Вам также может понравиться
- Electric Arc Welding2Документ33 страницыElectric Arc Welding2Ad Man GeTigОценок пока нет
- Welding NOTESДокумент5 страницWelding NOTESAnonymous utfuIcnОценок пока нет
- Unit II - mt1Документ24 страницыUnit II - mt1Mareeswaran Maruthamuthu M0% (1)
- Arc Welding SessionalДокумент13 страницArc Welding Sessionalnehar shubheschaОценок пока нет
- Welding ShopДокумент10 страницWelding ShopAsifJavedОценок пока нет
- WeldingДокумент20 страницWeldingnvemanОценок пока нет
- Manufacturing Process Lecture #7Документ30 страницManufacturing Process Lecture #7Sumehra NewazОценок пока нет
- Welding and Joining Process: Basic Concept of WeldingДокумент7 страницWelding and Joining Process: Basic Concept of WeldingNaresh kumarОценок пока нет
- Chapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingДокумент12 страницChapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingFira tubeОценок пока нет
- Assigment WeldingДокумент4 страницыAssigment WeldingAnonymous Co9r0PbОценок пока нет
- WilingДокумент11 страницWilingroneali098Оценок пока нет
- Fusion Welding: in This Process, Base Metal Is Melted by Means of Heat. OftenДокумент60 страницFusion Welding: in This Process, Base Metal Is Melted by Means of Heat. OftenMutluri RamОценок пока нет
- WeldingДокумент28 страницWeldingShahdan DahlanОценок пока нет
- Unit 2 PDFДокумент21 страницаUnit 2 PDFravikumarsharma2412Оценок пока нет
- Welding WorkshopДокумент11 страницWelding WorkshopMuhammad Tauseef ZafarОценок пока нет
- WeldingДокумент23 страницыWeldingRashedul AlamОценок пока нет
- Laporan Welding ProsmanДокумент20 страницLaporan Welding Prosmannadia frizaОценок пока нет
- Arc Welding ProjectДокумент11 страницArc Welding ProjectLeahОценок пока нет
- Ts 1Документ25 страницTs 1NaveenОценок пока нет
- Chapter 6 - WeldingДокумент20 страницChapter 6 - WeldingDipayan DasОценок пока нет
- Course Name: NAME 301 Shipbuilding Technology-I: Md. Omar FarukДокумент56 страницCourse Name: NAME 301 Shipbuilding Technology-I: Md. Omar FarukMd. Omar FarukОценок пока нет
- Pengelasan (Welding)Документ13 страницPengelasan (Welding)DanilAnshelmusPurbaОценок пока нет
- The Importance of Shipboard Welding in Preserving TrimДокумент34 страницыThe Importance of Shipboard Welding in Preserving TrimJhudiel Carlo AndoyОценок пока нет
- Advanced Welding Technology Ca2Документ3 страницыAdvanced Welding Technology Ca2Monglafru MogОценок пока нет
- SOLUДокумент6 страницSOLUVishnu JangidОценок пока нет
- Types of WeldingДокумент9 страницTypes of WeldingmerouaneinconuОценок пока нет
- Resistance and Special WeldingДокумент24 страницыResistance and Special WeldingKBSMANITОценок пока нет
- BMP (Class 09-Class 10) WeldingДокумент20 страницBMP (Class 09-Class 10) WeldingAsesh PramanikОценок пока нет
- Technical College of Engineering Department of PetrochemicalДокумент11 страницTechnical College of Engineering Department of PetrochemicalWalid AdnanОценок пока нет
- PPAC Module - III Welding-1Документ14 страницPPAC Module - III Welding-1Albin DonyОценок пока нет
- Welding: Edge PreparationsДокумент8 страницWelding: Edge PreparationsManibhusanОценок пока нет
- WELDINGДокумент8 страницWELDINGManibhusan MohapatroОценок пока нет
- Engineering Practice: Assignment # 01Документ8 страницEngineering Practice: Assignment # 01Saad Ur Rehman AftabОценок пока нет
- Production Process LabДокумент18 страницProduction Process LabRiaz Uddin AhmedОценок пока нет
- Welding ShopДокумент13 страницWelding ShopAliОценок пока нет
- Continental Institute of Engineering & Technology: Welding ShopДокумент8 страницContinental Institute of Engineering & Technology: Welding ShopAjay RanaОценок пока нет
- UeetДокумент21 страницаUeetIts FickОценок пока нет
- 1a. Common Welding Methods and Weld Defects in Shipbuilding IndustryДокумент17 страниц1a. Common Welding Methods and Weld Defects in Shipbuilding IndustryMohit GodiaОценок пока нет
- Welding: Dr. Sunil JhaДокумент21 страницаWelding: Dr. Sunil JharassdriverОценок пока нет
- Arc WeldingДокумент16 страницArc WeldingManohara BabuОценок пока нет
- Welding, Soldering and BrazingДокумент11 страницWelding, Soldering and BrazingAyush 100niОценок пока нет
- AE2253 Unit 2Документ15 страницAE2253 Unit 2Jones Jones Jr.Оценок пока нет
- Electro Mechanical PartДокумент18 страницElectro Mechanical Partmahendra161024Оценок пока нет
- Report WeldingДокумент11 страницReport WeldingSomasundaram SomanoОценок пока нет
- Sonargaon University Shop 160 Welding - 2: Prepared by Zayed AhmedДокумент19 страницSonargaon University Shop 160 Welding - 2: Prepared by Zayed Ahmedদুর্জয় দুর্বারОценок пока нет
- Mech Mod 4Документ82 страницыMech Mod 4brave playerОценок пока нет
- Arc Welding - Basic Steps ReadingДокумент12 страницArc Welding - Basic Steps Readingaddayesudas100% (1)
- Metal Joining CH 1 GДокумент20 страницMetal Joining CH 1 Gወይኩን ፍቃድከОценок пока нет
- Lab Report WeldingДокумент15 страницLab Report WeldingAhmad ZafranОценок пока нет
- Exp 2Документ5 страницExp 2alexchong93Оценок пока нет
- Lab Session 04 - Arc WeldingДокумент6 страницLab Session 04 - Arc WeldingZaid BaigОценок пока нет
- Welding: Visit For More Learning ResourcesДокумент23 страницыWelding: Visit For More Learning Resourcestanu rdОценок пока нет
- Experiment No 02: AIM To Study Resistance Welding & Its SetupДокумент6 страницExperiment No 02: AIM To Study Resistance Welding & Its Setuprahul9981759900Оценок пока нет
- Welding ShopДокумент4 страницыWelding ShopAmarjeet Singh (Assistant Professor- Mechanical Engineer)Оценок пока нет
- Double FilletДокумент30 страницDouble Filletvyas raoОценок пока нет
- Smaw PDFДокумент10 страницSmaw PDFArizapatazoОценок пока нет
- Welding ProcessesДокумент68 страницWelding Processesrizvee.pdb21Оценок пока нет
- BME Joining ProcessesДокумент11 страницBME Joining ProcessesalysonmicheaalaОценок пока нет
- Special Topic Nanotechnology 2019Документ20 страницSpecial Topic Nanotechnology 2019api-348195110Оценок пока нет
- MillingДокумент42 страницыMillingapi-348195110Оценок пока нет
- JC 18 Project OlДокумент3 страницыJC 18 Project Olapi-348195110Оценок пока нет
- LatheДокумент79 страницLatheapi-348195110Оценок пока нет
- Mechanisms Less ElectronicsДокумент44 страницыMechanisms Less Electronicsapi-348195110Оценок пока нет
- LC 18 Project HLДокумент3 страницыLC 18 Project HLapi-348195110Оценок пока нет
- JC 18 Practical HLДокумент2 страницыJC 18 Practical HLapi-348195110Оценок пока нет
- JC 18 Project HLДокумент3 страницыJC 18 Project HLapi-348195110Оценок пока нет
- Material TestingДокумент18 страницMaterial Testingapi-348195110Оценок пока нет
- Cutting FluidsДокумент5 страницCutting Fluidsapi-348195110Оценок пока нет
- Section AДокумент7 страницSection Aapi-348195110Оценок пока нет
- MetrologyДокумент20 страницMetrologyapi-348195110Оценок пока нет
- Precision GrindingДокумент25 страницPrecision Grindingapi-348195110Оценок пока нет
- Presentation1 WeldingДокумент27 страницPresentation1 Weldingapi-348195110Оценок пока нет
- 16 HL LCДокумент12 страниц16 HL LCapi-348195110Оценок пока нет
- Q2-Materials TestingДокумент58 страницQ2-Materials Testingapi-348195110Оценок пока нет
- DrillingДокумент15 страницDrillingapi-348195110Оценок пока нет
- 15 HL LCДокумент12 страниц15 HL LCapi-348195110Оценок пока нет
- Applications of Chemical ReactionsДокумент7 страницApplications of Chemical ReactionsPEWDIEPIE PEWОценок пока нет
- Paint For SteelДокумент11 страницPaint For SteelSaud PathiranaОценок пока нет
- Protek Composite Wear PadДокумент1 страницаProtek Composite Wear PadWilliam ChipanaОценок пока нет
- Surface Protection of MG Alloys in Automotive Applications: A ReviewДокумент34 страницыSurface Protection of MG Alloys in Automotive Applications: A ReviewResego PhiriОценок пока нет
- FoamStar A39 EДокумент2 страницыFoamStar A39 EVictor LopezОценок пока нет
- SealДокумент17 страницSealmkpqОценок пока нет
- Linemans Apprentice Tool List - Clickable PDFДокумент11 страницLinemans Apprentice Tool List - Clickable PDFRoshОценок пока нет
- Plastering: Presented byДокумент18 страницPlastering: Presented byVighnesh MalagiОценок пока нет
- US6855191Документ11 страницUS6855191امين الدينОценок пока нет
- Presentation 6 WOOD DEFECTSДокумент19 страницPresentation 6 WOOD DEFECTSJohn ProtoctisОценок пока нет
- Reference Cement HolcimДокумент11 страницReference Cement Holcimkamals55Оценок пока нет
- TechnicalDataSheet EffisusEPDMEcostrip ENGДокумент2 страницыTechnicalDataSheet EffisusEPDMEcostrip ENGPaula MoçoОценок пока нет
- Plasma-Assisted Surface Treatment: Verlag Moderne IndustrieДокумент36 страницPlasma-Assisted Surface Treatment: Verlag Moderne IndustriepondokОценок пока нет
- Warco20cat PDFДокумент59 страницWarco20cat PDFAhmed SlimОценок пока нет
- Method Statement For Coating Repair of Air Handling Units (Ahu)Документ6 страницMethod Statement For Coating Repair of Air Handling Units (Ahu)moytabura96100% (1)
- Elgamatic 100Документ1 страницаElgamatic 100Milos StoisavljevicОценок пока нет
- Basics of Fire Protection System, Hydrant System: Consulting Engineers LimitedДокумент20 страницBasics of Fire Protection System, Hydrant System: Consulting Engineers LimitedjnkusumaОценок пока нет
- Fasteners For Use With PC Boards: Types Kfe and Kfse Broaching StandoffsДокумент4 страницыFasteners For Use With PC Boards: Types Kfe and Kfse Broaching StandoffsJosé Ignacio CandelaОценок пока нет
- National Graffio - Décor (Textured Coating) : Product Code: 040Документ3 страницыNational Graffio - Décor (Textured Coating) : Product Code: 040abualamalОценок пока нет
- Maintenance of Enhanced Drawgear - CMI9901Документ7 страницMaintenance of Enhanced Drawgear - CMI9901Dwijamani SinghaОценок пока нет
- Ri-670-23 Gloss Silver Asp8aДокумент1 страницаRi-670-23 Gloss Silver Asp8aSergio PluchinskyОценок пока нет
- Meat Grinder ReportДокумент10 страницMeat Grinder Reportadem3521Оценок пока нет
- Decorative Finishes Brochure SGДокумент8 страницDecorative Finishes Brochure SGJaved AnsariОценок пока нет
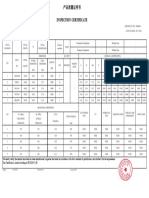
- Inspection Certificate: Hunan Standard Steel Co.,LtdДокумент1 страницаInspection Certificate: Hunan Standard Steel Co.,LtdHector CachayaОценок пока нет
- Razni Proizvođači PDFДокумент133 страницыRazni Proizvođači PDFHaris JusufspahićОценок пока нет
- Sanweld Electrodes Catalog Vol 4Документ24 страницыSanweld Electrodes Catalog Vol 4prashant mishra100% (4)
- Metal Joining and Cutting ProcessesДокумент155 страницMetal Joining and Cutting Processestuvu100% (4)
- Proflo Technical CatalogueДокумент23 страницыProflo Technical CatalogueMark Philip BaliwisОценок пока нет
- S05 Drilling CompartmentДокумент58 страницS05 Drilling CompartmentJoseОценок пока нет
- TABEL Berat Besi, Plat, BajaДокумент24 страницыTABEL Berat Besi, Plat, BajaKiara LeswaraОценок пока нет