Вам также может понравиться
- Advertising Is All Glitter - Far From RealityДокумент1 страницаAdvertising Is All Glitter - Far From RealityHarsh AnchaliaОценок пока нет
- Porter's Five Forces ModelДокумент2 страницыPorter's Five Forces ModelHarsh AnchaliaОценок пока нет
- Strategic Drift: Phase 1 - Incremental ChangeДокумент1 страницаStrategic Drift: Phase 1 - Incremental ChangeHarsh Anchalia100% (1)
- Blue Ocean Vs Red Ocean StrategiesДокумент1 страницаBlue Ocean Vs Red Ocean StrategiesHarsh AnchaliaОценок пока нет
- Lori Crump Accounting Case StudyДокумент1 страницаLori Crump Accounting Case StudyHarsh Anchalia100% (1)
- Amul GirlДокумент3 страницыAmul GirlHarsh AnchaliaОценок пока нет
- Communication BarriersДокумент1 страницаCommunication BarriersHarsh AnchaliaОценок пока нет
- Maths-1A: Junior Max. Marks:75Документ2 страницыMaths-1A: Junior Max. Marks:75Harsh AnchaliaОценок пока нет
- FALL 2016-17 CCA307 - E - Commerce 13413Документ4 страницыFALL 2016-17 CCA307 - E - Commerce 13413Harsh AnchaliaОценок пока нет
- Dividend PolicyДокумент6 страницDividend PolicyHarsh AnchaliaОценок пока нет
- Assignment 1Документ1 страницаAssignment 1Harsh AnchaliaОценок пока нет
- Functions of Rbi in Indian Banking SystemДокумент1 страницаFunctions of Rbi in Indian Banking SystemHarsh AnchaliaОценок пока нет
- E Commerce IntroductionДокумент3 страницыE Commerce IntroductionHarsh AnchaliaОценок пока нет
- Need, Importance, Objectives of HRPДокумент19 страницNeed, Importance, Objectives of HRPHarsh AnchaliaОценок пока нет
- Sales Force Activities: LeadershipДокумент43 страницыSales Force Activities: LeadershipHarsh AnchaliaОценок пока нет
- Core Values at Work: OutlineДокумент2 страницыCore Values at Work: OutlineHarsh Anchalia0% (1)
- Analyse The FINANCIAL STATEMENTS of Any Two Companies of A Particular Sector For The Year Ended 2015. Submit The Report With The Specified ContentsДокумент1 страницаAnalyse The FINANCIAL STATEMENTS of Any Two Companies of A Particular Sector For The Year Ended 2015. Submit The Report With The Specified ContentsHarsh AnchaliaОценок пока нет
- Human Resource Planning and Job Analysis: Fundamentals of Human Resource Management, 10/E, Decenzo/RobbinsДокумент23 страницыHuman Resource Planning and Job Analysis: Fundamentals of Human Resource Management, 10/E, Decenzo/RobbinsHarsh AnchaliaОценок пока нет
- Evolution of HRMДокумент15 страницEvolution of HRMHarsh AnchaliaОценок пока нет
- Planning: How To Best Meet Your MissionДокумент22 страницыPlanning: How To Best Meet Your MissionHarsh AnchaliaОценок пока нет
- Consumer Attitude Formation and ChangeДокумент24 страницыConsumer Attitude Formation and ChangeHarsh AnchaliaОценок пока нет
- The Differences Between Administraton and ManagementДокумент12 страницThe Differences Between Administraton and ManagementHarsh AnchaliaОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Calcium Ethoxide As A Solid Base Catalyst For The PDFДокумент15 страницCalcium Ethoxide As A Solid Base Catalyst For The PDFHelmi BaharОценок пока нет
- IntegersДокумент20 страницIntegersMahobeОценок пока нет
- Temperature Transmitter TR45Документ16 страницTemperature Transmitter TR45cysautsОценок пока нет
- Grade 9 Cells and Cell Movements Formative WorksheetДокумент8 страницGrade 9 Cells and Cell Movements Formative WorksheetHari PatelОценок пока нет
- Chapter 04 Chemical EquilibriumДокумент150 страницChapter 04 Chemical Equilibriumnoel100% (6)
- TB-2100 Operational and Maintenance Manual Rev C OptimiseДокумент224 страницыTB-2100 Operational and Maintenance Manual Rev C OptimisearnaudmarielОценок пока нет
- Chapter 1 - Steam GenerationДокумент23 страницыChapter 1 - Steam GenerationAzhan FikriОценок пока нет
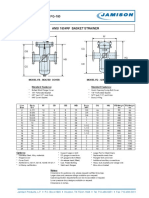
- FB-150 FQ-150 Basket StrainerДокумент1 страницаFB-150 FQ-150 Basket Strainerklich77Оценок пока нет
- X2IPI ManualДокумент51 страницаX2IPI ManualFadiliAhmedОценок пока нет
- Coding 3 D ShapesДокумент10 страницCoding 3 D ShapesgmconОценок пока нет
- Review For Final ExamДокумент29 страницReview For Final ExamhaddanОценок пока нет
- Career Indecision and Career Anxiety in High SchooolДокумент19 страницCareer Indecision and Career Anxiety in High SchooolP.CОценок пока нет
- Pre-Assessment Form Problem Solving Techniques (2 Day Course)Документ1 страницаPre-Assessment Form Problem Solving Techniques (2 Day Course)sumit1975Оценок пока нет
- Infinix NOTE 5 Stylus Quick Guide: Together We Can!Документ16 страницInfinix NOTE 5 Stylus Quick Guide: Together We Can!LescribeurОценок пока нет
- Metron 05 CR DataДокумент10 страницMetron 05 CR DatamkgohОценок пока нет
- Inserting Images - ShareLaTeX, Online LaTeX EditorДокумент11 страницInserting Images - ShareLaTeX, Online LaTeX EditorAviraj3892Оценок пока нет
- Fiat Barchetta: EngineДокумент20 страницFiat Barchetta: EngineHallex OliveiraОценок пока нет
- R172 NTG4.5 EngineeringMenuДокумент5 страницR172 NTG4.5 EngineeringMenualeksandar_tudzarovОценок пока нет
- Coding in Communication System: Channel Coding) Will Be AddressedДокумент5 страницCoding in Communication System: Channel Coding) Will Be AddressedDuge PlakolliОценок пока нет
- How To Read An ODBC Trace FileДокумент13 страницHow To Read An ODBC Trace FileganeshharidasОценок пока нет
- 7 - Introduction To Intelligent ControlДокумент21 страница7 - Introduction To Intelligent ControlIsmael Espinoza100% (1)
- Mechanics of MaterialsДокумент11 страницMechanics of MaterialsMagesh KumarОценок пока нет
- Access Workshop 01Документ8 страницAccess Workshop 01movogonОценок пока нет
- Kraken Intelligence's Taproot Primer - An Upgrade For The AgesДокумент37 страницKraken Intelligence's Taproot Primer - An Upgrade For The AgesT. CC ElficОценок пока нет
- Carbanions Carbocations and CarboradicalsДокумент21 страницаCarbanions Carbocations and CarboradicalsAnaAmaruОценок пока нет
- Linear Algebra Cheat SheetДокумент2 страницыLinear Algebra Cheat SheetBrian WilliamsonОценок пока нет
- Fire InvestigationДокумент126 страницFire InvestigationAbcede IloiloОценок пока нет
- Hope Therapy PDFДокумент18 страницHope Therapy PDFalexОценок пока нет
- Application Note 31 Monitoring Quicklime Monitoring PDFДокумент4 страницыApplication Note 31 Monitoring Quicklime Monitoring PDFomar rahmounОценок пока нет
- EARTH AND LIFE SCIENCE II Answer KeyДокумент4 страницыEARTH AND LIFE SCIENCE II Answer Keyjelena jorgeoОценок пока нет