Вам также может понравиться
- How To Implement Total Productive MaintenanceДокумент44 страницыHow To Implement Total Productive MaintenanceJoaquim ReisОценок пока нет
- Facts Concerning Dust Air PDFДокумент18 страницFacts Concerning Dust Air PDFJoaquim ReisОценок пока нет
- 4 Steps To VSMДокумент12 страниц4 Steps To VSMJaqui MartinezОценок пока нет
- Acupuntura Aplicada A Patologias PDFДокумент43 страницыAcupuntura Aplicada A Patologias PDF12ab34cd8969Оценок пока нет
- Reiki Master SecretsДокумент96 страницReiki Master SecretsJoaquim Reis100% (3)
- 5W Lean Maintenance PDFДокумент1 страница5W Lean Maintenance PDFJoaquim ReisОценок пока нет
- Dust Collection Technical HandbookДокумент106 страницDust Collection Technical HandbookcassindromeОценок пока нет
- BP Business Plan Financial Tables Jun14Документ7 страницBP Business Plan Financial Tables Jun14ocalmaviliОценок пока нет
- Weibull Analysis ExcelДокумент2 страницыWeibull Analysis ExcelJoaquim ReisОценок пока нет
- 02 - Heat ExchangersДокумент88 страниц02 - Heat ExchangersDana GuerreroОценок пока нет
- 2 Reiki Master SecretsДокумент95 страниц2 Reiki Master SecretsJoão Pereira100% (41)
- Facts Concerning Dust Air PDFДокумент18 страницFacts Concerning Dust Air PDFJoaquim ReisОценок пока нет
- UK2121if 10048Документ2 страницыUK2121if 10048Joaquim ReisОценок пока нет
- Black IPA PDFДокумент1 страницаBlack IPA PDFJoaquim ReisОценок пока нет
- Belgian Pale Ale PDFДокумент1 страницаBelgian Pale Ale PDFJoaquim ReisОценок пока нет
- How To Build A Shipping Container HouseДокумент37 страницHow To Build A Shipping Container Housegschiro93% (14)
- 2 Reiki Master SecretsДокумент95 страниц2 Reiki Master SecretsJoão Pereira100% (41)
- Preview: 30 Shipping Container Homes (120 Page Ebook)Документ120 страницPreview: 30 Shipping Container Homes (120 Page Ebook)ElJay Arem100% (12)
- Build A Container Home Full PDF Book by Warren ThatcherДокумент57 страницBuild A Container Home Full PDF Book by Warren Thatcherwilbur_6980% (44)
- Dust Collection Technical HandbookДокумент106 страницDust Collection Technical HandbookcassindromeОценок пока нет
- Quik House BookletДокумент14 страницQuik House BookletnextSTL.com100% (1)
- KTH Conference Stockholm Keynote 21 October 2016 Final Greg WatsonДокумент51 страницаKTH Conference Stockholm Keynote 21 October 2016 Final Greg WatsonJoaquim ReisОценок пока нет
- 3Cs Principle Document Lean ModelДокумент9 страниц3Cs Principle Document Lean ModelJoaquim ReisОценок пока нет
- ANOVA and experimental design analysis in agricultureДокумент3 страницыANOVA and experimental design analysis in agricultureJoaquim ReisОценок пока нет
- Anderson-Darling Normality Test CalculatorДокумент6 страницAnderson-Darling Normality Test Calculatordelmanto88Оценок пока нет
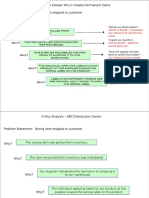
- 5 WhyДокумент4 страницы5 WhyJoaquim ReisОценок пока нет
- 2.01 Project Charter TemplateДокумент5 страниц2.01 Project Charter TemplateFrancisco HernandezОценок пока нет
- 3.2.3 Template - Project Schedule, V 1.0Документ6 страниц3.2.3 Template - Project Schedule, V 1.0k_jyothiОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- ACS SCPI Programming Guide V1 0Документ29 страницACS SCPI Programming Guide V1 0Pedro Boanerges Paz RomeroОценок пока нет
- Mats Officedocument - Wordprocessingml.documentrendition1 3Документ18 страницMats Officedocument - Wordprocessingml.documentrendition1 3Annie Lyn FaelnarОценок пока нет
- Activities For Teens and AdultsДокумент130 страницActivities For Teens and AdultsDonata Marletta100% (12)
- Spitler McQuiston Lindsey 93 2Документ11 страницSpitler McQuiston Lindsey 93 2Shafawati ShahneelОценок пока нет
- SGSITS Prospectus 2013Документ113 страницSGSITS Prospectus 2013Rohit Kumar Anchaliya100% (1)
- BT 203 Basic Mechanical Engineering May 2019 PDFДокумент2 страницыBT 203 Basic Mechanical Engineering May 2019 PDFKunta PatleОценок пока нет
- Revision WorksheetДокумент1 страницаRevision WorksheetTashana GoweОценок пока нет
- Name: Memory Lunguanga Exam No.: 1131520016 Center No: 3012 Class: 12 N5 Topic: Dairy Milk Processing at Finta Teacher: Mr. Musaka Year: 2014Документ12 страницName: Memory Lunguanga Exam No.: 1131520016 Center No: 3012 Class: 12 N5 Topic: Dairy Milk Processing at Finta Teacher: Mr. Musaka Year: 2014LuzîyêñОценок пока нет
- The Wheel and The BobsleighДокумент2 страницыThe Wheel and The BobsleighHarisОценок пока нет
- Suppliers of Ese Lightning Conductor Kalre Lightning ArresterДокумент2 страницыSuppliers of Ese Lightning Conductor Kalre Lightning ArresterRemedies EarthingОценок пока нет
- Public Service InnovationДокумент112 страницPublic Service InnovationresearchrepublicОценок пока нет
- Payment For Building PermitДокумент1 страницаPayment For Building PermitSterben ShouchiОценок пока нет
- Rupali Bank Final 2003Документ29 страницRupali Bank Final 2003Rupz D TrackerОценок пока нет
- In The Bedroom Missing Letters in Words Esl WorksheetДокумент2 страницыIn The Bedroom Missing Letters in Words Esl Worksheetgirl_blueeyes89Оценок пока нет
- 9-Nietzsche and Super LaughterДокумент18 страниц9-Nietzsche and Super Laughtergannoa02Оценок пока нет
- PredictionAndControllingOfFlyrock PDFДокумент5 страницPredictionAndControllingOfFlyrock PDFikaruskanatlariОценок пока нет
- Chapter 10Документ30 страницChapter 10Fernando Alcala Dela CruzОценок пока нет
- Design & Implementation of Linux Based Network Forensic System Using HoneynetДокумент5 страницDesign & Implementation of Linux Based Network Forensic System Using HoneynetIjarcet JournalОценок пока нет
- Ralph M. McInerny - Aquinas and Analogy (1996, Catholic University of America Press)Документ182 страницыRalph M. McInerny - Aquinas and Analogy (1996, Catholic University of America Press)cuba esquivel amadeoОценок пока нет
- Food Chemistry: Analytical MethodsДокумент7 страницFood Chemistry: Analytical Methodswildan ariefОценок пока нет
- Integrating Information About The Cost of Carbon Through Activity Based Costing 2012 Journal of Cleaner ProductionДокумент10 страницIntegrating Information About The Cost of Carbon Through Activity Based Costing 2012 Journal of Cleaner ProductionLilian BrodescoОценок пока нет
- Lattitude and Longitude PDF ProblemДокумент2 страницыLattitude and Longitude PDF ProblemSatyendranath KarОценок пока нет
- Ice M1Документ36 страницIce M1Irfan ShaikhОценок пока нет
- Use of IT in ControllingДокумент19 страницUse of IT in ControllingSameer Sawant50% (2)
- Competing Risks and Multistate Models With RДокумент249 страницCompeting Risks and Multistate Models With RJuanCarlosAguilarCastro100% (1)
- L o N G e V I T y NotesДокумент24 страницыL o N G e V I T y NotesRajeswara Rao NidasanametlaОценок пока нет
- Public Art, Private PlacesДокумент20 страницPublic Art, Private PlacesLisa Temple-CoxОценок пока нет
- 3rd BeatitudeДокумент18 страниц3rd BeatitudeDonna AОценок пока нет
- Introduction To Pharmaceutical Dosage FormДокумент27 страницIntroduction To Pharmaceutical Dosage FormEshaal KhanОценок пока нет
- Sap Master Data in Materials ManagementДокумент13 страницSap Master Data in Materials Managementedmondo77Оценок пока нет