Вам также может понравиться
- El Arte de Las Preguntas PoderosasДокумент28 страницEl Arte de Las Preguntas PoderosasGerardGalindoОценок пока нет
- Manual de Manejo de Crisis y AmenazasДокумент6 страницManual de Manejo de Crisis y Amenazasmajerol4226100% (1)
- Manual Manejo de Crisis AmenazasДокумент12 страницManual Manejo de Crisis AmenazasFRANCISCOОценок пока нет
- Manual Vigilancia Proteccion CivilДокумент329 страницManual Vigilancia Proteccion CivilAlejandro GuerreroОценок пока нет
- Gu A de An Lisis de Riesgos OKДокумент26 страницGu A de An Lisis de Riesgos OKFRANCISCOОценок пока нет
- Manual Del EscoltaДокумент25 страницManual Del EscoltaJose Caicedo100% (2)
- Biovigilancia, BioterrorismoДокумент42 страницыBiovigilancia, BioterrorismoBrian Rolando Cerros Fonseca100% (1)
- Vertientes Alternas de EstructuraДокумент19 страницVertientes Alternas de EstructuraMiguel Cabral0% (1)
- PDF Conozca Las Claves para Gestionar El Riesgo OperativoДокумент13 страницPDF Conozca Las Claves para Gestionar El Riesgo OperativoFRANCISCOОценок пока нет
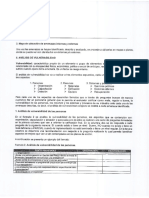
- Formato Analisis de Vulnerabilidad 1 1Документ7 страницFormato Analisis de Vulnerabilidad 1 1FRANCISCOОценок пока нет
- Semaforo Nacional 2018 FinalДокумент54 страницыSemaforo Nacional 2018 FinalFRANCISCOОценок пока нет
- Definicion de Indicadores de DesempenoДокумент1 страницаDefinicion de Indicadores de DesempenoFRANCISCOОценок пока нет
- Advierten Sobre Nueva Modalidad de Extorsión TelefónicaДокумент6 страницAdvierten Sobre Nueva Modalidad de Extorsión TelefónicaFRANCISCOОценок пока нет
- Riesgopublico 140926215916 Phpapp01Документ2 страницыRiesgopublico 140926215916 Phpapp01FRANCISCOОценок пока нет
- Permiso trabajo izaje cargas maquinariaДокумент1 страницаPermiso trabajo izaje cargas maquinariaJorge Pablo Garcia PerezОценок пока нет
- Comunicacionde RiesgosДокумент20 страницComunicacionde RiesgosFRANCISCOОценок пока нет
- 4AnalisisycuantificaciondelRiesgo (AR) EsДокумент10 страниц4AnalisisycuantificaciondelRiesgo (AR) EsFRANCISCOОценок пока нет
- 10reglasseguridad PDFДокумент6 страниц10reglasseguridad PDFVictor Ml ParedesОценок пока нет
- Definicion de Indicadores de DesempeñoДокумент16 страницDefinicion de Indicadores de DesempeñoAngel Taipe MuñozОценок пока нет
- 01 Funcionesdeloperadordeseguridad 120814091509 Phpapp02Документ63 страницы01 Funcionesdeloperadordeseguridad 120814091509 Phpapp02FRANCISCOОценок пока нет
- Analisisdevulnerabilidad1teresa 110326121551 Phpapp02Документ3 страницыAnalisisdevulnerabilidad1teresa 110326121551 Phpapp02FRANCISCOОценок пока нет
- Inseguridad Aleja A OperadoresДокумент2 страницыInseguridad Aleja A OperadoresFRANCISCOОценок пока нет
- La Seguridad en La Cadena de Suministr1Документ3 страницыLa Seguridad en La Cadena de Suministr1FRANCISCOОценок пока нет
- Amenaza de BombaДокумент2 страницыAmenaza de BombaFRANCISCOОценок пока нет
- Metodo Montecarlo para Cuantificacion RiesgosДокумент18 страницMetodo Montecarlo para Cuantificacion RiesgosJavy Patrick MárquezОценок пока нет
- Guia Transporte - Version 22-02-13Документ26 страницGuia Transporte - Version 22-02-13Mario Antonio Gonzalez PaineОценок пока нет
- Manejo de Crisis TnaДокумент3 страницыManejo de Crisis TnaFRANCISCOОценок пока нет
- Los Caminis Bajo AcechoДокумент4 страницыLos Caminis Bajo AcechoFRANCISCOОценок пока нет
- Encuesta ENSU Septiembre 2017Документ73 страницыEncuesta ENSU Septiembre 2017Josué HuertaОценок пока нет
- Metodo MoslerДокумент8 страницMetodo MoslerFRANCISCO100% (1)
- Bioterrorismof 140609122210 Phpapp02Документ120 страницBioterrorismof 140609122210 Phpapp02FRANCISCOОценок пока нет
- 2128 Gestion de Riesgos 2011 Ws - Basc (Modo de Compatibilidad)Документ80 страниц2128 Gestion de Riesgos 2011 Ws - Basc (Modo de Compatibilidad)FRANCISCOОценок пока нет
- Propuesta proyecto seguridad privadaДокумент5 страницPropuesta proyecto seguridad privadaMilton' GarciaОценок пока нет
- Ética en las decisiones empresarialesДокумент3 страницыÉtica en las decisiones empresarialesMaria ManzanillaОценок пока нет
- Fondos rotatorios agroempresarialesДокумент15 страницFondos rotatorios agroempresarialesKatoMvzОценок пока нет
- Administracion de Operaciones Tarea 1Документ5 страницAdministracion de Operaciones Tarea 1Carmen Calvo LuisОценок пока нет
- Ejercicios Por Resolver Del Cap 8 Prueba de HipotesisДокумент4 страницыEjercicios Por Resolver Del Cap 8 Prueba de HipotesisLuna Jes40% (5)
- Ensayo de Exportación de CalzadoДокумент8 страницEnsayo de Exportación de CalzadoGaby Gonzalez Pozo50% (2)
- Tesis 154Документ354 страницыTesis 154Victorino RA0% (1)
- Trabajo Practico Cooperativa Los ConstituyentesДокумент10 страницTrabajo Practico Cooperativa Los ConstituyentesGiselle MeijideОценок пока нет
- 1 Caso Practico EvolucionДокумент1 страница1 Caso Practico EvolucionMadai EvangelistaОценок пока нет
- UN4 TA1 EconomiaДокумент1 страницаUN4 TA1 EconomiaMa Guadalupe GAОценок пока нет
- MIGUEL GUTIERREZ GUZMAN Art 396-400Документ4 страницыMIGUEL GUTIERREZ GUZMAN Art 396-400Miguel Gutierrez GuzmanОценок пока нет
- Contador y administrador busca empleo en BogotáДокумент3 страницыContador y administrador busca empleo en BogotáStephany CloskyОценок пока нет
- EFE EFI de CinepolisДокумент3 страницыEFE EFI de CinepolisDevi SuttonОценок пока нет
- EPT-MI MODELO DE NEGOCIO LEAN CANVAS (Parte 7) - SEMANA21 JUEVES 26-08-2020Документ2 страницыEPT-MI MODELO DE NEGOCIO LEAN CANVAS (Parte 7) - SEMANA21 JUEVES 26-08-2020Juan Alberto Musto PachasОценок пока нет
- Clasificación de inventarios según análisis ABCДокумент2 страницыClasificación de inventarios según análisis ABCmanolo charris garciaОценок пока нет
- Informe Estadístico Edward DemingДокумент32 страницыInforme Estadístico Edward Demingjuan_17153Оценок пока нет
- 03 PDFДокумент42 страницы03 PDFlionardoОценок пока нет
- Guía 4 Efectivo y Equivalentes de Efectivo1Документ17 страницGuía 4 Efectivo y Equivalentes de Efectivo1joseОценок пока нет
- Cursos EsiДокумент24 страницыCursos EsiArnold CesaranoОценок пока нет
- Costo de EquipoДокумент9 страницCosto de EquipoNilesonhj ChОценок пока нет
- Informe de Practicas SedacuscoДокумент17 страницInforme de Practicas SedacuscoFabiola Alcazar RosalesОценок пока нет
- Catalogo VendajesДокумент40 страницCatalogo VendajesVictor Ascuña FloresОценок пока нет
- Costos laborales en la construcción: salarios, aportes y contribucionesДокумент1 страницаCostos laborales en la construcción: salarios, aportes y contribucionesW Gaston MachadoОценок пока нет
- Servicios Aduaneros: "Aportamos e Invertimos en Construir Una Relación de Respeto y Fidelidad Con Cada Cliente "Документ5 страницServicios Aduaneros: "Aportamos e Invertimos en Construir Una Relación de Respeto y Fidelidad Con Cada Cliente "JoseelinОценок пока нет
- Ejercicios Del 5 A 8 AlejandraДокумент4 страницыEjercicios Del 5 A 8 AlejandraDANILO MARTIN BOJANICH LOVONОценок пока нет
- Comprobante de EstudiosДокумент2 страницыComprobante de Estudioscarolina felix santiagoОценок пока нет
- Boletin Oficial 23-04-10 - Segunda SeccionДокумент44 страницыBoletin Oficial 23-04-10 - Segunda SeccionchamonlocoОценок пока нет
- Alquiler VolqueteДокумент2 страницыAlquiler VolqueteBradley EvansОценок пока нет