Вам также может понравиться
- Zsec 1Документ2 страницыZsec 1Kiran KumarОценок пока нет
- Technical Guide Edition 2.0 Gas Spring MountingДокумент23 страницыTechnical Guide Edition 2.0 Gas Spring Mountingcrashnburn4uОценок пока нет
- Daily ScheduleДокумент6 страницDaily ScheduleKiran KumarОценок пока нет
- Plot No 117 - 118Документ28 страницPlot No 117 - 118Kiran KumarОценок пока нет
- Goldstone Infratech Limited: E-Bus Division HyderabadДокумент1 страницаGoldstone Infratech Limited: E-Bus Division HyderabadKiran KumarОценок пока нет
- Daily ScheduleДокумент6 страницDaily ScheduleKiran KumarОценок пока нет
- c9 Panelling Concept1 Final BomДокумент10 страницc9 Panelling Concept1 Final BomKiran KumarОценок пока нет
- 6template For An Agreement of Sale of Immovable Property PDFДокумент2 страницы6template For An Agreement of Sale of Immovable Property PDFKiran KumarОценок пока нет
- UP Design Guide v1.2Документ20 страницUP Design Guide v1.2Kiran KumarОценок пока нет
- Dullapalli Plot 235 SQ - YardДокумент14 страницDullapalli Plot 235 SQ - YardKiran KumarОценок пока нет
- Cooling System in An AutomobileДокумент13 страницCooling System in An AutomobileKiran KumarОценок пока нет
- Department Design Sheet ReviewДокумент4 страницыDepartment Design Sheet ReviewKiran KumarОценок пока нет
- Shell Structure Assembly Parts List for MinibusДокумент4 страницыShell Structure Assembly Parts List for MinibusKiran KumarОценок пока нет
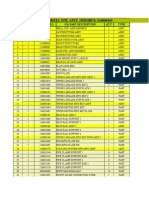
- Olectra Greentech Limited: Description: Remarks Size Material QTY Description Part No SL NoДокумент1 страницаOlectra Greentech Limited: Description: Remarks Size Material QTY Description Part No SL NoKiran KumarОценок пока нет
- Z Sec Radiator Flaps LH RHДокумент1 страницаZ Sec Radiator Flaps LH RHKiran KumarОценок пока нет
- Invoice Copy Employee Contribution - ESIC & EPFO. Attendance Sheet ESIC Challan EPFO ChallanДокумент1 страницаInvoice Copy Employee Contribution - ESIC & EPFO. Attendance Sheet ESIC Challan EPFO ChallanKiran KumarОценок пока нет
- Goldstone Infratech Limited: E-Bus Division HyderabadДокумент1 страницаGoldstone Infratech Limited: E-Bus Division HyderabadKiran KumarОценок пока нет
- Seat Layout k6Документ1 страницаSeat Layout k6Kiran KumarОценок пока нет
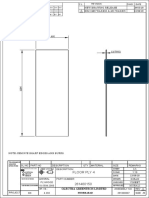
- New Drawing Release 09/03/18 DIM 1296 WAS 923 & 460 WAS 905 13/09/18Документ1 страницаNew Drawing Release 09/03/18 DIM 1296 WAS 923 & 460 WAS 905 13/09/18Kiran KumarОценок пока нет
- Projects, Assignments & Task Sheet - Review Department Design Sl. No. Project Assignment TaskДокумент3 страницыProjects, Assignments & Task Sheet - Review Department Design Sl. No. Project Assignment TaskKiran KumarОценок пока нет
- Pen Table FilesДокумент4 страницыPen Table FilesAnonymous TG3lMEОценок пока нет
- June 2019 Employee Attendance ReportДокумент4 страницыJune 2019 Employee Attendance ReportKiran KumarОценок пока нет
- c9 Panelling Concept1 Final BomДокумент10 страницc9 Panelling Concept1 Final BomKiran KumarОценок пока нет
- Aug 18Документ6 страницAug 18Kiran KumarОценок пока нет
- External Panel Parts List and AssembliesДокумент10 страницExternal Panel Parts List and AssembliesKiran KumarОценок пока нет
- NocДокумент1 страницаNocKiran KumarОценок пока нет
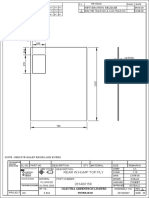
- New Drawing Release 09/03/18 DIM 795 WAS 523 & 1102 WAS 515 13/09/18Документ1 страницаNew Drawing Release 09/03/18 DIM 795 WAS 523 & 1102 WAS 515 13/09/18Kiran KumarОценок пока нет
- Module - 7Документ64 страницыModule - 7Kiran KumarОценок пока нет
- ESI Form2Документ2 страницыESI Form2Jay NayakОценок пока нет
- Guntur Break UpДокумент1 страницаGuntur Break UpKiran KumarОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- This Study Resource Was: Artur Vartanyan Supply Chain and Operations Management MGMT25000D Tesla Motors, IncДокумент9 страницThis Study Resource Was: Artur Vartanyan Supply Chain and Operations Management MGMT25000D Tesla Motors, IncNguyễn Như QuỳnhОценок пока нет
- MATH 22 Engineering Data Analysis Course OutlineДокумент43 страницыMATH 22 Engineering Data Analysis Course OutlineJansen GutierrezОценок пока нет
- ReleaseДокумент36 страницReleasebassamrajehОценок пока нет
- Solaris 10 Service - (Management Facility (SMF: Oz Melamed E&M Computing Nov 2007Документ18 страницSolaris 10 Service - (Management Facility (SMF: Oz Melamed E&M Computing Nov 2007Anonymous 4eoWsk3100% (3)
- Jmeter Performance Testing Your Webapp 1203622239433273 3Документ12 страницJmeter Performance Testing Your Webapp 1203622239433273 3pallavi91Оценок пока нет
- PT Jayatama 1Документ4 страницыPT Jayatama 1afriza zuniaОценок пока нет
- Troublesshooting Manual 3b6 PDFДокумент50 страницTroublesshooting Manual 3b6 PDFAgnieszka Wawrzyniak Rybka100% (1)
- Development Approach PlanДокумент15 страницDevelopment Approach PlanGaurav UpretiОценок пока нет
- Flexi CE in RAS06-NokiaДокумент39 страницFlexi CE in RAS06-NokiaNikan AminiОценок пока нет
- CAT Álogo de Peças de Reposi ÇÃO: Trator 6125JДокумент636 страницCAT Álogo de Peças de Reposi ÇÃO: Trator 6125Jmussi oficinaОценок пока нет
- Presentasi AkmenДокумент18 страницPresentasi AkmenAnonymous uNgaASОценок пока нет
- Remedy Shortcut Keys: Home Solutions & Services Products Partners Support Education ConnectДокумент2 страницыRemedy Shortcut Keys: Home Solutions & Services Products Partners Support Education Connectaert5683Оценок пока нет
- 325W Bifacial Mono PERC Double Glass ModuleДокумент2 страницы325W Bifacial Mono PERC Double Glass ModuleJosue Enriquez EguigurenОценок пока нет
- MCB, MCCB, ElcbДокумент3 страницыMCB, MCCB, ElcbMonirul Islam0% (1)
- PROFILITE 60 EC Suspended 09 130 3001-01-830 Product Datasheet enДокумент4 страницыPROFILITE 60 EC Suspended 09 130 3001-01-830 Product Datasheet enGabor ZeleyОценок пока нет
- 09 e 4150 C 0305 CB 1 A 37000000Документ217 страниц09 e 4150 C 0305 CB 1 A 37000000Dani GarnidaОценок пока нет
- Using Acupressure On Yourself For Pain Relief in LabourДокумент3 страницыUsing Acupressure On Yourself For Pain Relief in LabourNiki MavrakiОценок пока нет
- Manufacturing and Service TechnologiesДокумент18 страницManufacturing and Service Technologiesajit123ajitОценок пока нет
- Flygt 3202 PDFДокумент137 страницFlygt 3202 PDFEduardo50% (2)
- 0 Proposal Form Top Up SUBMITTED BY Markandeya Raju PDFДокумент3 страницы0 Proposal Form Top Up SUBMITTED BY Markandeya Raju PDFHOD (MVGR Civil)Оценок пока нет
- Daily Timecard Entry in HoursДокумент20 страницDaily Timecard Entry in HoursadnanykhanОценок пока нет
- Time Division Muliple AccessДокумент4 страницыTime Division Muliple AccessAbhishek RanaОценок пока нет
- Emergency Incidents AssignmentДокумент4 страницыEmergency Incidents Assignmentnickoh28Оценок пока нет
- ECS 1601 Learning Unit 7 Quiz: Key Concepts of the Circular Flow, Autonomous vs Induced Spending, Fiscal PolicyДокумент4 страницыECS 1601 Learning Unit 7 Quiz: Key Concepts of the Circular Flow, Autonomous vs Induced Spending, Fiscal PolicyVinny HungweОценок пока нет
- Breakdown Maintenance in SAP Asset ManagementДокумент11 страницBreakdown Maintenance in SAP Asset ManagementHala TAMIMEОценок пока нет
- Official Sponsorship LetterДокумент3 страницыOfficial Sponsorship LetterWinona Marie Borla100% (1)
- Competition Patriotism and Collaboratio PDFДокумент22 страницыCompetition Patriotism and Collaboratio PDFAngga PrianggaraОценок пока нет
- @airbus: Component Maintenance Manual With Illustrated Part ListДокумент458 страниц@airbus: Component Maintenance Manual With Illustrated Part Listjoker hotОценок пока нет
- Keltbray Crude Oil and Gas LTDДокумент2 страницыKeltbray Crude Oil and Gas LTDIana LeynoОценок пока нет
- Science Room Rules Teaching PlanДокумент1 страницаScience Room Rules Teaching PlanraqibsheenaОценок пока нет