Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Interpersonal Relationship of The EmployeesДокумент71 страницаInterpersonal Relationship of The Employeesmitoo8409100% (7)
- Chapter 2Документ23 страницыChapter 2Patrick LenguajeОценок пока нет
- Astm BronsicДокумент21 страницаAstm BronsicIzzy SptОценок пока нет
- 05a - Weldability of Ti, ZR and Ta Alloys (2013)Документ66 страниц05a - Weldability of Ti, ZR and Ta Alloys (2013)Enache DaniОценок пока нет
- 04a - Nickel Alloys (2013)Документ10 страниц04a - Nickel Alloys (2013)Enache DaniОценок пока нет
- 05b - Alluminum Alloys (2013)Документ12 страниц05b - Alluminum Alloys (2013)Enache DaniОценок пока нет
- 05 - SawДокумент15 страниц05 - SawEnache DaniОценок пока нет
- 03 - GtawДокумент20 страниц03 - GtawEnache DaniОценок пока нет
- Worksheet 19Документ2 страницыWorksheet 19etud3cl100% (1)
- EP Course PDFДокумент34 страницыEP Course PDFgentaОценок пока нет
- USAF PAA Addendum Pitch Perfect 3Документ2 страницыUSAF PAA Addendum Pitch Perfect 3SkitОценок пока нет
- AerospaceДокумент88 страницAerospaceKenОценок пока нет
- 900-00012-001 P Efd IcaДокумент32 страницы900-00012-001 P Efd IcaKumaraswamy RSОценок пока нет
- Main Types of Limit Gauges (With Diagram) - MetrologyДокумент9 страницMain Types of Limit Gauges (With Diagram) - Metrologyanil7376Оценок пока нет
- An Analysis of The NREL 5 MW Semisubmersible Wind Turbine Using Data From Morro BayДокумент22 страницыAn Analysis of The NREL 5 MW Semisubmersible Wind Turbine Using Data From Morro BayDantheManОценок пока нет
- Temporary Revision: Aircraft Maintenance ManualДокумент8 страницTemporary Revision: Aircraft Maintenance Manualanon_18148243Оценок пока нет
- Chapter 11 - Projectiles and Circular MotionДокумент56 страницChapter 11 - Projectiles and Circular Motionascd_msvuОценок пока нет
- 1.2 TBMДокумент28 страниц1.2 TBMibnrafeeqОценок пока нет
- Visual Aids For Navigation: Jul 1, 2021 ICAO Annex 14 Training Course 1Документ79 страницVisual Aids For Navigation: Jul 1, 2021 ICAO Annex 14 Training Course 1Mussa ElbarraniОценок пока нет
- Flight Manual AS350B3 Arriel 2B1Документ566 страницFlight Manual AS350B3 Arriel 2B1Нагато Узумаки100% (1)
- Excalibur XM982 WarheadДокумент16 страницExcalibur XM982 WarheadJet VissanuОценок пока нет
- Physics 11 4thДокумент2 страницыPhysics 11 4thArseniojakejr FloresОценок пока нет
- Brazing EnglishДокумент36 страницBrazing EnglishgeorgiosaguОценок пока нет
- Machinery & Industrial Supplies From ChinaДокумент182 страницыMachinery & Industrial Supplies From Chinaoumayer85% (13)
- List of Approved Supplier of AIS 140Документ1 страницаList of Approved Supplier of AIS 140Anjani Kumar TiwariОценок пока нет
- Training Manual CFM56-5B: Fault Detection & AnnunciationДокумент127 страницTraining Manual CFM56-5B: Fault Detection & AnnunciationDorival VenâncioОценок пока нет
- WWW - Unitoperation Fm2Документ6 страницWWW - Unitoperation Fm2mahendra shakyaОценок пока нет
- DA20 BrochureДокумент7 страницDA20 BrochuresandyОценок пока нет
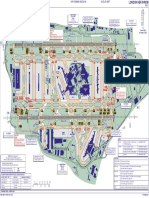
- EGLL - London Heathrow Airport Diagram - Taxi-321412Документ1 страницаEGLL - London Heathrow Airport Diagram - Taxi-321412Adhi SivanОценок пока нет
- 6.4.3. Torsional and Flexural-Torsional Buckling Under Thrust and End MomentsДокумент5 страниц6.4.3. Torsional and Flexural-Torsional Buckling Under Thrust and End MomentspraveennagarajanОценок пока нет
- Car Parking ReportДокумент202 страницыCar Parking ReportIlmtalabОценок пока нет
- If The Flap Wingtip Brakes Are OnДокумент10 страницIf The Flap Wingtip Brakes Are OnGirish SreeneebusОценок пока нет
- Performance Analysis III - Range and Endurance - 2 Topics: Flight Dynamics-I Prof. E.G. Tulapurkara Chapter-7Документ8 страницPerformance Analysis III - Range and Endurance - 2 Topics: Flight Dynamics-I Prof. E.G. Tulapurkara Chapter-7Chegrani AhmedОценок пока нет
- Airport Markings Signs 2015 RfsДокумент40 страницAirport Markings Signs 2015 RfsJawad AhmadОценок пока нет
- Reciprocating Piston Engine Lubrication SystemДокумент39 страницReciprocating Piston Engine Lubrication SystemSolomon MehretОценок пока нет
- Tm214323 Fastener TorqueДокумент36 страницTm214323 Fastener TorquecataiceОценок пока нет