 7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxДокумент8 страниц7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxGiap NguyenОценок пока нет
- Injection Mould PDFДокумент256 страницInjection Mould PDFEdo KarmawiОценок пока нет
- Setting Molding ConditionsДокумент21 страницаSetting Molding Conditionssuwithy04Оценок пока нет
- Common Injection Moulding Defects, Causes, andДокумент5 страницCommon Injection Moulding Defects, Causes, andsharuziОценок пока нет
- Injection Molding SchematicДокумент15 страницInjection Molding SchematicSourav DipОценок пока нет
- Work Instruction For Inspection of Raw MaterialДокумент28 страницWork Instruction For Inspection of Raw Materialm.manikandan maniОценок пока нет
- DFM Injection Molding Analysis 0614Документ9 страницDFM Injection Molding Analysis 0614anjal22Оценок пока нет
- Industrial Machine Operation GuideДокумент11 страницIndustrial Machine Operation GuideLongfvn100% (1)
- Clamping Force & Tonnage CalculationДокумент3 страницыClamping Force & Tonnage CalculationJyoti KaleОценок пока нет
- No: Trai/Pd/Mwi/71: Toprun Automotive India PVT LTDДокумент2 страницыNo: Trai/Pd/Mwi/71: Toprun Automotive India PVT LTDubraghuОценок пока нет
- Plastic Injection Molding Write UpДокумент16 страницPlastic Injection Molding Write UpVishal MahajanОценок пока нет
- Mold Making & Injection Molding - Bluestar Mould Group 2015Документ59 страницMold Making & Injection Molding - Bluestar Mould Group 2015Huy Bui VanОценок пока нет
- Ok Part NG: (Vendor Non-Conformance Report)Документ2 страницыOk Part NG: (Vendor Non-Conformance Report)BeLlCoNtInEnT MОценок пока нет
- 8 Optimizing The Molding ParametersДокумент54 страницы8 Optimizing The Molding ParametersEdith Chavez LindosОценок пока нет
- CV Cipet Production NewДокумент4 страницыCV Cipet Production NewKamlesh KumarОценок пока нет
- Daily Bin Cleaning & Washing Check SheetДокумент1 страницаDaily Bin Cleaning & Washing Check Sheetsumeet sharmaОценок пока нет
- DFM DFA GuidelineДокумент65 страницDFM DFA GuidelineJumpman OutletОценок пока нет
- Sptech Tooling GuideДокумент25 страницSptech Tooling GuideKa Wing LeeОценок пока нет
- Trouble Shooting For Injection Moulding 2014 PDFДокумент24 страницыTrouble Shooting For Injection Moulding 2014 PDFchemikas8389Оценок пока нет
- Theory of Moulds - ContentsДокумент9 страницTheory of Moulds - Contentsnagesh_sprao19275% (4)
- Injection Molding Process & Machine SelectionДокумент72 страницыInjection Molding Process & Machine SelectionShubham ChaudharyОценок пока нет
- Fmea For Injection MoldingДокумент53 страницыFmea For Injection MoldingQuality teamОценок пока нет
- Molding Parameter Record RevДокумент26 страницMolding Parameter Record Revapi-37326090% (1)
- Moulding Check ListДокумент2 страницыMoulding Check Listapi-3732609Оценок пока нет
- Troubleshooting Injection Moulding Process ProblemsДокумент24 страницыTroubleshooting Injection Moulding Process ProblemsKaixin Go50% (2)
- Runners and GatesДокумент35 страницRunners and Gatesbjdavies2010100% (2)
- Introduction to Thermforming and Injection MouldingДокумент7 страницIntroduction to Thermforming and Injection MouldingAzizol WahabОценок пока нет
- Selection of DOE Parameters in Injection Molding - Suhas Kulkarni FIMMTECH Inc PDFДокумент8 страницSelection of DOE Parameters in Injection Molding - Suhas Kulkarni FIMMTECH Inc PDFAnonymous fCp1HRwpОценок пока нет
- Rejection Analysis - in HouseДокумент24 страницыRejection Analysis - in Housesuresh kumar100% (1)
- Setting Process ConditionДокумент11 страницSetting Process Conditioneitan-dalia4971Оценок пока нет
- Defects in Injection MoldingДокумент14 страницDefects in Injection MoldingTejas MahadikОценок пока нет
- 1.5 PLASTIC For Automotive - ApplicationДокумент62 страницы1.5 PLASTIC For Automotive - ApplicationSathya kirubaОценок пока нет
- Top Injection Molding Problems and Their CountermeasuresДокумент7 страницTop Injection Molding Problems and Their CountermeasuresNaixt CabudzОценок пока нет
- Pandeo en InyeccionДокумент38 страницPandeo en InyeccionHector NinoОценок пока нет
- Defects in Injection MouldingДокумент44 страницыDefects in Injection Mouldingsatish100% (1)
- Common defects in injection molding and solutionsДокумент3 страницыCommon defects in injection molding and solutionsAlmgihty ZeusОценок пока нет
- Ejector PinsДокумент21 страницаEjector PinssyazwanmahadzirОценок пока нет
- The Evolution of The RevolutionДокумент10 страницThe Evolution of The RevolutionVenkata ChakradharОценок пока нет
- Top 10 WorldДокумент1 страницаTop 10 WorldVenkata ChakradharОценок пока нет
- Sheet MetalДокумент75 страницSheet MetalVenkata ChakradharОценок пока нет
- No Shave November 2016 PDFДокумент1 страницаNo Shave November 2016 PDFVenkata ChakradharОценок пока нет
- Ravi Sankar SrinivasДокумент3 страницыRavi Sankar SrinivasVenkata ChakradharОценок пока нет
- ExtrudeДокумент1 страницаExtrudeVenkata ChakradharОценок пока нет
- Sheet Metal Design Services ConsiderationsДокумент3 страницыSheet Metal Design Services ConsiderationsVino KumarОценок пока нет
- Intimation of List of Holidays For The Calendar Year 2016Документ1 страницаIntimation of List of Holidays For The Calendar Year 2016Venkata ChakradharОценок пока нет
- Heavy Duty 6x6 Chassis for 50 TonnesДокумент4 страницыHeavy Duty 6x6 Chassis for 50 TonnesVenkata ChakradharОценок пока нет
- BendWorks PDFДокумент9 страницBendWorks PDFLiam Choon SengОценок пока нет
- Engine Hollow Rec Block DrawingДокумент1 страницаEngine Hollow Rec Block DrawingVenkata ChakradharОценок пока нет
- BendWorks PDFДокумент9 страницBendWorks PDFLiam Choon SengОценок пока нет
- 13.isca RJCS 2014 039 PDFДокумент5 страниц13.isca RJCS 2014 039 PDFMuhammad GullОценок пока нет
- Co2 Recovery - IffcoДокумент21 страницаCo2 Recovery - IffcoAbizer JamaliОценок пока нет
- 1. Etcing And Bonding PPT - CopyДокумент43 страницы1. Etcing And Bonding PPT - Copy002Kadek Adinda Chantika OktaviaОценок пока нет
- A Research Project Presented To: in Partial Fulfillment of The Requirement For Research Project in Modern BiologyДокумент21 страницаA Research Project Presented To: in Partial Fulfillment of The Requirement For Research Project in Modern BiologyGio LlanosОценок пока нет
- 2 Igneous Petrology GEO A MFG2940Документ29 страниц2 Igneous Petrology GEO A MFG2940Nonk Moloku Mbah VulcanoОценок пока нет
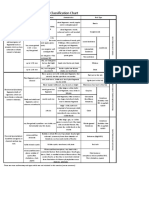
- EESB15 Sedimentary Rock Classification Chart Used (Guide)Документ1 страницаEESB15 Sedimentary Rock Classification Chart Used (Guide)Kristika RaguthasОценок пока нет
- Determining Heavy Metal Levels in Natural Water by DPASVДокумент29 страницDetermining Heavy Metal Levels in Natural Water by DPASVSandraОценок пока нет
- Benzoxazine Chemistry: A New Material To Meet Fire Retardant Challenges of Aerospace Interiors ApplicationsДокумент7 страницBenzoxazine Chemistry: A New Material To Meet Fire Retardant Challenges of Aerospace Interiors ApplicationsSiraj AL sharifОценок пока нет
- Physical Chemistry by Shailendra KumarДокумент14 страницPhysical Chemistry by Shailendra KumarmunasinghОценок пока нет
- DC 340 MsdsДокумент8 страницDC 340 MsdsMauricio Fernandez GuevaraОценок пока нет
- G10 Chemistry BookletДокумент41 страницаG10 Chemistry BookletMemory SitambuliОценок пока нет
- Orange Book Approved Drug Products With Therapeutic Equivalence EvaluationsДокумент280 страницOrange Book Approved Drug Products With Therapeutic Equivalence EvaluationspruthvishОценок пока нет
- Hydrometallurgy NotesДокумент96 страницHydrometallurgy NotesTatenda SibandaОценок пока нет
- LC Ms ContaminationДокумент7 страницLC Ms Contaminationkamath_karthikОценок пока нет
- Safety Assessment of Glycerin As Used in CosmeticsДокумент44 страницыSafety Assessment of Glycerin As Used in Cosmeticsanupamgupta112Оценок пока нет
- Major Yeast Fermentation PathwaysДокумент5 страницMajor Yeast Fermentation PathwaysNurcahyaniОценок пока нет
- FIITJEE Class VIII Practice PaperДокумент8 страницFIITJEE Class VIII Practice PaperD Samy100% (1)
- ZZZ Flotation Reagents PDFДокумент390 страницZZZ Flotation Reagents PDFjorgemarimonda100% (1)
- 11 HW ChemistryДокумент6 страниц11 HW ChemistryJ BalanОценок пока нет
- TSДокумент9 страницTSyusepsetianaОценок пока нет
- Preparation of OintmentsДокумент27 страницPreparation of OintmentsHisham AlhirereОценок пока нет
- Plastic ElectronicsДокумент20 страницPlastic Electronicspeslover46Оценок пока нет
- Gas Sensors A ReviewДокумент15 страницGas Sensors A ReviewThành Nhân ĐặngОценок пока нет
- CHE1010 Tutorial sheet 4Документ2 страницыCHE1010 Tutorial sheet 4Kelvin SichingaОценок пока нет
- Biochem Lab Activity 5Документ47 страницBiochem Lab Activity 5Nafeesa Cadir100% (1)
- Design and Synthesis 2D Coordination Networks - Crcl2 (Pyz) 2 and CR (Oso2Ch3) 2 (Pyz) 2 (Pyz Pyrazine) Framework MagnetsДокумент11 страницDesign and Synthesis 2D Coordination Networks - Crcl2 (Pyz) 2 and CR (Oso2Ch3) 2 (Pyz) 2 (Pyz Pyrazine) Framework MagnetsMercyJatindroОценок пока нет
- Is.4752.1994 (SODIUM METABISULPHITE, FOOD)Документ11 страницIs.4752.1994 (SODIUM METABISULPHITE, FOOD)MineralOilОценок пока нет
- Olympiad Model Paper 2018Документ9 страницOlympiad Model Paper 2018deeyamullaОценок пока нет
- Phosphate and NPK FertilizersДокумент8 страницPhosphate and NPK Fertilizersvzgscribd0% (1)
- Redox ReactionsДокумент8 страницRedox Reactionsdanielphilip68Оценок пока нет