Вам также может понравиться
- HAZOPДокумент7 страницHAZOPfairusОценок пока нет
- A New Approach to HAZOP of Complex Chemical ProcessesОт EverandA New Approach to HAZOP of Complex Chemical ProcessesОценок пока нет
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОт EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОценок пока нет
- Guidelines for Defining Process Safety Competency RequirementsОт EverandGuidelines for Defining Process Safety Competency RequirementsРейтинг: 3 из 5 звезд3/5 (1)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesОт EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesОценок пока нет
- PHA Study Example Waste Water PlantДокумент75 страницPHA Study Example Waste Water PlantDefenceDogОценок пока нет
- Hazard and Operability Study (Hazop) : Dr. M. Azam SaeedДокумент39 страницHazard and Operability Study (Hazop) : Dr. M. Azam SaeedMuhammad Bilal100% (2)
- Wyn032 PDFДокумент21 страницаWyn032 PDFWahjudi MuhammadОценок пока нет
- Process Control and HazopДокумент12 страницProcess Control and HazopCosmin FloreaОценок пока нет
- 09 COMAH GuidanceДокумент8 страниц09 COMAH GuidanceSaad GhouriОценок пока нет
- A Practical Approach to Hazard Identification for Operations and Maintenance WorkersОт EverandA Practical Approach to Hazard Identification for Operations and Maintenance WorkersОценок пока нет
- Is All Safety-Critical Equipment Critical To SafetyДокумент6 страницIs All Safety-Critical Equipment Critical To SafetyLi QiОценок пока нет
- HAZOP InductionДокумент60 страницHAZOP InductionMuhammad.SaimОценок пока нет
- HSE - Loss Prevention in The Petrochemical and Chemical-Process High-Tech Industries in TaiwanДокумент8 страницHSE - Loss Prevention in The Petrochemical and Chemical-Process High-Tech Industries in TaiwanLandryОценок пока нет
- Diagram For Exercise 2: CoolerДокумент6 страницDiagram For Exercise 2: CoolerJoão AlegretiОценок пока нет
- Process Industry HAZOP Techniques & Applications and HAZOP Leader Training, Indonesia, JohnnyДокумент9 страницProcess Industry HAZOP Techniques & Applications and HAZOP Leader Training, Indonesia, JohnnyEko PoerwantoОценок пока нет
- HAZOP Training290620Документ93 страницыHAZOP Training290620NasrulОценок пока нет
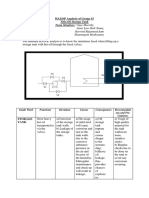
- HAZOP Analysis of Group 15: Isaac Law Shek Xiang Harvind Rajamanickam Shanmugam MuthusamyДокумент2 страницыHAZOP Analysis of Group 15: Isaac Law Shek Xiang Harvind Rajamanickam Shanmugam Muthusamyvijaymoorthy14Оценок пока нет
- Safe Upper and Lower Limits - Understanding & DocumentingДокумент26 страницSafe Upper and Lower Limits - Understanding & DocumentingAshish JainОценок пока нет
- Efficient PHA of Non-Continuous Operating ModesДокумент25 страницEfficient PHA of Non-Continuous Operating ModesShakirОценок пока нет
- Pre Safety ReviewДокумент27 страницPre Safety ReviewMagesh KumarОценок пока нет
- Application HAZOP LOPA Figueroa 2015Документ225 страницApplication HAZOP LOPA Figueroa 2015ravisankar100% (1)
- Pages From Process Automation HandbookДокумент4 страницыPages From Process Automation HandbookPandhuОценок пока нет
- Introduction To Safety in Chemical Process Industry PDFДокумент136 страницIntroduction To Safety in Chemical Process Industry PDFMireia MartíОценок пока нет
- 0 Egpc-Aud-001-Aprc Bowtie Voume 5Документ111 страниц0 Egpc-Aud-001-Aprc Bowtie Voume 5mohamed ashor100% (1)
- 161che572 L115 HazopДокумент24 страницы161che572 L115 HazopMalak HindiОценок пока нет
- 31 Pages On BLEVEДокумент31 страница31 Pages On BLEVENitesh KirnakeОценок пока нет
- QRA PresentationДокумент34 страницыQRA PresentationAmol LakareОценок пока нет
- Useful Tips For A Successful HAZOP Study: Process Hazard Analysis TechniquesДокумент10 страницUseful Tips For A Successful HAZOP Study: Process Hazard Analysis TechniquesDesiree MolinaОценок пока нет
- Tutorial Hazop: Node Guide Word Deviation Possible Cause Consequences Action RequiredДокумент3 страницыTutorial Hazop: Node Guide Word Deviation Possible Cause Consequences Action RequiredSyafiyatulMunawarahОценок пока нет
- BP Hazop TrainingДокумент37 страницBP Hazop TrainingObaid Ali100% (3)
- 5.7 Hazop V1.0Документ14 страниц5.7 Hazop V1.0abdulmarОценок пока нет
- Phast Risk: Tutorial ManualДокумент56 страницPhast Risk: Tutorial ManualmelancholicОценок пока нет
- 3.2 HazopДокумент66 страниц3.2 Hazops sanjai100% (1)
- Section 43 - Process Hazard Analysis Protocol PDFДокумент5 страницSection 43 - Process Hazard Analysis Protocol PDFzironelОценок пока нет
- LOPA and Human Factors 2Документ26 страницLOPA and Human Factors 2sandhyakasturiОценок пока нет
- Certified Functional Safety Expert A Complete Guide - 2020 EditionОт EverandCertified Functional Safety Expert A Complete Guide - 2020 EditionОценок пока нет
- One Day Seminar: A Report ForДокумент5 страницOne Day Seminar: A Report ForBrijesh100% (1)
- QRA PresentationДокумент34 страницыQRA PresentationAmol LakareОценок пока нет
- Limitation and Misuse LOPAДокумент4 страницыLimitation and Misuse LOPARoslinormansyah RidwanОценок пока нет
- Chapter 4 - Process Control and InstrumentationДокумент42 страницыChapter 4 - Process Control and InstrumentationaimanrslnОценок пока нет
- QUIZ-Hazardous Area ClassificationДокумент2 страницыQUIZ-Hazardous Area ClassificationPillai Sreejith100% (4)
- Intro To PSM at UI-WCP Oct 2019 (Workshop)Документ60 страницIntro To PSM at UI-WCP Oct 2019 (Workshop)Aditya SetiadiОценок пока нет
- Hazardous Area ClassificationДокумент7 страницHazardous Area Classificationhassenova.kОценок пока нет
- Process Safety Services: A Passion For SafetyДокумент4 страницыProcess Safety Services: A Passion For SafetySekhar babuОценок пока нет
- Hazop & HazidДокумент18 страницHazop & HazidRizqi Pandu SudarmawanОценок пока нет
- Example: HAZOP Analysis of A Fueling Terminal For A BargeДокумент4 страницыExample: HAZOP Analysis of A Fueling Terminal For A BargeBharat LalОценок пока нет
- L4 PHA Student HandoutДокумент165 страницL4 PHA Student Handoutjosethompson100% (2)
- Chapter No. 13: Hazop StudyДокумент9 страницChapter No. 13: Hazop StudyMudassir HashmiОценок пока нет
- Process Safety Enhancement in Chemical Plant Design by Exploiting Accident KnowledgeДокумент88 страницProcess Safety Enhancement in Chemical Plant Design by Exploiting Accident KnowledgeAnonymous ocCa18RОценок пока нет
- Process Safety Related SoftwareДокумент9 страницProcess Safety Related Software3114568Оценок пока нет
- Methanol Production Plant Feed Inlet Into Reformer, R-01 Supply Heat To FeedДокумент12 страницMethanol Production Plant Feed Inlet Into Reformer, R-01 Supply Heat To FeedAin SyuhadaОценок пока нет
- BOw TIeДокумент10 страницBOw TIeDave C100% (1)
- HAZOPДокумент30 страницHAZOPgandalalake2002Оценок пока нет
- 4 Girish ChitnisДокумент22 страницы4 Girish ChitnisridanormaОценок пока нет
- QraДокумент10 страницQraNakkolopОценок пока нет
- Domino Effects in Process IndustriesДокумент20 страницDomino Effects in Process Industriesarfaat100% (1)
- LOPA and Risk Graphs For SIL DeterminationДокумент11 страницLOPA and Risk Graphs For SIL DeterminationShweta181Оценок пока нет
- Lecture HAZOP ExampleДокумент29 страницLecture HAZOP ExampleIbtida SultanaОценок пока нет
- Catalogue Des Formations Microsoft E-Learning FinalДокумент4 страницыCatalogue Des Formations Microsoft E-Learning Finalamidi5555913Оценок пока нет
- Computational Systems BiologyДокумент3 страницыComputational Systems Biologyamidi5555913Оценок пока нет
- Book Reviews: International Journal of Robust and Nonlinear Control Int. J. Robust Nonlinear Control 2005 15:635-643Документ2 страницыBook Reviews: International Journal of Robust and Nonlinear Control Int. J. Robust Nonlinear Control 2005 15:635-643amidi5555913Оценок пока нет
- 3240-D0 Programmable Logic Controller (Ab Micrologix 1100 With Case)Документ7 страниц3240-D0 Programmable Logic Controller (Ab Micrologix 1100 With Case)amidi5555913Оценок пока нет
- Antisurge Valve ManualДокумент58 страницAntisurge Valve Manualamidi5555913Оценок пока нет
- SCADA System FundamentalsДокумент24 страницыSCADA System Fundamentalsamidi5555913Оценок пока нет
- Control Systems in LabVIEW - OverviewДокумент50 страницControl Systems in LabVIEW - Overviewamidi5555913Оценок пока нет
- SIS MNGMNT Winter Edition 2016Документ5 страницSIS MNGMNT Winter Edition 2016amidi5555913Оценок пока нет
- Day 4 - Hazop Implementation and Evaluation ProceduresДокумент29 страницDay 4 - Hazop Implementation and Evaluation Proceduresamidi5555913Оценок пока нет
- The IEC61508 Directors' Hymn SheetДокумент9 страницThe IEC61508 Directors' Hymn Sheetamidi5555913Оценок пока нет
- Rslogix5000 Step by Step Eng-HarithДокумент79 страницRslogix5000 Step by Step Eng-Harithamidi5555913Оценок пока нет
- ProSafe RS Engineering YMA SA PDFДокумент1 страницаProSafe RS Engineering YMA SA PDFamidi5555913Оценок пока нет
- Day 3 Preparing For A Hazop Study: Workshop On Applied Hazard and Operability StudyДокумент9 страницDay 3 Preparing For A Hazop Study: Workshop On Applied Hazard and Operability Studyamidi5555913Оценок пока нет
- The Use of Hazop Techniques in Applied Hazard ProcessesДокумент72 страницыThe Use of Hazop Techniques in Applied Hazard Processesamidi5555913Оценок пока нет
- Yokogawa: 1.fundamentalsДокумент9 страницYokogawa: 1.fundamentalsamidi5555913Оценок пока нет
- 3500 42 Proximitor Seismic Monitor Module Op Maintenance ManДокумент224 страницы3500 42 Proximitor Seismic Monitor Module Op Maintenance Manamidi5555913100% (1)
- Salient Features of UFFLДокумент92 страницыSalient Features of UFFLMd. Abu NayeemОценок пока нет
- Module-6: Managing Health and SafetyДокумент35 страницModule-6: Managing Health and Safetyshubham shahОценок пока нет
- Mastertop 1325: Seamless, Self-Smoothing Flexible Polyurethane Based Flooring SystemДокумент3 страницыMastertop 1325: Seamless, Self-Smoothing Flexible Polyurethane Based Flooring SystemFrancois-Оценок пока нет
- 1119 - Epoxy Grundierharz GH 50 Komp A - (GB)Документ9 страниц1119 - Epoxy Grundierharz GH 50 Komp A - (GB)Maha MuflehОценок пока нет
- Jotun Malathon TDSДокумент5 страницJotun Malathon TDSBiju_PottayilОценок пока нет
- Astm A214 PDFДокумент1 страницаAstm A214 PDFgaminОценок пока нет
- Mishra 2020Документ79 страницMishra 2020hanadi ahmedОценок пока нет
- Oms 420 User Manual Analizor OxigenДокумент81 страницаOms 420 User Manual Analizor OxigenMunteanu Simona100% (1)
- 8000series Tech Datasheet 2018Документ3 страницы8000series Tech Datasheet 2018lucky414Оценок пока нет
- Mathematical Slag-Metal Steelmaking Model: Expression Process by OuadraticДокумент10 страницMathematical Slag-Metal Steelmaking Model: Expression Process by OuadraticMaiman LatoОценок пока нет
- Advance Applications of Fourier Transform Infrared SpectrosДокумент8 страницAdvance Applications of Fourier Transform Infrared Spectrosnamsaigon316Оценок пока нет
- Basics of Electrochemical Impedance SpectrosДокумент36 страницBasics of Electrochemical Impedance SpectrosSourabh AgrawalОценок пока нет
- VATER Elgate Fence & Gate Systems INFO List JULY19Документ6 страницVATER Elgate Fence & Gate Systems INFO List JULY19GarryОценок пока нет
- Glossary of Steel TermsДокумент19 страницGlossary of Steel TermsSreedhar Patnaik.MОценок пока нет
- HRSG FundamentalsДокумент11 страницHRSG Fundamentalschatuusumitava100% (1)
- PharmacokineticsДокумент95 страницPharmacokineticsRasu Kutty100% (1)
- Density Meter For The DMA 4200 M Petroleum IndustryДокумент8 страницDensity Meter For The DMA 4200 M Petroleum IndustrymodsimcaОценок пока нет
- D and F Block Elements 2Документ9 страницD and F Block Elements 2Dr. P.S.SenguptaОценок пока нет
- Welding DefectsДокумент69 страницWelding DefectsSaravanan Saran100% (1)
- VRC Product SheetДокумент2 страницыVRC Product SheetKaran LAОценок пока нет
- Cyclic Voltammetry ProblemsДокумент2 страницыCyclic Voltammetry ProblemsManohar RajОценок пока нет
- Bio Rad PDFДокумент4 страницыBio Rad PDFLuciana Santibáñez LehuedéОценок пока нет
- Guide BookДокумент56 страницGuide BookFashana AdityaОценок пока нет
- WPP Chem IX-QДокумент3 страницыWPP Chem IX-QAjay KumarОценок пока нет
- Zupa Krusevac JSCДокумент19 страницZupa Krusevac JSCLUIS XVОценок пока нет
- Rod Seal BD Profile Preferred Profile: BD Profile, Premium O-Ring Energized Lip Seal With Back-Up RingДокумент4 страницыRod Seal BD Profile Preferred Profile: BD Profile, Premium O-Ring Energized Lip Seal With Back-Up Ringclaudioandrevalverde100% (1)
- OSP ProcessДокумент14 страницOSP Processsmtdrkd100% (4)
- GFRP of Cargo ShipДокумент135 страницGFRP of Cargo ShipAgus SantosoОценок пока нет
- given S.G x ρH2O givenДокумент2 страницыgiven S.G x ρH2O givenImi_dash9Оценок пока нет