Вам также может понравиться
- Volume Fraction of CompositesДокумент10 страницVolume Fraction of CompositesYiğit IlgazОценок пока нет
- Composite Laminates Made by Automated Fiber Placement of Dry Fibers and Vacuum Assisted Resin Transfer MoldingДокумент124 страницыComposite Laminates Made by Automated Fiber Placement of Dry Fibers and Vacuum Assisted Resin Transfer MoldingYiğit IlgazОценок пока нет
- Process Robustness and Defect Formation Mechanisms in Unidirectional SemipregДокумент15 страницProcess Robustness and Defect Formation Mechanisms in Unidirectional SemipregYiğit IlgazОценок пока нет
- KroenertДокумент38 страницKroenertYiğit IlgazОценок пока нет
- Sayfa 51Документ150 страницSayfa 51Yiğit IlgazОценок пока нет
- 3 s2.0 B9781895198843500168 MainДокумент18 страниц3 s2.0 B9781895198843500168 MainYiğit IlgazОценок пока нет
- Integrated Membrane Operations in The Food Production 113Документ377 страницIntegrated Membrane Operations in The Food Production 113Yiğit Ilgaz100% (1)
- Dislocations and Strengthening: Issues To Address..Документ30 страницDislocations and Strengthening: Issues To Address..Yiğit IlgazОценок пока нет
- Evolution of Quality ConceptsДокумент25 страницEvolution of Quality ConceptsYiğit IlgazОценок пока нет
- Wire & CableДокумент156 страницWire & CableYiğit Ilgaz0% (1)
- Decathlon Check ListДокумент20 страницDecathlon Check ListYiğit IlgazОценок пока нет
- Qual All WRK 043 Chemical Management BookДокумент56 страницQual All WRK 043 Chemical Management BookYiğit IlgazОценок пока нет
- Basics of HFFR ExtrusionДокумент7 страницBasics of HFFR ExtrusionYiğit IlgazОценок пока нет
- Cracker PDFДокумент5 страницCracker PDFYiğit IlgazОценок пока нет
- Methanol and DME Production From Thermal Chemical Conversion of BiomassДокумент26 страницMethanol and DME Production From Thermal Chemical Conversion of BiomassYiğit IlgazОценок пока нет
- Lab. Vapor PressureДокумент4 страницыLab. Vapor PressureYiğit IlgazОценок пока нет
- New Direct Synthesis Technology For DME (Dimethyl Ether) and Its Application TechnologyДокумент7 страницNew Direct Synthesis Technology For DME (Dimethyl Ether) and Its Application TechnologyYiğit IlgazОценок пока нет
- Zytel-All in One Extrusion ProcessesДокумент10 страницZytel-All in One Extrusion ProcessesYiğit IlgazОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Mido History enДокумент4 страницыMido History enRobertIonicaОценок пока нет
- 21 Measuring Owl Flight Noise.Документ17 страниц21 Measuring Owl Flight Noise.PrashantОценок пока нет
- MA-60 Normal Checklist (MNA)Документ2 страницыMA-60 Normal Checklist (MNA)rana prawiraОценок пока нет
- Manchester Airport Group - AeroTURN Case Study - 1112 PDFДокумент1 страницаManchester Airport Group - AeroTURN Case Study - 1112 PDFTransoft EMEAОценок пока нет
- Wing Design K-12Документ56 страницWing Design K-12aeroacademicОценок пока нет
- IIP ProposalДокумент3 страницыIIP ProposalRokeshuvaraj100% (1)
- Mag Hytec Rear Cover AA 14-11.5Документ3 страницыMag Hytec Rear Cover AA 14-11.5darrylОценок пока нет
- Guide To The Systems Engineering Body of Knowledge (Sebok), Version 1.1Документ51 страницаGuide To The Systems Engineering Body of Knowledge (Sebok), Version 1.1António FerreiraОценок пока нет
- Aircraft WarningДокумент2 страницыAircraft WarningayominhasangaОценок пока нет
- Weld QualificationДокумент16 страницWeld QualificationAnonymous LFgO4WbIDОценок пока нет
- Drag Force Full ReportДокумент29 страницDrag Force Full ReportAbdul RahmanОценок пока нет
- Section - : Exit To Main MenuДокумент186 страницSection - : Exit To Main Menuadi67% (3)
- 2007 02 Vacuum Hazards - Collapsed TanksДокумент1 страница2007 02 Vacuum Hazards - Collapsed TanksHarshad SolankiОценок пока нет
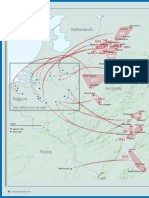
- Defeating Bodenplatte Britain - at - War - 2019-12Документ11 страницDefeating Bodenplatte Britain - at - War - 2019-12Juan Pablo Rossi CabralesОценок пока нет
- Truss Design, Abdulsmad B. RacmanДокумент8 страницTruss Design, Abdulsmad B. RacmanAbdulsamad RacmanОценок пока нет
- B737-3 71-80 B1 e (Jun2005 CMP)Документ290 страницB737-3 71-80 B1 e (Jun2005 CMP)mehdi100% (2)
- Neil ArmstrongДокумент31 страницаNeil ArmstrongD HernandezОценок пока нет
- Adaptive Nonlinear Control of Agile Antiair Missiles Using Neural NetworksДокумент8 страницAdaptive Nonlinear Control of Agile Antiair Missiles Using Neural NetworksYomar RealpeОценок пока нет
- FL 382Документ24 страницыFL 382Dany GunawanОценок пока нет
- SSRДокумент7 страницSSRPravin Hande100% (1)
- Bugatti 100pДокумент15 страницBugatti 100pAndrew BuffeОценок пока нет
- Service Bulletin Atr72: Transmittal Sheet Revision No. 12Документ45 страницService Bulletin Atr72: Transmittal Sheet Revision No. 12Pradeep K sОценок пока нет
- WKRAFTДокумент6 страницWKRAFTTuha MohammedОценок пока нет
- Assignment PHY12Документ7 страницAssignment PHY12Nadine FrisnediОценок пока нет
- AIR REGULATIONS (Full Syllabus) (16 Sep)Документ18 страницAIR REGULATIONS (Full Syllabus) (16 Sep)himanshu goyalОценок пока нет
- Uttt 26-2019Документ29 страницUttt 26-2019Tweed3AОценок пока нет
- KM Min: Tactical DroneДокумент6 страницKM Min: Tactical DroneLionel MazzottaОценок пока нет
- Collateral LoadsДокумент40 страницCollateral Loadsmanjaripujar5944Оценок пока нет
- Aprendiz de TodoДокумент19 страницAprendiz de Todofabian lopezОценок пока нет
- Eee Project ON WIND FARM FIRST YEAR B.TECHДокумент10 страницEee Project ON WIND FARM FIRST YEAR B.TECHsamarpit_anandОценок пока нет