Вам также может понравиться
- Longxi Machinery Works-Quality Improvement (A)Документ8 страницLongxi Machinery Works-Quality Improvement (A)praneeth3456Оценок пока нет
- Case PPT TQMДокумент10 страницCase PPT TQMKool Bhardwaj0% (1)
- TQM Presentation - Management Accounting & Performance AnalysisДокумент58 страницTQM Presentation - Management Accounting & Performance AnalysisAmirul HafizОценок пока нет
- Longxi Machinery Works - Mar 4Документ1 страницаLongxi Machinery Works - Mar 4Liby SantosОценок пока нет
- Longxi Machinary Works-Quality Improvement (C)Документ3 страницыLongxi Machinary Works-Quality Improvement (C)swift00Оценок пока нет
- APM Group-6 Case StudyДокумент16 страницAPM Group-6 Case StudyShikhir AgarwalОценок пока нет
- SM Project BriefДокумент3 страницыSM Project BriefBiswajit PrustyОценок пока нет
- Total Quality Man A 00 SaltДокумент205 страницTotal Quality Man A 00 SaltRommel Baesa100% (1)
- AssumptionsДокумент2 страницыAssumptionsRydel CuachonОценок пока нет
- Analysis of IGI, Project ManagementДокумент17 страницAnalysis of IGI, Project ManagementpalaksharmapalakОценок пока нет
- Risks Involved in Bandra Worli Sea Link Project Construction EssayДокумент5 страницRisks Involved in Bandra Worli Sea Link Project Construction Essaybkpanda23100% (1)
- Project ReportДокумент37 страницProject ReportFaiz AhmedОценок пока нет
- Longxi Machinery WorksДокумент31 страницаLongxi Machinery WorksNiyati ShahОценок пока нет
- Risk Management in Delhi IGI Airport CommisionДокумент3 страницыRisk Management in Delhi IGI Airport CommisionPranav KhalikarОценок пока нет
- The Strategic Role of Project Portfolio Management: Evidence From The NetherlandsДокумент13 страницThe Strategic Role of Project Portfolio Management: Evidence From The NetherlandsPrakash SinghОценок пока нет
- Capability and Capacity Review of Central Procurement FunctionДокумент100 страницCapability and Capacity Review of Central Procurement FunctionshenithОценок пока нет
- Total Quality Management of TATA POWERДокумент105 страницTotal Quality Management of TATA POWERAakash Tanwar100% (1)
- L&T Pest Analysis-Back UpДокумент15 страницL&T Pest Analysis-Back UpAnkit Godre50% (2)
- Total Quality Management @tata SteelДокумент24 страницыTotal Quality Management @tata SteelMohsin ShaikhОценок пока нет
- Learning CurvesДокумент33 страницыLearning CurvesVishwas Shankarabhakthula0% (1)
- Strategic Management: Larsen and ToubroДокумент21 страницаStrategic Management: Larsen and Toubroharsh patelОценок пока нет
- National Institute of Construction Management and ResearchДокумент14 страницNational Institute of Construction Management and Researchsimple_aniОценок пока нет
- KPMG Lean Six Sigma Offerings - IIM - RanchiДокумент19 страницKPMG Lean Six Sigma Offerings - IIM - RanchiPranav Patil100% (1)
- Strategic Management PlanningДокумент32 страницыStrategic Management PlanningSAIM ZAFARОценок пока нет
- Customer Needs Kano Garvin & QFDДокумент42 страницыCustomer Needs Kano Garvin & QFDmadhubooradaОценок пока нет
- Chap 6 - Quantitative Method For Quality ManagementДокумент52 страницыChap 6 - Quantitative Method For Quality Managementphannarith100% (3)
- Designing Global Supply Chain NetworksДокумент8 страницDesigning Global Supply Chain NetworksaasthaОценок пока нет
- Burj Khalifa Project Management: Presented By: Team-6 Aravind Prabhu Anastasia Babich Ashley Reid Krishman Singh KinyaДокумент3 страницыBurj Khalifa Project Management: Presented By: Team-6 Aravind Prabhu Anastasia Babich Ashley Reid Krishman Singh KinyaKrishman SinghОценок пока нет
- Six Sigma in MotorolaДокумент9 страницSix Sigma in MotorolanidhiОценок пока нет
- Bathtub Theory of Operations ManagementДокумент5 страницBathtub Theory of Operations ManagementAnonymous h2EnKyDbОценок пока нет
- Swot MirajДокумент31 страницаSwot MirajArti ArhaОценок пока нет
- Risk Plan Shard London Team 3 Saniya Sabina Swapneel Pooja 2Документ13 страницRisk Plan Shard London Team 3 Saniya Sabina Swapneel Pooja 2محمد عثمانОценок пока нет
- Project By: Tarang Kerai Bba Sem-4 17U069Документ10 страницProject By: Tarang Kerai Bba Sem-4 17U069tarang keraiОценок пока нет
- CeatДокумент8 страницCeatMani KanthОценок пока нет
- 6 Sigma Projects PresentationДокумент31 страница6 Sigma Projects Presentationbellbesh0% (1)
- Brief History of AzgardДокумент5 страницBrief History of Azgard11123024Оценок пока нет
- Harley-Davidson's Focus StrategyДокумент24 страницыHarley-Davidson's Focus Strategysaveen thapaОценок пока нет
- Project Charter Lodge School Renovations ProjectДокумент10 страницProject Charter Lodge School Renovations ProjectAndre WarnerОценок пока нет
- Mbl93ar Assignment 1 - C ShoniwaДокумент24 страницыMbl93ar Assignment 1 - C ShoniwaCourage ShoniwaОценок пока нет
- Total Quality ManagementДокумент5 страницTotal Quality ManagementMuraliAbdullahОценок пока нет
- CarltonДокумент5 страницCarltonRaph AcuñaОценок пока нет
- Comparison Between Quality AwardДокумент14 страницComparison Between Quality AwardHandy NugrohoОценок пока нет
- Project ManagementДокумент8 страницProject Managementanon_954124867100% (1)
- Strategic Management of MitsubishiДокумент17 страницStrategic Management of Mitsubishishailaja reddyОценок пока нет
- Cooper Tire Case Thompson Book FinalДокумент31 страницаCooper Tire Case Thompson Book FinalTran Cao Minh Hung100% (1)
- Executive SummaryДокумент64 страницыExecutive Summaryvishwavr12Оценок пока нет
- L01-Project Quality ManagementДокумент29 страницL01-Project Quality ManagementMUHAMMAD AZEEM Khan100% (1)
- HR Om11 ch14Документ81 страницаHR Om11 ch14Adam OngОценок пока нет
- Monitoring and Cost ControlДокумент10 страницMonitoring and Cost ControlAyyaz Tajammal MirzaОценок пока нет
- Amul Supply Chain Management PracticesДокумент4 страницыAmul Supply Chain Management PracticesAnchal BaggaОценок пока нет
- International Competitive StrategyДокумент18 страницInternational Competitive Strategydrlov_20037767Оценок пока нет
- ChangeДокумент22 страницыChangeSasanka YalamanchiliОценок пока нет
- 08 - Construction Projects Monitoring - Training ManualДокумент28 страниц08 - Construction Projects Monitoring - Training ManualGemechuОценок пока нет
- Cost Management Mock ExamДокумент18 страницCost Management Mock ExamNicoletaОценок пока нет
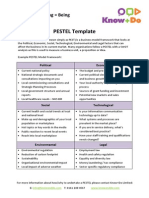
- PESTEL Template: Knowing + Doing BeingДокумент2 страницыPESTEL Template: Knowing + Doing Beingaamir100% (1)
- Commercial Department KPIs-2Документ1 страницаCommercial Department KPIs-2mahdimozaffarОценок пока нет
- PROJECT CHARTER DOCUMENTnДокумент3 страницыPROJECT CHARTER DOCUMENTnMiyuranga W.H.D.D. en17081344Оценок пока нет
- 1.3 Project Management at InfosysДокумент6 страниц1.3 Project Management at InfosysShrutiОценок пока нет
- Mahindra Deming AwardДокумент5 страницMahindra Deming AwardHarshi AggarwalОценок пока нет
- KamcoДокумент27 страницKamcoAnn JosephОценок пока нет
- Year 10 English Unit Plan AdvertisingДокумент5 страницYear 10 English Unit Plan Advertisingapi-333849174Оценок пока нет
- Diploma Thesis-P AdamecДокумент82 страницыDiploma Thesis-P AdamecKristine Guia CastilloОценок пока нет
- Tasha Giles: WebsiteДокумент1 страницаTasha Giles: Websiteapi-395325861Оценок пока нет
- Clay & Shale Industries in OntarioДокумент193 страницыClay & Shale Industries in OntarioJohn JohnsonОценок пока нет
- Boomer L2 D - 9851 2586 01Документ4 страницыBoomer L2 D - 9851 2586 01Pablo Luis Pérez PostigoОценок пока нет
- Bearing Repeater CompassДокумент4 страницыBearing Repeater CompassJohn PerdyОценок пока нет
- Motorola Phone Tools Test InfoДокумент98 страницMotorola Phone Tools Test InfoDouglaswestphalОценок пока нет
- Media Analysis-GraphicДокумент1 страницаMedia Analysis-Graphicapi-262266786100% (1)
- Dawn of The DhammaДокумент65 страницDawn of The Dhammaarkaprava paulОценок пока нет
- Variables in The EquationДокумент3 страницыVariables in The EquationfiharjatinОценок пока нет
- Cics 400 Administration and Operations GuideДокумент343 страницыCics 400 Administration and Operations GuidedafraumОценок пока нет
- 1 Raven's™ Standard Progressive Matrices Plus (SPM Plus) - PSI OnlineДокумент1 страница1 Raven's™ Standard Progressive Matrices Plus (SPM Plus) - PSI OnlineVINEET GAIROLAОценок пока нет
- 2018-3-27 MIDAS Civil Presentation Curved BridgesДокумент57 страниц2018-3-27 MIDAS Civil Presentation Curved BridgesShishir Kumar NayakОценок пока нет
- ECS 3390 - Business and Technical CommuncationsДокумент293 страницыECS 3390 - Business and Technical CommuncationsEliseo Robles0% (3)
- Crowd Management - Model Course128Документ117 страницCrowd Management - Model Course128alonso_r100% (4)
- New York LifeДокумент38 страницNew York LifeDaniel SineusОценок пока нет
- Edagogy of Anguages: VerviewДокумент54 страницыEdagogy of Anguages: VerviewMukesh MalviyaОценок пока нет
- Contingency Measures and ProceduresДокумент25 страницContingency Measures and ProceduresKaren Villapando LatОценок пока нет
- #5-The Specialities in The Krithis of Muthuswamy DikshitharДокумент5 страниц#5-The Specialities in The Krithis of Muthuswamy DikshitharAnuradha MaheshОценок пока нет
- EDUHUBДокумент6 страницEDUHUBishant sharmaОценок пока нет
- Useful C Library FunctionДокумент31 страницаUseful C Library FunctionraviОценок пока нет
- SB Roadmap B1 1Документ161 страницаSB Roadmap B1 1Carmen Flores AloyОценок пока нет
- Edwards SVV HandoutДокумент2 страницыEdwards SVV HandoutossinОценок пока нет
- Allowable Nozzle LoadsДокумент6 страницAllowable Nozzle Loads김동하Оценок пока нет
- Fire and IceДокумент11 страницFire and IcelatishabasilОценок пока нет
- Pre-Qin Philosophers and ThinkersДокумент22 страницыPre-Qin Philosophers and ThinkersHelder JorgeОценок пока нет
- Jazz - Installing LED DRLsДокумент16 страницJazz - Installing LED DRLsKrishnaОценок пока нет
- The Internet of ThingsДокумент33 страницыThe Internet of ThingsKaedara KazuhaОценок пока нет
- Os Unit-1Документ33 страницыOs Unit-1yoichiisagi09Оценок пока нет
- Sc10 - Worksheet On Atoms and IonsДокумент6 страницSc10 - Worksheet On Atoms and IonsAnmol AgarwalОценок пока нет