Вам также может понравиться
- Statistical Process Control (SPC)Документ52 страницыStatistical Process Control (SPC)starchess22Оценок пока нет
- CPK TrainingДокумент147 страницCPK TrainingRefОценок пока нет
- 2019 Sec 4 Pure Chemistry SA2 Anderson SecondaryДокумент65 страниц2019 Sec 4 Pure Chemistry SA2 Anderson SecondaryChloe Tang KYОценок пока нет
- Statistical Quality Control (SQC) FinalДокумент47 страницStatistical Quality Control (SQC) FinalSagar DhageОценок пока нет
- Quality ControlДокумент20 страницQuality ControlDeepak Kumar Arya50% (2)
- Statistic ProcessДокумент39 страницStatistic ProcessxredjokerxОценок пока нет
- Cost of QualityДокумент30 страницCost of QualityRana Hassan67% (6)
- Statistical Quality ControlДокумент18 страницStatistical Quality ControlRahul Itankar100% (1)
- ASQ Changes To 9001-2015Документ19 страницASQ Changes To 9001-2015Mustafa AnisОценок пока нет
- Total Quality Management In: The New CenturyДокумент29 страницTotal Quality Management In: The New CenturyAzwin ZulkufliОценок пока нет
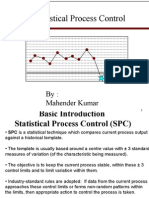
- Statistical Process ControlДокумент77 страницStatistical Process ControlMahender KumarОценок пока нет
- Quality Circle PresentationДокумент19 страницQuality Circle Presentationpkrana87100% (1)
- SPC TrainingДокумент80 страницSPC TrainingRubelio JaimesОценок пока нет
- Process-Oriented Quality Management: Ajith Premachandran Jerry James Suraj Murali Arun RishikeshДокумент40 страницProcess-Oriented Quality Management: Ajith Premachandran Jerry James Suraj Murali Arun RishikeshAjith PremachandranОценок пока нет
- Statistical Quality ControlДокумент6 страницStatistical Quality Controlhridi147Оценок пока нет
- Statistical Quality Control SPCДокумент10 страницStatistical Quality Control SPCAnkush AhirraoОценок пока нет
- Quality Control and AssuranceДокумент117 страницQuality Control and AssuranceSanjana Ganesh100% (14)
- Statistical Process Quality Control ChartsДокумент46 страницStatistical Process Quality Control ChartsRavi Kumar G100% (3)
- MSA WebinarДокумент104 страницыMSA WebinarSudhagarОценок пока нет
- Cost of QualityДокумент15 страницCost of QualityUtkarsh Mittal100% (1)
- Sampling PlanДокумент11 страницSampling PlanARIFОценок пока нет
- 7QC ToolsДокумент36 страниц7QC Toolssweety1188100% (1)
- 7 QC ToolsДокумент127 страниц7 QC Toolssathyabalaraman100% (2)
- Supplier Quality ManagerДокумент7 страницSupplier Quality ManagersaravanakumarpalaniОценок пока нет
- Control Charts: Sample NumberДокумент103 страницыControl Charts: Sample Numbermuneerpp100% (5)
- Statistical Process ControlДокумент66 страницStatistical Process Controlanshuldce50% (2)
- Basic Statistical Process ControlДокумент30 страницBasic Statistical Process ControlStephen DeasОценок пока нет
- Quality Costs PDFДокумент9 страницQuality Costs PDFYvonne Barton100% (1)
- QMS ISO 9001 2008 OverviewДокумент16 страницQMS ISO 9001 2008 Overviewvipul_gupta1835100% (1)
- Design of Experiments: A 360 Development ApproachДокумент24 страницыDesign of Experiments: A 360 Development ApproachAbhijit More100% (1)
- Msa Measurement Systems Analysis 1233772012646511 3Документ45 страницMsa Measurement Systems Analysis 1233772012646511 3Pradeep100% (1)
- Quality Management System Iso 9001 ManualДокумент59 страницQuality Management System Iso 9001 Manualnandan kumar Sah100% (3)
- 7 QC Tools PresentationДокумент114 страниц7 QC Tools PresentationSivaОценок пока нет
- Six SigmaДокумент28 страницSix SigmaM.Ali HassanОценок пока нет
- 2.3.4 Variable and Attribute MSA PDFДокумент0 страниц2.3.4 Variable and Attribute MSA PDFAlpha SamadОценок пока нет
- Acceptance Sampling: Online TutorialДокумент7 страницAcceptance Sampling: Online TutorialSevinc TunaОценок пока нет
- Lecture 6-Quality Function DeploymentДокумент32 страницыLecture 6-Quality Function Deploymentjatinag990100% (1)
- SPC PresentationДокумент45 страницSPC Presentationdanaka007Оценок пока нет
- Msa PDFДокумент111 страницMsa PDFClaudiu NicolaeОценок пока нет
- 7 QC ToolsДокумент152 страницы7 QC Toolstony s100% (1)
- Quality Control and Acceptance SamplingДокумент15 страницQuality Control and Acceptance SamplingMark Ortiz Luis OllerОценок пока нет
- Project Quality Management: - Quality Assurance Plan in Road ConstructionДокумент30 страницProject Quality Management: - Quality Assurance Plan in Road Constructionसुजन कार्कीОценок пока нет
- 7 QC ToolsДокумент87 страниц7 QC ToolsVinay JoshiОценок пока нет
- 7qc Tools TestДокумент154 страницы7qc Tools TestKAMAL BEHL71% (7)
- Control ChartДокумент59 страницControl ChartMAHESHОценок пока нет
- Attribute MSA TrainingДокумент21 страницаAttribute MSA TrainingDisha ShahОценок пока нет
- SPC PresentationДокумент116 страницSPC Presentationmatsuka79Оценок пока нет
- EAuditing The Future of Qms Auditing ASQ Webcast PresentationДокумент31 страницаEAuditing The Future of Qms Auditing ASQ Webcast PresentationChong CongОценок пока нет
- DOEpptДокумент16 страницDOEpptJeevanantham KannanОценок пока нет
- Quality in ManufacturingДокумент3 страницыQuality in ManufacturingMahendar SdОценок пока нет
- TQM & QCC Handbook Vol-2Документ132 страницыTQM & QCC Handbook Vol-2xavear100% (42)
- TQMДокумент46 страницTQMjillmehta14Оценок пока нет
- Quality CostДокумент21 страницаQuality Costankitd7777Оценок пока нет
- Statistics For Business and Economics: Bab 20Документ43 страницыStatistics For Business and Economics: Bab 20balo100% (1)
- Six SigmaДокумент73 страницыSix Sigmasiva shankarОценок пока нет
- Statistical Quality Control: by 4Th Edition © Wiley 2010 Powerpoint Presentation by R.B. Clough - Unh M. E. Henrie - UaaДокумент40 страницStatistical Quality Control: by 4Th Edition © Wiley 2010 Powerpoint Presentation by R.B. Clough - Unh M. E. Henrie - UaaInderpreet SinghОценок пока нет
- Technical Note 8: Process Capability and Statistical Quality ControlДокумент46 страницTechnical Note 8: Process Capability and Statistical Quality ControlVipin NairОценок пока нет
- Statistical Quality Control (S.Q.C.) Presented By-: Nikhil Garg ROLL NO-0129626Документ38 страницStatistical Quality Control (S.Q.C.) Presented By-: Nikhil Garg ROLL NO-0129626jolaakОценок пока нет
- Statistical Quality ControlДокумент13 страницStatistical Quality ControlsekelanilunguОценок пока нет
- Chapter 6 - Group 5Документ96 страницChapter 6 - Group 5Hà TrangОценок пока нет
- Rohaizat JMCWM10.1007 - s10163 017 0672 7Документ10 страницRohaizat JMCWM10.1007 - s10163 017 0672 7Hadi Iz'aanОценок пока нет
- Lasal: Laser Cutting SolutionsДокумент4 страницыLasal: Laser Cutting SolutionsGeorge ZiovasОценок пока нет
- CP-533E / CS-533E Vibratory Compactor Hydraulic System: Lines GP - PropelДокумент2 страницыCP-533E / CS-533E Vibratory Compactor Hydraulic System: Lines GP - PropelMayumi Lizarme BuezoОценок пока нет
- Rules of MixtureДокумент37 страницRules of MixtureRahmaF.PuspitaОценок пока нет
- Alkane and AlkeneДокумент40 страницAlkane and AlkenePawankumar Gupta91% (11)
- UPSC Maths Syllabus PAPERДокумент3 страницыUPSC Maths Syllabus PAPERNooman ShaikhОценок пока нет
- Curves ExДокумент23 страницыCurves ExSuciu FlorinОценок пока нет
- Cooling Water Sump Model Studies Through CFD AnalysisДокумент6 страницCooling Water Sump Model Studies Through CFD AnalysisvijayasarathiОценок пока нет
- Soil Mechanics: Triaxial Stress Measurement Test (Uu-Cu-Cd Tests)Документ3 страницыSoil Mechanics: Triaxial Stress Measurement Test (Uu-Cu-Cd Tests)Opu DebnathОценок пока нет
- The Law of CosinesДокумент12 страницThe Law of CosinesLei Xennia YtingОценок пока нет
- Chapter 1-Thermodynamic-Merged-CompressedДокумент60 страницChapter 1-Thermodynamic-Merged-CompressedAina SyafiqahОценок пока нет
- Digital Clock ThesisДокумент7 страницDigital Clock Thesisjenniferjonessaintpetersburg100% (1)
- Nitrosyl Complexes of RutheniumДокумент26 страницNitrosyl Complexes of RutheniumBenjamín Marc Ridgway de SassouОценок пока нет
- Time ResponseДокумент105 страницTime ResponseFrogie HuniebieОценок пока нет
- Flight Control SurfacesДокумент28 страницFlight Control Surfacesjan paul de leonОценок пока нет
- An Introduction To Computer ArchitectureДокумент59 страницAn Introduction To Computer Architecturekhaled mahmudОценок пока нет
- Manual Masina IndesitДокумент72 страницыManual Masina Indesitdangb84roОценок пока нет
- Data Communication: By:Eng - Alaa I.HaniyДокумент8 страницData Communication: By:Eng - Alaa I.Haniypömo cОценок пока нет
- DS350 Tadano Faun 1368Документ61 страницаDS350 Tadano Faun 1368Mohamed Harb100% (2)
- Grade 7 MathДокумент3 страницыGrade 7 MathMarie Antonette SandiegoОценок пока нет
- Physics Practice Worksheet 0625Документ6 страницPhysics Practice Worksheet 0625emmanuelОценок пока нет
- Tutorial Summary: 3D Example: Magneto Thermal ApplicationДокумент3 страницыTutorial Summary: 3D Example: Magneto Thermal ApplicationAndrewОценок пока нет
- Sabp Z 086Документ20 страницSabp Z 086liОценок пока нет
- 6 0LDies PDFДокумент101 страница6 0LDies PDFscodavnx100% (1)
- 9702 w22 QP 36 PDFДокумент16 страниц9702 w22 QP 36 PDFsangdeepОценок пока нет
- Game of SultansДокумент268 страницGame of Sultansmnz gmz100% (1)
- Qap For Steam TurbineДокумент3 страницыQap For Steam TurbinedgmprabhakarОценок пока нет
- Norma JIC 37Документ36 страницNorma JIC 37guguimirandaОценок пока нет
- The Chemistry Maths Book: Erich SteinerДокумент16 страницThe Chemistry Maths Book: Erich SteinerDewi MariyamОценок пока нет