Вам также может понравиться
- Presentación de Datos y Formulas Estándar (Equipo) - EtdtДокумент12 страницPresentación de Datos y Formulas Estándar (Equipo) - Etdtfrancisco panchoОценок пока нет
- Problema Propuesto para El Lunes 05.09Документ3 страницыProblema Propuesto para El Lunes 05.09Pedro Emanuel Teran RiosОценок пока нет
- Resumen Capítulo 14Документ10 страницResumen Capítulo 14Walking TeОценок пока нет
- Modificar el viejo horno o comprar uno nuevo: Análisis de árbol de decisión para fundidoraДокумент20 страницModificar el viejo horno o comprar uno nuevo: Análisis de árbol de decisión para fundidoraIrving TorresОценок пока нет
- Reporte Práctica 06 Balance de LineasДокумент7 страницReporte Práctica 06 Balance de LineasDiego VelásquezОценок пока нет
- Técnicas de estudio del trabajo: Work Factor, MTM, Most y ModaptsДокумент89 страницTécnicas de estudio del trabajo: Work Factor, MTM, Most y ModaptsJuan Carlos QuinteroОценок пока нет
- Taylorismo EnsayoДокумент11 страницTaylorismo EnsayoAbdiel Aguilar Ponce100% (1)
- Cronometraje IndustrialДокумент8 страницCronometraje IndustrialBryanMArtínezОценок пока нет
- Práctica2 Lecturas IndividualesДокумент2 страницыPráctica2 Lecturas IndividualesYulianethОценок пока нет
- Ejercicios de Evaluacion - Unidad 2Документ9 страницEjercicios de Evaluacion - Unidad 2Captian Benetts100% (1)
- EstudioTrabajoOptimizaДокумент16 страницEstudioTrabajoOptimizaMauricio Rodriguez PeraltillaОценок пока нет
- Diseño de formulario de muestreo de trabajo y uso de gráficas de controlДокумент45 страницDiseño de formulario de muestreo de trabajo y uso de gráficas de controlDulce Lucía Lara GarcíaОценок пока нет
- DS For WindowsДокумент19 страницDS For WindowsMersy SCОценок пока нет
- Primera Ley de Newton ReporteДокумент15 страницPrimera Ley de Newton ReporteJannyk Calvo herrera100% (1)
- Cap. 8 Medicion Del Trabajo CompletoДокумент75 страницCap. 8 Medicion Del Trabajo Completozuleyka linoОценок пока нет
- Diagrama H-M práctica ingenieríaДокумент5 страницDiagrama H-M práctica ingenieríaLester GómezОценок пока нет
- Simulacion MontecarloДокумент15 страницSimulacion MontecarloAlex Laaz V.Оценок пока нет
- Work-Factor Abreviado ExpoДокумент17 страницWork-Factor Abreviado ExpoAlejandro Rubio100% (1)
- 4 Balanceo de Lineas.Документ6 страниц4 Balanceo de Lineas.RobertoMartínezTorreОценок пока нет
- Generación de Números y Variables AleatoriasДокумент54 страницыGeneración de Números y Variables Aleatoriaswmbrons100% (1)
- PROBLEMA 1 Pesado de Bolsas - MTM - 2Документ3 страницыPROBLEMA 1 Pesado de Bolsas - MTM - 2Eduardo Gonzalez0% (1)
- Act. 4. - Determinación y Propósito Del Periodo Del MantenimientoДокумент6 страницAct. 4. - Determinación y Propósito Del Periodo Del MantenimientoHolaraSheccidОценок пока нет
- Aplicación de las 9's Higiene y SeguridadДокумент10 страницAplicación de las 9's Higiene y SeguridadValeria ManjarrezОценок пока нет
- Conceptos Basicos de ConfiabilidadДокумент8 страницConceptos Basicos de ConfiabilidadRafa LopezОценок пока нет
- 2.1 Metodo Del Valor PresenteДокумент1 страница2.1 Metodo Del Valor PresenteALDO TELLOОценок пока нет
- Control de calidad bolsas plástico X-RДокумент15 страницControl de calidad bolsas plástico X-RdannisОценок пока нет
- Estudio Del Trabajo Analisis de Operaciones de Una TortilleriaДокумент9 страницEstudio Del Trabajo Analisis de Operaciones de Una TortilleriaJudy C Rdz0% (1)
- Sistemas Generales y su EvoluciónДокумент59 страницSistemas Generales y su EvoluciónDani ZamudioОценок пока нет
- Análisis MOST sistemas tiempos predeterminadosДокумент7 страницAnálisis MOST sistemas tiempos predeterminadosRocío Rmz AlmaguerОценок пока нет
- Datos estándar en operaciones de maquinado para establecer tasas de producciónДокумент39 страницDatos estándar en operaciones de maquinado para establecer tasas de producciónSofia Andrade100% (1)
- Prácticas 1 y 2Документ24 страницыPrácticas 1 y 2elmascrackОценок пока нет
- Métodos de Análisis ErgonómicosДокумент2 страницыMétodos de Análisis ErgonómicosEros CarmonaОценок пока нет
- ExamneДокумент16 страницExamneErvin Nogales0% (1)
- 2.2 Métodos de Series de TiempoДокумент4 страницы2.2 Métodos de Series de TiempoJose Luis Agudelo100% (1)
- Analisis de Sensibilidad Ejercicios 2018Документ3 страницыAnalisis de Sensibilidad Ejercicios 2018Julio Cesar Castillo HuisacaynaОценок пока нет
- Casos Ii - Productividad y EficienciaДокумент2 страницыCasos Ii - Productividad y EficienciaAnonymous uKxrEpJ2vОценок пока нет
- Estudio Practica MTM FinalДокумент16 страницEstudio Practica MTM FinalManuel BeltranoОценок пока нет
- Reporte KanbanДокумент13 страницReporte KanbanJuan José Olvera García100% (2)
- Práctica 1 (Diagrama de Operacion de Proceso)Документ3 страницыPráctica 1 (Diagrama de Operacion de Proceso)Jonathan GutierrezОценок пока нет
- Análisis de actividades múltiples y relaciones hombre-máquinaДокумент27 страницAnálisis de actividades múltiples y relaciones hombre-máquinaCesar Omar Pantoja100% (1)
- Evaluación escrita localización instalaciones métodosДокумент5 страницEvaluación escrita localización instalaciones métodosDaniel GayossoОценок пока нет
- Gráfica de Control Por AtributosДокумент46 страницGráfica de Control Por AtributosAide Flores100% (1)
- Unidad 3 Estudio de TrabajoДокумент32 страницыUnidad 3 Estudio de Trabajojozss50% (2)
- U1 PDFДокумент6 страницU1 PDFVictor M. Del Angel EsquivelОценок пока нет
- Unidad III CompletaДокумент52 страницыUnidad III Completa9812163180% (5)
- Regla de Johnson para secuenciar n trabajos en m maquinasДокумент5 страницRegla de Johnson para secuenciar n trabajos en m maquinashoomar70Оценок пока нет
- Sistemas Duros PDFДокумент11 страницSistemas Duros PDFMartin EstrellaОценок пока нет
- Auditores SiGE - AdoДокумент101 страницаAuditores SiGE - Adoalexis II100% (1)
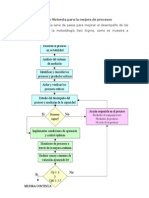
- 10 pasos Motorola mejora procesosДокумент4 страницы10 pasos Motorola mejora procesosPedro CutipaОценок пока нет
- Sistema MOST de tiempos predeterminadosДокумент42 страницыSistema MOST de tiempos predeterminadosDVj Gerardo FernandezОценок пока нет
- Metodología de Estudio de TiempoДокумент7 страницMetodología de Estudio de TiempoLuis Miguel PatiñoОценок пока нет
- Prácticas 1 y 2Документ21 страницаPrácticas 1 y 2Yesenia MtzОценок пока нет
- Algoritmos y Lenguajes de Programacion Sistemas Operativos UNIDAD 1 TEMA 1.2Документ24 страницыAlgoritmos y Lenguajes de Programacion Sistemas Operativos UNIDAD 1 TEMA 1.2Luis Ibarguen MosqueraОценок пока нет
- Manual - Practicas Estudio Del Trabajo I DOZ R 1.2Документ8 страницManual - Practicas Estudio Del Trabajo I DOZ R 1.2Javier HernandezОценок пока нет
- Muestreo de TrabajoДокумент4 страницыMuestreo de TrabajoLuis ReyesОценок пока нет
- 3.3 Pasos para La Distribucion CelularДокумент6 страниц3.3 Pasos para La Distribucion CelularSami FloresОценок пока нет
- Análisis MTM de ensamble de piezasДокумент3 страницыAnálisis MTM de ensamble de piezasjose luis zamorano torresОценок пока нет
- Premios Internacionales y NacionalesДокумент29 страницPremios Internacionales y NacionalesITZEL PINEDAОценок пока нет
- Balanceo línea producción licuadorasДокумент11 страницBalanceo línea producción licuadorasMARISOL FRANCISCA SEGOVIA CERDAОценок пока нет
- BalaДокумент27 страницBalaKatherineFloresОценок пока нет
- F-Aca-22 Mai 3BДокумент2 страницыF-Aca-22 Mai 3BDary ToledoОценок пока нет
- Documentacion Candidato Dariela Fraga Toledo PDFДокумент5 страницDocumentacion Candidato Dariela Fraga Toledo PDFDary ToledoОценок пока нет
- EXAMEN Extraordinario SOTELO VITALДокумент2 страницыEXAMEN Extraordinario SOTELO VITALDary ToledoОценок пока нет
- Evaluación de derivadasДокумент3 страницыEvaluación de derivadasDary ToledoОценок пока нет
- 2.3 Tipos de ProduccionДокумент25 страниц2.3 Tipos de ProduccionDary ToledoОценок пока нет
- Balance línea mejora productividad confecciónДокумент162 страницыBalance línea mejora productividad confecciónDanilo MoralesОценок пока нет
- Balanceo de Lineas Utilizando Herramientas de Manufactura EsbeltaДокумент22 страницыBalanceo de Lineas Utilizando Herramientas de Manufactura EsbeltaDennis GarciaОценок пока нет
- Examen CD U2 AДокумент1 страницаExamen CD U2 ADary ToledoОценок пока нет
- EXAMEN Extraordinario LOPEZ SOTELOДокумент2 страницыEXAMEN Extraordinario LOPEZ SOTELODary ToledoОценок пока нет
- Reglas Generales para Formar Una Distribucion de FrecuenciasДокумент3 страницыReglas Generales para Formar Una Distribucion de FrecuenciasDary ToledoОценок пока нет
- QFD Pantalones de MezclillaДокумент4 страницыQFD Pantalones de MezclillaDary ToledoОценок пока нет
- Auditoria OperativaДокумент16 страницAuditoria OperativaDary ToledoОценок пока нет
- 7.4 Analisis de Los Sistemas de Posicionamie NtoДокумент21 страница7.4 Analisis de Los Sistemas de Posicionamie NtoDary ToledoОценок пока нет
- Productividad Laboral Manuel Molano PDFДокумент31 страницаProductividad Laboral Manuel Molano PDFDary ToledoОценок пока нет
- Balance Odel Ne As Product I VasДокумент7 страницBalance Odel Ne As Product I Vasmanuelborgefenix13620% (2)
- Descuento SimpleДокумент20 страницDescuento SimpleDary ToledoОценок пока нет
- Método LestДокумент7 страницMétodo LestDary ToledoОценок пока нет
- Formulación de hipótesis: guía deДокумент6 страницFormulación de hipótesis: guía deDary Toledo100% (1)
- Educar A Todos Una Miradas Desde La Escuela Multicultutal (Editada)Документ10 страницEducar A Todos Una Miradas Desde La Escuela Multicultutal (Editada)Dary ToledoОценок пока нет
- Lenguaje de ProgramaciónДокумент4 страницыLenguaje de ProgramaciónDary ToledoОценок пока нет
- Cadenas de Markov-1Документ8 страницCadenas de Markov-1Julio Cesar Alcantara Delgado0% (1)
- Capacidad Instalada PDFДокумент3 страницыCapacidad Instalada PDFAlberto PinzonОценок пока нет
- Cuerpo Rigido y TransmisibilidadДокумент13 страницCuerpo Rigido y TransmisibilidadDary ToledoОценок пока нет
- Cuerpo Rigido y TransmisibilidadДокумент13 страницCuerpo Rigido y TransmisibilidadDary ToledoОценок пока нет
- JCF IIND-2010-227 Pocesos de FabricacionДокумент14 страницJCF IIND-2010-227 Pocesos de FabricacionSol Zozaya MartinОценок пока нет
- Manual Maquinas y Mecanismos Tsu Mi 2009 Utsoe PDFДокумент129 страницManual Maquinas y Mecanismos Tsu Mi 2009 Utsoe PDFRoberto MarinОценок пока нет
- 4.1 Esfuerzo y DeformacionДокумент5 страниц4.1 Esfuerzo y DeformacionGeorge CamposОценок пока нет
- Inscripciones 2016 CapacitacionДокумент2 страницыInscripciones 2016 CapacitacionDary ToledoОценок пока нет
- Química Básica TAДокумент20 страницQuímica Básica TAJavier Hernandez VelardeОценок пока нет
- Metodos Cualitativos de Valuación de Cargos Sena 2019 PDFДокумент38 страницMetodos Cualitativos de Valuación de Cargos Sena 2019 PDFlaura camila rojas cortesОценок пока нет
- Uhu - Es Antonio - Barragan Content Modbus-TcpДокумент2 страницыUhu - Es Antonio - Barragan Content Modbus-TcpCristian BossolascoОценок пока нет
- RPT RecursoДокумент14 страницRPT Recursoandres_flores_16Оценок пока нет
- Barrenas de Cortadores FijosДокумент2 страницыBarrenas de Cortadores Fijosana paula100% (1)
- Temario Diplomado en Gestion Tributaria 2020 13 Version OnlineДокумент8 страницTemario Diplomado en Gestion Tributaria 2020 13 Version Onlineasesorias_pasteneОценок пока нет
- All About Us 6, Unit 1 GrammarДокумент3 страницыAll About Us 6, Unit 1 GrammarTeresa Trapote Torre100% (1)
- Cronograma-Servicio de CapacitaciónДокумент1 страницаCronograma-Servicio de CapacitaciónchristianОценок пока нет
- Maquina de AnestesiaДокумент5 страницMaquina de AnestesiaCoral Marte100% (1)
- Balanced Scorecard: guía integral para medir el desempeño estratégicoДокумент48 страницBalanced Scorecard: guía integral para medir el desempeño estratégicoedgargarciaОценок пока нет
- Ac 3Документ12 страницAc 3Pool OvalleОценок пока нет
- Hidráulica de Conductos: Flujo Laminar vs TurbulentoДокумент55 страницHidráulica de Conductos: Flujo Laminar vs TurbulentoLuam Periche67% (3)
- Pueblito BlancoДокумент6 страницPueblito BlancoJaime CruzОценок пока нет
- Huaycan - 2012 IGP Sisi Misidad HuaycanДокумент92 страницыHuaycan - 2012 IGP Sisi Misidad HuaycancarlosОценок пока нет
- Geologia Trabajo TaludesДокумент24 страницыGeologia Trabajo TaludesWilfredo HCОценок пока нет
- Sistema CirculatorioДокумент3 страницыSistema CirculatorioVanessa Carolina Urbina GuzmanОценок пока нет
- Tribus Urbanas - Discriminación y Comunión en La Era PostmodernaДокумент12 страницTribus Urbanas - Discriminación y Comunión en La Era PostmodernaLocutor Profesional ChileОценок пока нет
- Ventajas y Desventajas de Los Juegos ElectrónicosДокумент2 страницыVentajas y Desventajas de Los Juegos ElectrónicosAurelian Tihi100% (1)
- Historia de La Geología AplicadaДокумент3 страницыHistoria de La Geología AplicadachavitojafОценок пока нет
- Programa Arquitectónico de Un Mall - ArquitecturaДокумент10 страницPrograma Arquitectónico de Un Mall - ArquitecturaDiego arriola100% (2)
- Homo Floresiensis PDFДокумент5 страницHomo Floresiensis PDFNarcisoMinaRezendisОценок пока нет
- XilemaДокумент6 страницXilemaCarlos Humberto Mendoza PanezoОценок пока нет
- Distribución Normal ProblemasДокумент10 страницDistribución Normal ProblemasalvaroОценок пока нет
- Parámetros Morfométricos y de Relieve de La Subcuenca ShullcasДокумент10 страницParámetros Morfométricos y de Relieve de La Subcuenca ShullcasRuben ChavezОценок пока нет
- Real Decreto 773/1997 sobre EPIДокумент12 страницReal Decreto 773/1997 sobre EPIAna G. PeñaОценок пока нет
- Respiración y vocalizaciónДокумент2 страницыRespiración y vocalizaciónIsaú Menjivar MontecinoОценок пока нет
- UNIDAD DE APRENDIZAJE No 01Документ26 страницUNIDAD DE APRENDIZAJE No 01Juan Torres LinaresОценок пока нет
- EucaliptoДокумент34 страницыEucaliptoAylin AlejandroОценок пока нет
- Lentes SecureFit 400 (3M)Документ2 страницыLentes SecureFit 400 (3M)Irvin omar Chapilliquen alcasОценок пока нет
- Eficiencia de Una BombaДокумент11 страницEficiencia de Una BombaLydy López0% (1)
- Abigail Zamora - Andrea Ron - Jhoannis Rodriguez - Yoselin Rojas - Habilidades Directivas II - Unidad 3 - t3-f1 Adm01 - Investigacion-SistematizacionДокумент7 страницAbigail Zamora - Andrea Ron - Jhoannis Rodriguez - Yoselin Rojas - Habilidades Directivas II - Unidad 3 - t3-f1 Adm01 - Investigacion-Sistematizacionjhoannis rodriguezОценок пока нет