Вам также может понравиться
- Small Block Chevrolet: Stock and High-Performance RebuildsОт EverandSmall Block Chevrolet: Stock and High-Performance RebuildsРейтинг: 4 из 5 звезд4/5 (6)
- Project Proposal: Rationale / ApproachДокумент5 страницProject Proposal: Rationale / ApproachKrysthalKate Amor Lastimosa Lopez100% (13)
- Method Statement For PEB WorkДокумент27 страницMethod Statement For PEB WorkVIJAY BAHADUR YADAV100% (2)
- Grundfos Alignment-White PaperДокумент21 страницаGrundfos Alignment-White PaperDelfinshОценок пока нет
- Deaerator Volume Calculation ReportДокумент1 страницаDeaerator Volume Calculation Reportpsk.pranesh5520Оценок пока нет
- Condition Assessment of Supercritical Boilers Challenges AheadДокумент45 страницCondition Assessment of Supercritical Boilers Challenges AheadmjranjbarnОценок пока нет
- 15 Minutes Can Save You From Costly Shaft MisalignmentДокумент89 страниц15 Minutes Can Save You From Costly Shaft MisalignmentTushar RanjanSahu100% (1)
- A Practical Guide To Shaft AlignmentДокумент74 страницыA Practical Guide To Shaft AlignmentRjeb mohamed92% (12)
- Alignment and Types Prepeard by InzamamДокумент58 страницAlignment and Types Prepeard by InzamamUsama ArifОценок пока нет
- Mechanical Service Manual 96-0283C Rev C English June 2007Документ417 страницMechanical Service Manual 96-0283C Rev C English June 2007costyppОценок пока нет
- Five Basic Errors in Shaft AlignmentДокумент9 страницFive Basic Errors in Shaft AlignmentTomy lee youngОценок пока нет
- Laser Tip of The Month: Norm VoelzowДокумент2 страницыLaser Tip of The Month: Norm VoelzowPete PompesОценок пока нет
- Training Program On: Vibration Monitoring, Alignment and Balancing Triveni Reliability Services and Training AcademyДокумент77 страницTraining Program On: Vibration Monitoring, Alignment and Balancing Triveni Reliability Services and Training AcademyMithlesh SharmaОценок пока нет
- Manual de Servicio Haas VF-1 1996Документ246 страницManual de Servicio Haas VF-1 1996Alejandro Rivera Vega100% (1)
- 5 Lathe Alignment Problems and SolutionsДокумент3 страницы5 Lathe Alignment Problems and SolutionsshivakumarОценок пока нет
- CM M 03 AlignmentДокумент76 страницCM M 03 AlignmentAjay RanganathanОценок пока нет
- Five Basic Errors in Shaft AlignmentДокумент5 страницFive Basic Errors in Shaft AlignmentiosalcidoОценок пока нет
- RB 300 tonearm instruction manualДокумент2 страницыRB 300 tonearm instruction manualmanangel1234100% (1)
- Shaft Alignment GuideДокумент25 страницShaft Alignment GuideNadeemОценок пока нет
- Shaft Coupling and AlignmentДокумент17 страницShaft Coupling and AlignmentKiddos GardenerОценок пока нет
- Aligning Machines GuideДокумент3 страницыAligning Machines Guidejonalthan1987Оценок пока нет
- MisalignmentДокумент11 страницMisalignmentabo yossefОценок пока нет
- Using Adjustable Snap Gages: Section M 1Документ14 страницUsing Adjustable Snap Gages: Section M 1Bhaskar KrishnacharОценок пока нет
- 6 Steps To Shaft Alignment PDFДокумент18 страниц6 Steps To Shaft Alignment PDFAhmed SaifeldinОценок пока нет
- Shaft AlignmentДокумент7 страницShaft AlignmentAmitanshu SharmaОценок пока нет
- Shaft Alignment: Your Photo HereДокумент75 страницShaft Alignment: Your Photo HereMahmoud Elghandour0% (1)
- Alignment For Engineers - OGSДокумент128 страницAlignment For Engineers - OGSAhmed Abdelwahab100% (3)
- Steering Stabilizer: Mounting Guidelines Owners Manual Spare Parts ManualДокумент20 страницSteering Stabilizer: Mounting Guidelines Owners Manual Spare Parts ManualAmit LingwalОценок пока нет
- Pocket Guide For PavingДокумент48 страницPocket Guide For PavingТракия Билд100% (1)
- Falk Couplings Installation and Removal ManualДокумент6 страницFalk Couplings Installation and Removal ManualBrad BorgesОценок пока нет
- Laser Shaft Alignment: Report No:1Документ36 страницLaser Shaft Alignment: Report No:1Mahmoud Morsy AboualiОценок пока нет
- 944-950 Manual With PartsДокумент27 страниц944-950 Manual With PartsGabeОценок пока нет
- How To Use This Manual: Type A10Документ5 страницHow To Use This Manual: Type A10dparoОценок пока нет
- Coupling AlignmentДокумент14 страницCoupling Alignmentkutts76Оценок пока нет
- Tabla Tension Correas GatesДокумент4 страницыTabla Tension Correas Gatesvibrador0% (1)
- TroubleshootingДокумент32 страницыTroubleshootingGary AvilaОценок пока нет
- Simple Steps To Successful Alignment: by Paul BerberianДокумент4 страницыSimple Steps To Successful Alignment: by Paul Berberianraobabar21Оценок пока нет
- Basics of AlignmentДокумент18 страницBasics of Alignmentbtdoss72Оценок пока нет
- Campaign - Motor FailureДокумент13 страницCampaign - Motor FailureJohn MithuОценок пока нет
- AutoSpeed - DIY Digital AnemometerДокумент4 страницыAutoSpeed - DIY Digital Anemometerarjuna1210Оценок пока нет
- Shaft AlignmentДокумент20 страницShaft AlignmentmersiumОценок пока нет
- Planed Recision Planed American ToolingДокумент44 страницыPlaned Recision Planed American ToolingmeiyappannОценок пока нет
- Laser Alignment Standards for Rotating MachineryДокумент10 страницLaser Alignment Standards for Rotating Machineryrohit singh100% (1)
- 100r Motor Ac Cms 100rДокумент4 страницы100r Motor Ac Cms 100ramariei_niculinaОценок пока нет
- Dynamic Movement White Paper: Vibralign, Inc. 530G Southlake BLVD Richmond, Va 232326 804.379.2250Документ0 страницDynamic Movement White Paper: Vibralign, Inc. 530G Southlake BLVD Richmond, Va 232326 804.379.2250SreenivasОценок пока нет
- Hug 8220Документ5 страницHug 8220Gabriel ChiavettoОценок пока нет
- Table Saw AlingmentДокумент8 страницTable Saw AlingmentEd BozmanОценок пока нет
- How to Diagnose and Adjust CNC Machine BacklashДокумент2 страницыHow to Diagnose and Adjust CNC Machine BacklashCristopher EntenaОценок пока нет
- Peterson AlignmentДокумент26 страницPeterson AlignmentJESUS CESARОценок пока нет
- Tension of Pulley AlignmentДокумент3 страницыTension of Pulley AlignmentnguyennhatbaoОценок пока нет
- Tips MBTДокумент4 страницыTips MBTmisapopovОценок пока нет
- UCR ME SOP Manual Milling Machines v5Документ12 страницUCR ME SOP Manual Milling Machines v5Tareef HashОценок пока нет
- Colibri SampleДокумент26 страницColibri SampleTothGergoОценок пока нет
- Dial GaugeДокумент3 страницыDial GaugeEnChick Pe'OtОценок пока нет
- Interference Fit Hubs InstallationДокумент6 страницInterference Fit Hubs InstallationGoran PetrovicОценок пока нет
- Die Science: Step-By-Step Troubleshooting of Stamping Dies,: Identifying Problems and Verifying Die SetupДокумент7 страницDie Science: Step-By-Step Troubleshooting of Stamping Dies,: Identifying Problems and Verifying Die SetupDavid RodriguezОценок пока нет
- Fundamentals of Shaft AlignmentДокумент4 страницыFundamentals of Shaft Alignmentengineerimad1982Оценок пока нет
- LO 3 Fits and Clearance and Precision Measuring EquipmentДокумент64 страницыLO 3 Fits and Clearance and Precision Measuring Equipmentalsinani99.000Оценок пока нет
- E30, E28, and Z3 Garagistic Rear Camber and Toe Correction Bracket KitДокумент7 страницE30, E28, and Z3 Garagistic Rear Camber and Toe Correction Bracket KitEd MoralesОценок пока нет
- Benefits Shaft AlignmentДокумент4 страницыBenefits Shaft AlignmentCarolina PBОценок пока нет
- JMW 12.6 ManualДокумент8 страницJMW 12.6 ManualMurillo MoreiraОценок пока нет
- Operating/assembly Instructions Sport-Thieme Parallel BarsДокумент4 страницыOperating/assembly Instructions Sport-Thieme Parallel BarsIsti NisaОценок пока нет
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosОт EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosОценок пока нет
- 13-Steam Turbines (Compatibility Mode)Документ3 страницы13-Steam Turbines (Compatibility Mode)psk.pranesh5520Оценок пока нет
- Power Plant Engineering: Thermodynamic Review and Problem SolvingДокумент67 страницPower Plant Engineering: Thermodynamic Review and Problem Solvingpsk.pranesh5520Оценок пока нет
- 13-Steam Turbines (Compatibility Mode)Документ50 страниц13-Steam Turbines (Compatibility Mode)Chintan RavalОценок пока нет
- Irjet V2i5185 PDFДокумент8 страницIrjet V2i5185 PDFHassan MahmoodОценок пока нет
- Steam Turbine: HistoryДокумент9 страницSteam Turbine: HistoryrikumohanОценок пока нет
- Cooling Water Treatment Tender Technical SpecificationsДокумент22 страницыCooling Water Treatment Tender Technical Specificationspsk.pranesh5520Оценок пока нет
- 13-Steam Turbines (Compatibility Mode)Документ50 страниц13-Steam Turbines (Compatibility Mode)Chintan RavalОценок пока нет
- Irjet V2i5185 PDFДокумент8 страницIrjet V2i5185 PDFHassan MahmoodОценок пока нет
- 13-Steam Turbines (Compatibility Mode)Документ50 страниц13-Steam Turbines (Compatibility Mode)Chintan RavalОценок пока нет
- Engg - Ref - Book (Steel Weight Cal.)Документ246 страницEngg - Ref - Book (Steel Weight Cal.)Anonymous Iev5ggSRОценок пока нет
- Calculation Form CombustionДокумент2 страницыCalculation Form CombustionDurjoy ChakrabortyОценок пока нет
- Boiler Tune Auto ReportДокумент28 страницBoiler Tune Auto ReportonspsnonsОценок пока нет
- PrealignmentДокумент38 страницPrealignmentpsk.pranesh5520100% (1)
- Shaft AlignmentДокумент13 страницShaft AlignmentSushant MoundekarОценок пока нет
- Ludeca-A Practical Guide To Shaft Alignment PDFДокумент0 страницLudeca-A Practical Guide To Shaft Alignment PDFDelfinsh100% (1)
- Asset Management Council 1005 Maintenance Execution and Shutdowns Best PracticeДокумент39 страницAsset Management Council 1005 Maintenance Execution and Shutdowns Best Practicepsk.pranesh5520Оценок пока нет
- CII Excellence in Energy Management 2015 - RP-Sanjiv Goenka Group's 118 Year Old Power UtilityДокумент12 страницCII Excellence in Energy Management 2015 - RP-Sanjiv Goenka Group's 118 Year Old Power Utilitypsk.pranesh5520Оценок пока нет
- Basic Deaerator Science RevealedДокумент50 страницBasic Deaerator Science RevealedMan Fenix100% (1)
- Flushing Plan PDFДокумент42 страницыFlushing Plan PDFpsk.pranesh5520Оценок пока нет
- Seal Selection Chart PDFДокумент1 страницаSeal Selection Chart PDFpsk.pranesh5520Оценок пока нет
- Accelerator Technique 06Документ34 страницыAccelerator Technique 06fallo1989Оценок пока нет
- Pumps1 PDFДокумент24 страницыPumps1 PDFpsk.pranesh5520Оценок пока нет
- Equipment CheckДокумент8 страницEquipment Checkpsk.pranesh5520Оценок пока нет
- 2.mechanical SealsДокумент45 страниц2.mechanical Sealspsk.pranesh5520Оценок пока нет
- Seal Selection Chart.Документ1 страницаSeal Selection Chart.psk.pranesh5520Оценок пока нет
- Transportation of ConcreteДокумент12 страницTransportation of Concretesagar devidas khot100% (3)
- Western Power's - Udia-Streetlighting-List PDFДокумент1 страницаWestern Power's - Udia-Streetlighting-List PDFTTaanОценок пока нет
- Daewoo FR 330Документ13 страницDaewoo FR 330Jorge MosqueraОценок пока нет
- Ritter Solar GMBH & Co. KGДокумент30 страницRitter Solar GMBH & Co. KGMagdyОценок пока нет
- BLDG TECH Juson Assignment Lecture 2Документ11 страницBLDG TECH Juson Assignment Lecture 2Ma. Janelle GoОценок пока нет
- Prestressed Concrete Design Lecture NotesДокумент52 страницыPrestressed Concrete Design Lecture NotesChristopher John Natividad100% (1)
- 1.01D21A Post perp-TYPE - II B1 (UC152x152X37) Tob2 (UC203X46)Документ49 страниц1.01D21A Post perp-TYPE - II B1 (UC152x152X37) Tob2 (UC203X46)balaОценок пока нет
- Isocope KROVДокумент4 страницыIsocope KROVEjub ČelikovićОценок пока нет
- NEC 316.10 Ampacity Table For Cable Conductor SizingДокумент1 страницаNEC 316.10 Ampacity Table For Cable Conductor SizingHumayun RazaОценок пока нет
- Sprinkler Head Spacing and Location GuideДокумент7 страницSprinkler Head Spacing and Location GuideWarry SolivenОценок пока нет
- YM Specs and Dimensions L - Certainteed PDFДокумент12 страницYM Specs and Dimensions L - Certainteed PDFedumaster1891Оценок пока нет
- Marine BoilersДокумент16 страницMarine BoilersPawan Beniwal100% (1)
- Is 13935Документ26 страницIs 13935Ashaprava MohantaОценок пока нет
- 21 CR Mo 10Документ2 страницы21 CR Mo 10Avik ChattarjeeОценок пока нет
- Mapping India DEFДокумент74 страницыMapping India DEFAlaina LongОценок пока нет
- Standard dimensions and data for steel and stainless steel pipe sizesДокумент7 страницStandard dimensions and data for steel and stainless steel pipe sizesRSGatesОценок пока нет
- Connection and Fastening Guide: Recommendations For The Construction of Code-Compliant DecksДокумент40 страницConnection and Fastening Guide: Recommendations For The Construction of Code-Compliant DecksbassigwОценок пока нет
- Crushers VSIДокумент12 страницCrushers VSIRAUL PEREZ NEGREIROSОценок пока нет
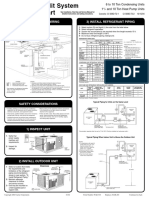
- Commercial Split System Installation Chart: Typical Piping and Wiring 3) Install Refrigerant PipingДокумент2 страницыCommercial Split System Installation Chart: Typical Piping and Wiring 3) Install Refrigerant PipingcarlosorizabaОценок пока нет
- Healthy Homes New ZealandДокумент2 страницыHealthy Homes New ZealandKebin AbadОценок пока нет
- What Is The Column Kicker - Its Formworks, Application and AdvantagesДокумент2 страницыWhat Is The Column Kicker - Its Formworks, Application and AdvantagesNaveen BansalОценок пока нет
- Stainless steel penthouse railing detailsДокумент1 страницаStainless steel penthouse railing detailsRenz ChuaОценок пока нет
- ABIR ProfileДокумент30 страницABIR ProfileMohamad NasserОценок пока нет
- Mill Certification: Other Test ResultsДокумент1 страницаMill Certification: Other Test ResultsAlonso FraireОценок пока нет
- DA220738 Stormwater Design Calculations - (A8387425)Документ7 страницDA220738 Stormwater Design Calculations - (A8387425)umeimasohail.engОценок пока нет
- Catalogue Tylo Sauna RoomsДокумент28 страницCatalogue Tylo Sauna RoomsVictor NguyễnОценок пока нет
- ICS - Group ProfileДокумент60 страницICS - Group ProfileShaikh Abdulsaboor SapruОценок пока нет
- 4190 HPRVДокумент12 страниц4190 HPRVvadivel415Оценок пока нет