Вам также может понравиться
- PED-Design Preliminaries-Mechanical Aspects - MergedДокумент87 страницPED-Design Preliminaries-Mechanical Aspects - Mergedsudhanshu shekharОценок пока нет
- Hemispherical HeadДокумент5 страницHemispherical HeadPuRuiSen HelathchemicalОценок пока нет
- PR VESSEL FABRICATION - Awareness Session - 16.11.19Документ50 страницPR VESSEL FABRICATION - Awareness Session - 16.11.19avik100% (1)
- Elliptical Head Design Tool: Pressure Vessel Engineering LTDДокумент1 страницаElliptical Head Design Tool: Pressure Vessel Engineering LTDJaveed KhanОценок пока нет
- Pressure Vessel Fabrication - Int Dist Training 7-30-09Документ41 страницаPressure Vessel Fabrication - Int Dist Training 7-30-09Mostafa Abd El Alem100% (2)
- Boilers and Thermic Fluid HeatersДокумент42 страницыBoilers and Thermic Fluid HeatersArvind ShuklaОценок пока нет
- 1 Process VesselsДокумент4 страницы1 Process VesselsARIANA NICOLE RELIGIOSOОценок пока нет
- Mechanical Design For Pressure VesselДокумент26 страницMechanical Design For Pressure VesselibicengОценок пока нет
- Application For The Static Equipment Design EngineerДокумент3 страницыApplication For The Static Equipment Design EngineerTejas ShahОценок пока нет
- Design and Static Analysis of Different Pressure Vessels and Materials Using Fem MethodДокумент7 страницDesign and Static Analysis of Different Pressure Vessels and Materials Using Fem MethodSuryaprakashОценок пока нет
- Pap 2Документ68 страницPap 2Aziz SyahrizalОценок пока нет
- D 129 Ui 4 ß109 U 51 P 4 Ji 1591243 Uj 1 oДокумент20 страницD 129 Ui 4 ß109 U 51 P 4 Ji 1591243 Uj 1 orobert2pe10unuОценок пока нет
- Tubesheet As Per ASME Sec. VIII-Div.1 UHXДокумент1 страницаTubesheet As Per ASME Sec. VIII-Div.1 UHXruponline1Оценок пока нет
- Mechanical Design For Sieve Plate ColumnДокумент14 страницMechanical Design For Sieve Plate ColumnIan Zuhair II100% (1)
- 300 - F&D Head Design Tool Ver E4.01Документ1 страница300 - F&D Head Design Tool Ver E4.01Honey TiwariОценок пока нет
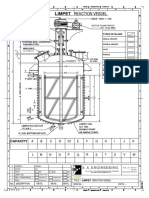
- Limpet Reaction Vessel PDFДокумент1 страницаLimpet Reaction Vessel PDFarajamani78Оценок пока нет
- Working Principle of Shell and Tube Heat ExchangerДокумент8 страницWorking Principle of Shell and Tube Heat ExchangersanjayОценок пока нет
- Pipe Wall Thickness CalculationДокумент1 страницаPipe Wall Thickness Calculationfarhad soopithodiОценок пока нет
- Regenerative Thermal OxidizersДокумент3 страницыRegenerative Thermal OxidizersEka KusyantoОценок пока нет
- Project of Pressure VesselДокумент25 страницProject of Pressure VesselKalkidan DanielОценок пока нет
- Stress Analysis and Design Optimization of A Pressure Vessel Using Ansys PackageДокумент12 страницStress Analysis and Design Optimization of A Pressure Vessel Using Ansys Packageanthony zegarra ochoaОценок пока нет
- Molasses Tank 18092020Документ31 страницаMolasses Tank 18092020Keshav GopaulОценок пока нет
- 7 PDFДокумент26 страниц7 PDFargaОценок пока нет
- Jacketed Reactor Vessel PDFДокумент1 страницаJacketed Reactor Vessel PDFSH1961Оценок пока нет
- Design Data: Saudi Arabian Oil CompanyДокумент15 страницDesign Data: Saudi Arabian Oil Companysuria qaqcОценок пока нет
- Sample2 DrawingДокумент1 страницаSample2 DrawingSourav HaitОценок пока нет
- NTIW Tube Sheet PaperДокумент10 страницNTIW Tube Sheet PaperPankaj SinglaОценок пока нет
- 03 Metal Packing Support PlatesДокумент3 страницы03 Metal Packing Support PlatesypatelsОценок пока нет
- 1 TPH For 10.54P Boiler IBR Design Calculations - R2-6-2-13Документ21 страница1 TPH For 10.54P Boiler IBR Design Calculations - R2-6-2-13Vishal KandОценок пока нет
- Heat Exchanger CostingДокумент4 страницыHeat Exchanger Costingjrmkum0% (1)
- Design of Pressure Vessel - CADEMДокумент88 страницDesign of Pressure Vessel - CADEMgkdora574Оценок пока нет
- Weight Estimation of Vessels AppsДокумент39 страницWeight Estimation of Vessels Appsmacwan23Оценок пока нет
- Mechanical Design of Pressure Vessels - Slides PDFДокумент29 страницMechanical Design of Pressure Vessels - Slides PDFYapGwoChaiPatrick100% (1)
- 10 Runkel - Sulphuric 2009 - Pyrite Roasting - Runkel Sturm - OUTOTEC JHДокумент26 страниц10 Runkel - Sulphuric 2009 - Pyrite Roasting - Runkel Sturm - OUTOTEC JHvahidОценок пока нет
- Dish PlateДокумент3 страницыDish PlateShashi Kant KumarОценок пока нет
- Static Equipment Group-Facebook Posts Binder Format-eBook-1st EditionДокумент397 страницStatic Equipment Group-Facebook Posts Binder Format-eBook-1st EditionDivyesh PatelОценок пока нет
- What Is Design Interpretation?Документ17 страницWhat Is Design Interpretation?Qaisir MehmoodОценок пока нет
- Data Sheet For T-8101.RevCДокумент5 страницData Sheet For T-8101.RevCSuresh SjОценок пока нет
- Arc Welding Filler Metal Selection ChartДокумент7 страницArc Welding Filler Metal Selection Chartepriyono0% (1)
- Heat TreatmentДокумент14 страницHeat TreatmentAkhilesh KumarОценок пока нет
- Development of Cone ExcelДокумент5 страницDevelopment of Cone ExcelPratik KarekarОценок пока нет
- Sample UDS DocumentДокумент14 страницSample UDS Documentnilesh_raykarОценок пока нет
- (How To) Calculate The Required Blower Capacity For FBD - Pharma EngineeringДокумент11 страниц(How To) Calculate The Required Blower Capacity For FBD - Pharma EngineeringTerrence Terry BhengoeОценок пока нет
- STHE Design (Training Material)Документ37 страницSTHE Design (Training Material)Herman_ms2000100% (2)
- 8-12 X 3000 M Spherical LPG Storage TankДокумент1 страница8-12 X 3000 M Spherical LPG Storage Tankevrim77100% (1)
- Grating Weight - CalculationДокумент1 страницаGrating Weight - CalculationMuthuram NОценок пока нет
- SKH3-DS-20-007A-A4 Data Sheet Overhead Crane REV 0.1Документ31 страницаSKH3-DS-20-007A-A4 Data Sheet Overhead Crane REV 0.1kebarongan12Оценок пока нет
- PWHTДокумент75 страницPWHTAhmed shabanОценок пока нет
- Heat Treatmhent 2Документ483 страницыHeat Treatmhent 2Recep VatanseverОценок пока нет
- Course: Materials TechnologyДокумент60 страницCourse: Materials TechnologyelvisОценок пока нет
- 18-Wis5 HT 2006Документ29 страниц18-Wis5 HT 2006LUZ MERYОценок пока нет
- Waste Heat To Power: Economic Tradeoffs and ConsiderationsДокумент27 страницWaste Heat To Power: Economic Tradeoffs and Considerationssaliyarumesh2292Оценок пока нет
- Heat Treating Industry, Processes and Equipment Heat Treating Industry, Processes and EquipmentДокумент75 страницHeat Treating Industry, Processes and Equipment Heat Treating Industry, Processes and EquipmentShamsur Rahman RussellОценок пока нет
- PWHTДокумент118 страницPWHTLuis LugoОценок пока нет
- Heat Treatments: Treating of Materials by Controlling Cooling Can Produce Differences in Material PropertiesДокумент27 страницHeat Treatments: Treating of Materials by Controlling Cooling Can Produce Differences in Material PropertiesTushar PanchalОценок пока нет
- Heat TreatmentДокумент19 страницHeat TreatmentRajat MishraОценок пока нет
- Lecture 5 - Processing of Automotive MaterialsДокумент34 страницыLecture 5 - Processing of Automotive MaterialsKamal SurenОценок пока нет
- Heat Treatment of SteelДокумент35 страницHeat Treatment of Steelakhilsyam21Оценок пока нет
- Types of FurnaceДокумент73 страницыTypes of FurnaceYuvaraj Chinth100% (1)
- Heat Treatment of Pressure VesselsДокумент79 страницHeat Treatment of Pressure VesselsAayush PandeyОценок пока нет
- CWI AnswersДокумент2 страницыCWI AnswersAhmed Shaban KotbОценок пока нет
- Ml12157a586 PDFДокумент53 страницыMl12157a586 PDFAhmed Shaban KotbОценок пока нет
- Asnt CP 105 2016Документ133 страницыAsnt CP 105 2016Ahmed Shaban Kotb67% (3)
- 5 - Module 5Документ47 страниц5 - Module 5Ahmed Shaban Kotb100% (1)
- Control of Monitoring, Measuring and Testing Devices: PurposeДокумент9 страницControl of Monitoring, Measuring and Testing Devices: PurposeAhmed Shaban KotbОценок пока нет
- Soldering (S) : Widely Used Joining MethodДокумент9 страницSoldering (S) : Widely Used Joining MethodAhmed Shaban KotbОценок пока нет
- CWI Exam Sample Question Paper For Practice - UpWeldДокумент16 страницCWI Exam Sample Question Paper For Practice - UpWeldAhmed Shaban Kotb100% (2)
- Certificate of Calibration: Global ServicesДокумент10 страницCertificate of Calibration: Global ServicesAhmed Shaban KotbОценок пока нет
- (EW-512-4) - Discontinuities and Defects - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)Документ10 страниц(EW-512-4) - Discontinuities and Defects - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)Ahmed Shaban KotbОценок пока нет
- Safe Practices For Welding Inspectors: 8/16/2018 AWS-CWI Seminar 1Документ30 страницSafe Practices For Welding Inspectors: 8/16/2018 AWS-CWI Seminar 1Ahmed Shaban KotbОценок пока нет
- NDT Application FormДокумент4 страницыNDT Application FormAhmed Shaban KotbОценок пока нет
- 3 - Module 3-FinalДокумент102 страницы3 - Module 3-FinalGHULAM NABIОценок пока нет
- Weld Joint Geometry and Welding SymbolsДокумент68 страницWeld Joint Geometry and Welding SymbolsAhmed Shaban KotbОценок пока нет
- Aws Welding Metallurgy PDFДокумент34 страницыAws Welding Metallurgy PDFAhmed Shaban Kotb100% (1)
- 01 Samss 010Документ12 страниц01 Samss 010Ahmed Shaban KotbОценок пока нет
- Review of Asme IxДокумент21 страницаReview of Asme IxAhmed Shaban KotbОценок пока нет
- Asme IxДокумент132 страницыAsme IxAhmed Shaban Kotb100% (1)
- Welding ConsumablesДокумент22 страницыWelding ConsumablesAhmed Shaban KotbОценок пока нет
- Asme A1Документ2 страницыAsme A1Ahmed Shaban KotbОценок пока нет
- Gamma Alarm MB40Документ2 страницыGamma Alarm MB40Ahmed Shaban KotbОценок пока нет
- Structure ExpertДокумент8 страницStructure ExpertAhmed Shaban KotbОценок пока нет
- Piping, General Mech PDFДокумент8 страницPiping, General Mech PDFAhmed Shaban KotbОценок пока нет
- Mini TomДокумент2 страницыMini TomAhmed Shaban KotbОценок пока нет
- General Mechanical-2 PDFДокумент6 страницGeneral Mechanical-2 PDFAhmed Shaban KotbОценок пока нет
- International: Recorded TheДокумент4 страницыInternational: Recorded TheAhmed Shaban KotbОценок пока нет
- CitoPress 5 PDFДокумент4 страницыCitoPress 5 PDFAhmed Shaban KotbОценок пока нет
- General Mechanical 1Документ18 страницGeneral Mechanical 1Ahmed Shaban KotbОценок пока нет
- Cement PPT-BMC PDFДокумент120 страницCement PPT-BMC PDFAdhyyan JoshiОценок пока нет
- Dome ValveДокумент6 страницDome Valvesaisssms9116Оценок пока нет
- Application of Superomniphobic Electrospun Membrane For Treatment of Real Produced Water Through Membrane Distillation - ScienceDirectДокумент15 страницApplication of Superomniphobic Electrospun Membrane For Treatment of Real Produced Water Through Membrane Distillation - ScienceDirectMOH AMANОценок пока нет
- Hindalco Rolled - Products - Cold - Rolleds PDFДокумент4 страницыHindalco Rolled - Products - Cold - Rolleds PDFamitkdewОценок пока нет
- Civil Engineering: 1 Mortar, Masonry, Concrete and Steel ReinforcementДокумент50 страницCivil Engineering: 1 Mortar, Masonry, Concrete and Steel ReinforcementZuhal ZaeemОценок пока нет
- ASV ST50 Service ManualДокумент114 страницASV ST50 Service ManualbrunosamaeianОценок пока нет
- Dd0904 Plant Layout and Material HandlingДокумент2 страницыDd0904 Plant Layout and Material HandlingVinod BhagatОценок пока нет
- EarthДокумент2 страницыEarthxs1zameenОценок пока нет
- Chromatography ReviewerДокумент4 страницыChromatography ReviewerAnthony Val RolunaОценок пока нет
- Modeling The Hysteretic Response of Mechanical Connections For Wood StructuresДокумент11 страницModeling The Hysteretic Response of Mechanical Connections For Wood StructuresSheff_studentОценок пока нет
- Lambda + Chlorantraniliprole - Cómo Estabilizar La SuspensiónДокумент8 страницLambda + Chlorantraniliprole - Cómo Estabilizar La SuspensiónAlfredo MéndezОценок пока нет
- Perry TabsДокумент2 страницыPerry TabsJILLIAN DALUPOОценок пока нет
- Wall Treatments: Arshpreet Kaur Matharoo L-2015-HSC-10-BIDДокумент38 страницWall Treatments: Arshpreet Kaur Matharoo L-2015-HSC-10-BIDAISXOXOОценок пока нет
- FMDS 03 10 - Installation & Maintenance of Fire Service MainsДокумент59 страницFMDS 03 10 - Installation & Maintenance of Fire Service MainsNazri Nawi100% (1)
- Isuzu FX Fy GX Series 2011 2013my Engine 6uz1 Euro5 Workshop ManualДокумент22 страницыIsuzu FX Fy GX Series 2011 2013my Engine 6uz1 Euro5 Workshop Manualreneehayes080299ifg100% (57)
- ASTM For InsulationДокумент4 страницыASTM For InsulationTheOne YasirОценок пока нет
- Fastener TrainingДокумент20 страницFastener TrainingJesus Barragán Ramos100% (2)
- (Ensc 13) Probset 1 - Stresses (2ND - Sem - Ay2016-2017)Документ4 страницы(Ensc 13) Probset 1 - Stresses (2ND - Sem - Ay2016-2017)Bianca AsisОценок пока нет
- The Sub-Grade and Sub-Base of Concrete PavementДокумент16 страницThe Sub-Grade and Sub-Base of Concrete PavementPatrick TaylorОценок пока нет
- Datasheet EE800Документ3 страницыDatasheet EE800AdyMichaelОценок пока нет
- Intro To Gears & Gear TrainsДокумент20 страницIntro To Gears & Gear TrainsBrettОценок пока нет
- Section 2: Insulation Materials and PropertiesДокумент10 страницSection 2: Insulation Materials and PropertiesJersey PerlasОценок пока нет
- Mitsubishi MT160-180 Instruction Book OptimizedДокумент60 страницMitsubishi MT160-180 Instruction Book OptimizedBartBo-iy100% (1)
- Aluminium and CorrosionДокумент12 страницAluminium and CorrosionMehman NasibovОценок пока нет
- Air CompressorДокумент48 страницAir CompressorMarius Condurache0% (1)
- Jis C8364-RДокумент32 страницыJis C8364-RVenugopalan ManaladikalamОценок пока нет
- Solar Thermal TechnologiesДокумент48 страницSolar Thermal TechnologiesVinoth MalaikaniОценок пока нет
- 1977 Puch Maxi Moped Wiring DiagramДокумент9 страниц1977 Puch Maxi Moped Wiring DiagramMopedgal100% (1)
- Cambridge IGCSE: CHEMISTRY 0620/63Документ12 страницCambridge IGCSE: CHEMISTRY 0620/63afyОценок пока нет
- Waste Management Plan: Project Name To Be Written HereДокумент16 страницWaste Management Plan: Project Name To Be Written HerePrashanth JeerОценок пока нет