Вам также может понравиться
- Boilers NotesДокумент16 страницBoilers Notesjust randomОценок пока нет
- HVAC and Refrigeration SystemДокумент36 страницHVAC and Refrigeration Systemranveer100% (1)
- Fault Calculations: Protection Application HandbookДокумент34 страницыFault Calculations: Protection Application Handbookranveer100% (1)
- Thermax Boiler O&M ManualДокумент134 страницыThermax Boiler O&M ManualManoj Nirgude65% (20)
- Assessment of CompresorsДокумент14 страницAssessment of CompresorsranveerОценок пока нет
- Lecture 7 - Steam GeneratorsДокумент6 страницLecture 7 - Steam GeneratorsHussain Abbas100% (1)
- Heat ExchangerДокумент17 страницHeat ExchangerMedariTrinadh100% (2)
- Fuels and CombustionДокумент41 страницаFuels and CombustionranveerОценок пока нет
- Vibration MeasurementДокумент42 страницыVibration MeasurementChockkalingam Subramanian100% (2)
- Short Circuit CalculationДокумент42 страницыShort Circuit Calculationgraduadoesime100% (17)
- Short Circuit CalculationДокумент42 страницыShort Circuit Calculationgraduadoesime100% (17)
- Boiler Types and Parts GuideДокумент29 страницBoiler Types and Parts GuideAJITSPATILОценок пока нет
- Furnace and Rferactory CalculationsДокумент210 страницFurnace and Rferactory Calculationsfsijest100% (2)
- Waste Heat Recovery NДокумент28 страницWaste Heat Recovery NranveerОценок пока нет
- Boiler MaintenanceДокумент77 страницBoiler Maintenancekeerthi dayarathna0% (1)
- Boiler PerformanceДокумент20 страницBoiler PerformanceRizuanul Arefin Emon100% (2)
- What is a Furnace? Types and Efficiency CalculationsДокумент37 страницWhat is a Furnace? Types and Efficiency Calculationsranveer100% (1)
- 2.4. FurnacesДокумент36 страниц2.4. FurnacesShailenderОценок пока нет
- Quiz - Cooling TowersДокумент3 страницыQuiz - Cooling TowersUmangtarangОценок пока нет
- Understanding IBR 1950Документ7 страницUnderstanding IBR 1950sammar_10Оценок пока нет
- An Overview of FBC Boiler: Compiled BY S.S.AcharyaДокумент56 страницAn Overview of FBC Boiler: Compiled BY S.S.AcharyaMusycal Fynnc100% (1)
- Glass ManufacturingДокумент4 страницыGlass ManufacturingEM EZОценок пока нет
- 4.5 Energy Performance Assessment of Motors / Variable Speed DrivesДокумент24 страницы4.5 Energy Performance Assessment of Motors / Variable Speed DrivesranveerОценок пока нет
- Single and Multiple Effect EvaporatorsДокумент38 страницSingle and Multiple Effect Evaporatorsaman kumar100% (1)
- Megger InsulationtesterДокумент67 страницMegger InsulationtesterNh Chuminda YapaОценок пока нет
- Distillation TypesДокумент34 страницыDistillation TypesJoshua Johnson100% (1)
- Metallurgy PresentationДокумент67 страницMetallurgy PresentationAshwani DograОценок пока нет
- Furnace PPT (New)Документ65 страницFurnace PPT (New)Njourn100% (1)
- Fuel and Ash Handling System PDFДокумент21 страницаFuel and Ash Handling System PDFrohit choudharyОценок пока нет
- Assessment of Heat ExchangersДокумент14 страницAssessment of Heat ExchangersranveerОценок пока нет
- Boilers - Thermal EngineeringДокумент45 страницBoilers - Thermal Engineeringommech2020Оценок пока нет
- Air Compressor MCQ QuestionsДокумент10 страницAir Compressor MCQ QuestionsAman SheikhОценок пока нет
- FURNACEДокумент74 страницыFURNACESonam Bijaya100% (2)
- BOILER MOUNTINGS AND ACCESSORIES DOCUMENTДокумент33 страницыBOILER MOUNTINGS AND ACCESSORIES DOCUMENTSiddhant Singh100% (1)
- Boiler With Mountings and AccessoriesДокумент67 страницBoiler With Mountings and AccessoriesYashvir Singh100% (1)
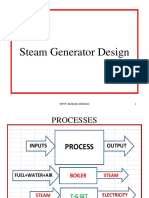
- Steam Generator DesignДокумент147 страницSteam Generator Designzerocool86100% (1)
- Furnace DesignДокумент30 страницFurnace DesignTARIQ46767% (3)
- Network General: Protection Application HandbookДокумент22 страницыNetwork General: Protection Application HandbookranveerОценок пока нет
- SAFETY DATA SHEET FOR HYDRO-X BOILER TREATMENTДокумент5 страницSAFETY DATA SHEET FOR HYDRO-X BOILER TREATMENTZoran ObradovicОценок пока нет
- Mean Residence Time and Hold-Up of Solids in Rotary KilnsДокумент6 страницMean Residence Time and Hold-Up of Solids in Rotary KilnsAnonymous NxpnI6jCОценок пока нет
- Waste Heat Recovery: Reclaiming Lost EnergyДокумент19 страницWaste Heat Recovery: Reclaiming Lost EnergyAnjanKumarMahanta100% (2)
- Cooling Tower - Question and AnswersДокумент6 страницCooling Tower - Question and AnswersFawaaz Khurwolah67% (3)
- Boiler tube welding maintenance presentationДокумент39 страницBoiler tube welding maintenance presentationAjay Chauhan100% (3)
- Heat ExchangersДокумент84 страницыHeat Exchangersbkkumbhar100% (3)
- Boiler PresentaionДокумент73 страницыBoiler PresentaionNikhil PandeyОценок пока нет
- Experiment On Moisture Content in CoalДокумент4 страницыExperiment On Moisture Content in Coaluser 00467% (6)
- FPCL Power Plant (MECHANICAL)Документ43 страницыFPCL Power Plant (MECHANICAL)Syed umer asif100% (2)
- Water Tube BoilerДокумент8 страницWater Tube Boilersandeep kumarОценок пока нет
- Chapter 2 - Boiler & Thermal Fluid HeaterДокумент62 страницыChapter 2 - Boiler & Thermal Fluid HeaterFaisal FarabiОценок пока нет
- Soot BlowerДокумент9 страницSoot BlowerParmeshwar Nath Tripathi100% (1)
- Boiler Thermo AssignmentДокумент6 страницBoiler Thermo AssignmentBassam0% (2)
- Thermosetting PlasticДокумент33 страницыThermosetting PlasticAr Shahbaz AfzalОценок пока нет
- Lecture 1 Particle Technology (Introduction)Документ20 страницLecture 1 Particle Technology (Introduction)Muhammad kashifОценок пока нет
- 5-Amination by ReductionДокумент21 страница5-Amination by ReductionM Fahad Shahid Ali100% (1)
- Heat Exchanger Design: Key Concepts and CalculationsДокумент5 страницHeat Exchanger Design: Key Concepts and CalculationsSunil KumarОценок пока нет
- Thermal Equipment ClassificationДокумент214 страницThermal Equipment Classificationgebreslassie gereziherОценок пока нет
- Critical Spare List For Thermax Oil Fired BoilerДокумент1 страницаCritical Spare List For Thermax Oil Fired Boilersiruslara6491100% (2)
- Industrial Methods of Preparation of PVCДокумент8 страницIndustrial Methods of Preparation of PVCHarshal A ShahОценок пока нет
- Managing Silica in Boiler WaterДокумент100 страницManaging Silica in Boiler Watermuks1308100% (1)
- Two Marks CH 6603 Mass TransferДокумент17 страницTwo Marks CH 6603 Mass Transfersampathkumar100% (1)
- HTM Section (Area Code 3008)Документ7 страницHTM Section (Area Code 3008)Hamza RiazОценок пока нет
- MNIT Hydro De-Alkylation: Toluene to BenzeneДокумент15 страницMNIT Hydro De-Alkylation: Toluene to Benzeneanon_429955241Оценок пока нет
- Aluminum Cold Mill Rolling Oil DistillationДокумент3 страницыAluminum Cold Mill Rolling Oil DistillationbwelzОценок пока нет
- What Are Boiler AccessoriesДокумент7 страницWhat Are Boiler AccessoriesTHEOPHILUS ATO FLETCHERОценок пока нет
- Pap (Design of Distillation Column)Документ26 страницPap (Design of Distillation Column)MambaulkОценок пока нет
- Unit 5 MCQДокумент12 страницUnit 5 MCQaruchellamОценок пока нет
- Astm C201Документ6 страницAstm C201Cesar Bernal100% (1)
- Engler ViscometerДокумент4 страницыEngler ViscometerRaghav KiranОценок пока нет
- Tsee Chapter 1 & 2 MCQДокумент7 страницTsee Chapter 1 & 2 MCQPAWAR RAHULОценок пока нет
- Food Process Engineering Lab 3. BOILER OPERATIONДокумент22 страницыFood Process Engineering Lab 3. BOILER OPERATIONMuhyiddin Noor AfandiОценок пока нет
- Furnaces in Power BoilerДокумент34 страницыFurnaces in Power BoilerMohammed AzharuddinОценок пока нет
- Chapter 4 FurnacesДокумент36 страницChapter 4 FurnacesMohamed AlkharashyОценок пока нет
- Presentation 1Документ37 страницPresentation 1نجيب مفتاح المختار عمرОценок пока нет
- Analysis of Biomass and Biofuels As Source of EnergyДокумент50 страницAnalysis of Biomass and Biofuels As Source of EnergyranveerОценок пока нет
- Electrostatic PrecipitatorsДокумент6 страницElectrostatic PrecipitatorsranveerОценок пока нет
- Assessment of Fans and BlowersNДокумент11 страницAssessment of Fans and BlowersNranveerОценок пока нет
- Assessment of Water PumpsДокумент12 страницAssessment of Water PumpsranveerОценок пока нет
- Cogeneration Energy Performance AssessmentДокумент13 страницCogeneration Energy Performance AssessmentranveerОценок пока нет
- Cogeneration Energy Performance AssessmentДокумент13 страницCogeneration Energy Performance AssessmentranveerОценок пока нет
- 2.assessment of FurnacesNДокумент16 страниц2.assessment of FurnacesNranveerОценок пока нет
- Safety, Fire, EnvironmentДокумент18 страницSafety, Fire, EnvironmentranveerОценок пока нет
- 7.cooling TowernДокумент30 страниц7.cooling TowernranveerОценок пока нет
- Installation Testing Troubleshooting Starters Overload RelaysДокумент34 страницыInstallation Testing Troubleshooting Starters Overload RelaysGogula Gunasekhar100% (1)
- Power System EconomicsДокумент47 страницPower System EconomicsranveerОценок пока нет
- Guide to Safe Pulveriser Operation (39Документ16 страницGuide to Safe Pulveriser Operation (39ranveerОценок пока нет
- Guide to Safe Pulveriser Operation (39Документ16 страницGuide to Safe Pulveriser Operation (39ranveerОценок пока нет