Вам также может понравиться
- Jar of Hearts PDFДокумент2 страницыJar of Hearts PDFTerra JenkinsОценок пока нет
- SONGS2Документ4 страницыSONGS2Christine FactoresОценок пока нет
- Chap 014Документ18 страницChap 014Christine FactoresОценок пока нет
- Pavement Design SupplementДокумент59 страницPavement Design SupplementChristine FactoresОценок пока нет
- Team Building and Teamwork Slideshow (Final)Документ33 страницыTeam Building and Teamwork Slideshow (Final)kajujОценок пока нет
- Chapter 3 - Combining FactorsДокумент18 страницChapter 3 - Combining FactorsBich Lien PhamОценок пока нет
- CH 03Документ83 страницыCH 03Christine FactoresОценок пока нет
- Part-II-Philippines Civil-Service-Professional ReviewerДокумент25 страницPart-II-Philippines Civil-Service-Professional ReviewerJanjake Legaspi50% (4)
- Managing Organizational Change and InnovationДокумент30 страницManaging Organizational Change and InnovationChristine FactoresОценок пока нет
- Entrepreneurial FinanceДокумент10 страницEntrepreneurial FinanceAjathaОценок пока нет
- Glasspowderreplacementforcement 141111080424 Conversion Gate02Документ20 страницGlasspowderreplacementforcement 141111080424 Conversion Gate02Christine FactoresОценок пока нет
- The Cement Factory CaseДокумент1 страницаThe Cement Factory CaseChristine FactoresОценок пока нет
- Portland CementДокумент88 страницPortland CementChristine FactoresОценок пока нет
- Obe PiДокумент9 страницObe PiChristine FactoresОценок пока нет
- CV301 Mod 2 Blending of AggregatesДокумент20 страницCV301 Mod 2 Blending of AggregatesChristine FactoresОценок пока нет
- Business Responsibilities and Society SДокумент7 страницBusiness Responsibilities and Society SChristine FactoresОценок пока нет
- Ch5 Human Resource Planning and Recuitment1Документ10 страницCh5 Human Resource Planning and Recuitment1Christine FactoresОценок пока нет
- Jar of Hearts PDFДокумент2 страницыJar of Hearts PDFChristine FactoresОценок пока нет
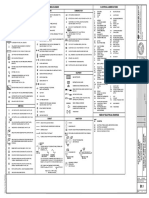
- Electrical Symbol PDFДокумент4 страницыElectrical Symbol PDFChristine FactoresОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Manual de Chrysler Pacifica 2007 en EspanolДокумент2 страницыManual de Chrysler Pacifica 2007 en EspanolAnonymous Y0n6RKas0% (1)
- Jenis-Jenis Profesi ITДокумент1 страницаJenis-Jenis Profesi ITAriSutaОценок пока нет
- Binary TreesДокумент7 страницBinary TreesAkshay PatelОценок пока нет
- Keywords: Non-Technical Issues, Software DesignДокумент6 страницKeywords: Non-Technical Issues, Software Designkapoorshahid47Оценок пока нет
- Architecture of 8086Документ28 страницArchitecture of 8086Basheer V.PОценок пока нет
- C C++Документ9 страницC C++indumathi02085256Оценок пока нет
- Telecom GlossaryДокумент206 страницTelecom GlossaryAshish Mohapatra0% (1)
- How To Generate The INIT File For DFUДокумент5 страницHow To Generate The INIT File For DFU鲁田Оценок пока нет
- The Engineering Design Revolution - CAD History - 13 IBM, Lockheed and DassaultДокумент44 страницыThe Engineering Design Revolution - CAD History - 13 IBM, Lockheed and DassaultphamduyprojectОценок пока нет
- Experience Summary: Naveen Kumar. KДокумент3 страницыExperience Summary: Naveen Kumar. Knavin_naniОценок пока нет
- Name: Jayson P. Manuales Section: EC 1-2 Subject/Schedule: Object Oriented Programming/ MW 4:00 - 7:00 PM I. Problem With SolutionДокумент10 страницName: Jayson P. Manuales Section: EC 1-2 Subject/Schedule: Object Oriented Programming/ MW 4:00 - 7:00 PM I. Problem With SolutionBrael Christian Rulona SuarezОценок пока нет
- MATH 1300 Limit Worksheet 1/23/15Документ3 страницыMATH 1300 Limit Worksheet 1/23/15Kiesha AltheaОценок пока нет
- Or QB AutoДокумент17 страницOr QB AutorrathoreОценок пока нет
- Lecture 25 DCN Mac Frame FormatДокумент31 страницаLecture 25 DCN Mac Frame FormatMisty HaruyukiОценок пока нет
- Akima InterpolationДокумент14 страницAkima Interpolationmarcosipa70% (1)
- XenServer 6.0 XE Command Reference 1.1Документ1 страницаXenServer 6.0 XE Command Reference 1.1Scott GeorgeОценок пока нет
- Data Structures and AlgorithmsДокумент12 страницData Structures and AlgorithmsJorge Leandro50% (2)
- Accessing Files and DirectoriesДокумент27 страницAccessing Files and Directoriesraymart_omampoОценок пока нет
- Difference Between Explain Plan and Autotrace: %cpu TimeДокумент2 страницыDifference Between Explain Plan and Autotrace: %cpu TimeDiwakar Reddy SОценок пока нет
- BuildingSMART IFC4 What Is NewДокумент25 страницBuildingSMART IFC4 What Is Newlaurenssen0% (1)
- Soft Computing and Signal Processing: Jiacun Wang G. Ram Mohana Reddy V. Kamakshi Prasad V. Sivakumar Reddy EditorsДокумент765 страницSoft Computing and Signal Processing: Jiacun Wang G. Ram Mohana Reddy V. Kamakshi Prasad V. Sivakumar Reddy Editorsopenaloza9150Оценок пока нет
- B.ing Application LettersДокумент4 страницыB.ing Application LettersSarah AuliaОценок пока нет
- 4 2 2Документ403 страницы4 2 2joОценок пока нет
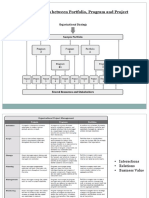
- Program ManagementДокумент11 страницProgram Managementsharath100% (2)
- TCP and UDP Small Servers PDFДокумент2 страницыTCP and UDP Small Servers PDFSalman AlfarisiОценок пока нет
- Introduction To ScilabДокумент68 страницIntroduction To Scilabverticalspin104Оценок пока нет
- DSA Lab ManualДокумент13 страницDSA Lab ManualMuhammad AhsanОценок пока нет
- BRF+ in S4 HANA PDFДокумент23 страницыBRF+ in S4 HANA PDFambujbajpai1100% (1)
- SQL Server Service BrokerДокумент54 страницыSQL Server Service BrokerraajkmcaОценок пока нет
- MonitoringДокумент8 страницMonitoringsid_srmsОценок пока нет