Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- 7310 - 1 - 1974Документ12 страниц7310 - 1 - 19740502raviОценок пока нет
- Icf-Pioneering in A Changing Economic EnvironmentДокумент18 страницIcf-Pioneering in A Changing Economic Environment0502raviОценок пока нет
- E1648-01 Aluminum Fusion WeldsДокумент3 страницыE1648-01 Aluminum Fusion Welds0502raviОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Weld DefectsДокумент6 страницWeld Defects0502raviОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Is-16003-2012-Specification and Qualification of WeldingДокумент23 страницыIs-16003-2012-Specification and Qualification of WeldingvijaykumarnОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- CANFAN Airzon BLDC Super Efficient Fans - ICF PeramburДокумент13 страницCANFAN Airzon BLDC Super Efficient Fans - ICF Perambur0502raviОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Wps 15614 TemplateДокумент2 страницыWps 15614 Template0502raviОценок пока нет
- Fmea 1Документ22 страницыFmea 10502raviОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- WELDABILITY of SteelДокумент41 страницаWELDABILITY of Steel0502ravi100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Time StudyДокумент28 страницTime Study0502raviОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- I So AwarenessДокумент32 страницыI So Awareness0502raviОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- BS EN 1011-3-2000 - Recommendations For Arc Welding of Stainless Steels PDFДокумент25 страницBS EN 1011-3-2000 - Recommendations For Arc Welding of Stainless Steels PDF0502ravi100% (1)
- To CNC Machines & RobotsДокумент29 страницTo CNC Machines & Robots0502raviОценок пока нет
- WELDABILITY of SteelДокумент41 страницаWELDABILITY of Steel0502ravi100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Ss WeldingДокумент12 страницSs Welding0502ravi100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- GR ExercisesДокумент10 страницGR Exercises0502raviОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Din 6700 2 enДокумент27 страницDin 6700 2 en0502ravi100% (1)
- Stainless Steel DefectsДокумент30 страницStainless Steel Defects0502ravi100% (1)
- Welding ElectrodesДокумент19 страницWelding ElectrodesVijayan MunuswamyОценок пока нет
- Welding ConsumablesДокумент31 страницаWelding Consumables0502raviОценок пока нет
- WELDABILITY of SteelДокумент41 страницаWELDABILITY of Steel0502ravi100% (1)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- WPSPQRДокумент11 страницWPSPQR0502raviОценок пока нет
- Welding Defect PhotoДокумент14 страницWelding Defect Photo0502raviОценок пока нет
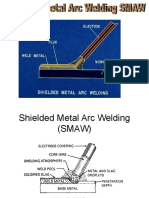
- SmawДокумент11 страницSmaw0502raviОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Terms in Welding Standard en 15085Документ6 страницTerms in Welding Standard en 150850502raviОценок пока нет
- Advanced Welding ProcesssДокумент11 страницAdvanced Welding Processs0502ravi100% (1)
- Welding DefectsДокумент47 страницWelding Defects0502raviОценок пока нет
- Iso 3834Документ11 страницIso 38340502ravi100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Welding of Stainless SteelsДокумент11 страницWelding of Stainless Steels0502raviОценок пока нет
- France 10-Day ItineraryДокумент3 страницыFrance 10-Day ItineraryYou goabroadОценок пока нет
- Research Article: Dynamic Modelling of A Solar Water Pumping System With Energy StorageДокумент13 страницResearch Article: Dynamic Modelling of A Solar Water Pumping System With Energy Storagehabtamu melsewОценок пока нет
- Zoomlion Gulf FZE Introduction: 1.1 ME Service Support 1.2 Construction CasesДокумент13 страницZoomlion Gulf FZE Introduction: 1.1 ME Service Support 1.2 Construction CasesArk TradingОценок пока нет
- List of Every National School Walkout PDF LinksДокумент373 страницыList of Every National School Walkout PDF LinksStephanie Dube Dwilson100% (1)
- Practice Problems For Modulus and Logarithm Section-I: FiitjeeДокумент8 страницPractice Problems For Modulus and Logarithm Section-I: FiitjeePratham SharmaОценок пока нет
- Where Business Happens Where Happens: SupportДокумент19 страницWhere Business Happens Where Happens: SupportRahul RamtekkarОценок пока нет
- Course Specifications: Fire Investigation and Failure Analysis (E901313)Документ2 страницыCourse Specifications: Fire Investigation and Failure Analysis (E901313)danateoОценок пока нет
- Man of The House Faq: About MothДокумент2 страницыMan of The House Faq: About MothPrapya BarmanОценок пока нет
- Araldite 2020 + XW 396 - XW 397Документ6 страницAraldite 2020 + XW 396 - XW 397Paul Dan OctavianОценок пока нет
- SAP IAG Admin GuideДокумент182 страницыSAP IAG Admin GuidegadesigerОценок пока нет
- English Literature Coursework Aqa GcseДокумент6 страницEnglish Literature Coursework Aqa Gcsef5d17e05100% (2)
- Repro Indo China Conf PDFДокумент16 страницRepro Indo China Conf PDFPavit KaurОценок пока нет
- VHP Series Five P9394Gsi S5: With Esm2 and Empact Emission Control SystemДокумент2 страницыVHP Series Five P9394Gsi S5: With Esm2 and Empact Emission Control SystemGabrielito PachacamaОценок пока нет
- Esp-2000 BSДокумент6 страницEsp-2000 BSByron LopezОценок пока нет
- Data Base Format For Company DetailsДокумент12 страницData Base Format For Company DetailsDexterJacksonОценок пока нет
- E&i QC Inspector Resum and DocumentsДокумент24 страницыE&i QC Inspector Resum and DocumentsIrfan 786pakОценок пока нет
- Antibiotic I and II HWДокумент4 страницыAntibiotic I and II HWAsma AhmedОценок пока нет
- 11-Potential Use of Volcanic Pumice As A Construction Materialhossain2004Документ7 страниц11-Potential Use of Volcanic Pumice As A Construction Materialhossain2004afzal taiОценок пока нет
- Mineral Claim Purchase and Sale Agreement FinalДокумент5 страницMineral Claim Purchase and Sale Agreement Finaldaks4uОценок пока нет
- Revised Study Material - Economics ChandigarhДокумент159 страницRevised Study Material - Economics ChandigarhvishaljalanОценок пока нет
- VERITAS NetBackup 4 (1) .5 On UnixДокумент136 страницVERITAS NetBackup 4 (1) .5 On UnixamsreekuОценок пока нет
- VSL Synchron Pianos Changelog en 1.1.1386Документ4 страницыVSL Synchron Pianos Changelog en 1.1.1386RdWingОценок пока нет
- CCBA Exam: Questions & Answers (Demo Version - Limited Content)Документ11 страницCCBA Exam: Questions & Answers (Demo Version - Limited Content)begisep202Оценок пока нет
- International Beach Soccer Cup Bali 2023 October 4-7 - Ver 15-3-2023 - Sponsor UPDATED PDFДокумент23 страницыInternational Beach Soccer Cup Bali 2023 October 4-7 - Ver 15-3-2023 - Sponsor UPDATED PDFPrincess Jasmine100% (1)
- Brain Alchemy Masterclass PsychotacticsДокумент87 страницBrain Alchemy Masterclass Psychotacticskscmain83% (6)
- ROBONIK - Prietest EasylabДокумент2 страницыROBONIK - Prietest EasylabAlexis Armando Ramos C.Оценок пока нет
- AOCS Ca 12-55 - 2009 - Phosphorus PDFДокумент2 страницыAOCS Ca 12-55 - 2009 - Phosphorus PDFGeorgianaОценок пока нет
- Comparison of Offline and Online Partial Discharge For Large Mot PDFДокумент4 страницыComparison of Offline and Online Partial Discharge For Large Mot PDFcubarturОценок пока нет
- FoodhallДокумент3 страницыFoodhallswopnilrohatgiОценок пока нет
- Aruba 8325 Switch SeriesДокумент51 страницаAruba 8325 Switch SeriesgmtrlzОценок пока нет