Вам также может понравиться
- 6-2 Machining Processes IДокумент44 страницы6-2 Machining Processes IOmar Ahmed100% (1)
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.От EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.Оценок пока нет
- ME208 - Machine ToolsДокумент85 страницME208 - Machine ToolsVipul Mahajan100% (1)
- Precision Honing Supplies: Above and Beyond HoningДокумент203 страницыPrecision Honing Supplies: Above and Beyond Honingnik stavroginОценок пока нет
- Lathe Machine Part 3 OperationandComputationДокумент42 страницыLathe Machine Part 3 OperationandComputationMark AlderiteОценок пока нет
- Machining ProcessesДокумент44 страницыMachining Processesregassa rajiОценок пока нет
- Machining Processes - I MT 164: LatheДокумент45 страницMachining Processes - I MT 164: LatheMusab LatifОценок пока нет
- Clock Spring Pipe Repair System PDFДокумент2 страницыClock Spring Pipe Repair System PDFNeo_1982Оценок пока нет
- Aircraft Material & Production - MANUALДокумент45 страницAircraft Material & Production - MANUALKV Yashwanth100% (1)
- Ch23 Machining Processes Turning and Hole Making2Документ71 страницаCh23 Machining Processes Turning and Hole Making2GAJANAN M NAIK100% (1)
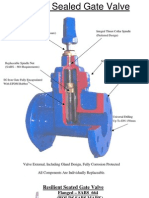
- Resilient Sealed Gate Valve: Leadership in Product DesignsДокумент2 страницыResilient Sealed Gate Valve: Leadership in Product DesignspeetholОценок пока нет
- Machining Process - I: Lathe Machine Operations and CalculationДокумент40 страницMachining Process - I: Lathe Machine Operations and CalculationNajshhsОценок пока нет
- Wood Veneer & Alternative Wood Finishing MaterialДокумент23 страницыWood Veneer & Alternative Wood Finishing MaterialArch JiyaОценок пока нет
- Material Science Objective QuestionsДокумент44 страницыMaterial Science Objective Questionspurushothamkr82% (45)
- Astm, Sae and Iso Grade Markings and Mechanical Properties For Steel FastenersДокумент6 страницAstm, Sae and Iso Grade Markings and Mechanical Properties For Steel FastenershoannhuОценок пока нет
- LatheДокумент74 страницыLatheChandrakantha K100% (1)
- CA6NMДокумент2 страницыCA6NMjoene3Оценок пока нет
- WPS - 0601 00112 01 PDFДокумент1 страницаWPS - 0601 00112 01 PDFAnonymous zzMwR2aNОценок пока нет
- Metal WorksДокумент16 страницMetal WorksMAXINE DELA ROSAОценок пока нет
- Size PressДокумент2 страницыSize Presstsvmpm1765Оценок пока нет
- Turning Operations Turning OperationsДокумент74 страницыTurning Operations Turning OperationsNick ZemuraОценок пока нет
- Mother of Machine Tools ": Cylindrical and Flat SurfacesДокумент28 страницMother of Machine Tools ": Cylindrical and Flat SurfacesRamu KakaОценок пока нет
- 5 LatheДокумент74 страницы5 LatheadelaonОценок пока нет
- Turning Operations: LatheДокумент74 страницыTurning Operations: LatheDinesh MuralitharanОценок пока нет
- Lathe - PPT 0Документ74 страницыLathe - PPT 0AcidoMexОценок пока нет
- Machine Tools and MachiningДокумент64 страницыMachine Tools and MachiningEngr MallariОценок пока нет
- Experiment 1: Aim: Study and Practice of Orthogonal & Oblique Cutting On A Lathe. Apparatus: Lathe Machine TheoryДокумент20 страницExperiment 1: Aim: Study and Practice of Orthogonal & Oblique Cutting On A Lathe. Apparatus: Lathe Machine Theorykapil.scribdОценок пока нет
- Turning, Taper Turning Contour Turning: by SibghatullahДокумент16 страницTurning, Taper Turning Contour Turning: by SibghatullahM.FakharОценок пока нет
- FMEPTTP Teja 24Документ5 страницFMEPTTP Teja 24Teja pОценок пока нет
- Hobbing Machines LC 80-180Документ8 страницHobbing Machines LC 80-180Abdisalaam mohamudОценок пока нет
- Lathe OperationsДокумент7 страницLathe OperationsAnand Balaji0% (1)
- Types of Operation: Facing OperationДокумент9 страницTypes of Operation: Facing OperationSai KiranОценок пока нет
- 4 Metal Cutting PDFДокумент42 страницы4 Metal Cutting PDFaviraj2006Оценок пока нет
- Ch23 Machining Processes Turning and Hole Making2Документ72 страницыCh23 Machining Processes Turning and Hole Making2Muhammad YusufОценок пока нет
- Addis Ababa Science and Technology University College of Electrical and Mechanical Engineering Department of Electromechanical EngineeringДокумент52 страницыAddis Ababa Science and Technology University College of Electrical and Mechanical Engineering Department of Electromechanical EngineeringrrhoshackОценок пока нет
- Turning: ATMH1283 CNC and Workshop Technology Machining Operation Calculation (Turning)Документ4 страницыTurning: ATMH1283 CNC and Workshop Technology Machining Operation Calculation (Turning)Shan PinОценок пока нет
- Manufacturing Process-Ii: Lab Manual 8Документ11 страницManufacturing Process-Ii: Lab Manual 8Abdul Rehman FaisalОценок пока нет
- Class8 & 9Документ6 страницClass8 & 9KIRAN P ABRAHAMОценок пока нет
- Experiment 1: Aim: Study and Practice of Orthogonal & Oblique Cutting On A Lathe. Apparatus: Lathe Machine TheoryДокумент20 страницExperiment 1: Aim: Study and Practice of Orthogonal & Oblique Cutting On A Lathe. Apparatus: Lathe Machine TheoryMuhammad ShahryabОценок пока нет
- Cut-Off Wheels For Stationary Applications: CatalogueДокумент20 страницCut-Off Wheels For Stationary Applications: CatalogueСтоян МитевОценок пока нет
- Design and Fabrication of Two Way Padel Operated Hacksaw MachineДокумент3 страницыDesign and Fabrication of Two Way Padel Operated Hacksaw MachineJayavarapuruchitha JayavarapuruchithaОценок пока нет
- Lathe 150826222523 Lva1 App6892Документ75 страницLathe 150826222523 Lva1 App6892jbcОценок пока нет
- Surendra Yadav SirДокумент27 страницSurendra Yadav SirNikhil Sai KammaОценок пока нет
- Material Manufacturing Lecture 01Документ20 страницMaterial Manufacturing Lecture 01t75zswxgwfОценок пока нет
- Lathe MachineДокумент91 страницаLathe MachineHrithik LakhaniОценок пока нет
- AN00226-Rotary Cutter Rev D ENДокумент9 страницAN00226-Rotary Cutter Rev D ENAdi FirmansyahОценок пока нет
- 04) Manufacturing Processes 1 PDFДокумент63 страницы04) Manufacturing Processes 1 PDFCharish ManimtimОценок пока нет
- Module-2 Machining Process: Lesson ContentsДокумент20 страницModule-2 Machining Process: Lesson ContentsYashas KattemaneОценок пока нет
- Presentation On Lathe and Shaper MachineДокумент13 страницPresentation On Lathe and Shaper Machinemukul anand jhaОценок пока нет
- Experiment 1: Aim: Study and Practice of Orthogonal & Oblique Cutting On A LatheДокумент18 страницExperiment 1: Aim: Study and Practice of Orthogonal & Oblique Cutting On A Latheمالك بلصОценок пока нет
- Chapter Two PDFДокумент70 страницChapter Two PDFberhaneОценок пока нет
- Lathe OperationsДокумент35 страницLathe Operationsdvshadow0004Оценок пока нет
- LatheДокумент55 страницLatheYuvraaj SinghОценок пока нет
- اسايمنتДокумент11 страницاسايمنتalittihadclub1918Оценок пока нет
- Shaping, and Planning: Lecture No. 11Документ41 страницаShaping, and Planning: Lecture No. 11Muhammad IrfanОценок пока нет
- L4.2-Process Parameters and Machining TimeДокумент68 страницL4.2-Process Parameters and Machining TimehayliyesusОценок пока нет
- Lathe Machine OperationДокумент13 страницLathe Machine OperationRizuanul Arefin EmonОценок пока нет
- Lathe Helping SidesДокумент27 страницLathe Helping Sidest75zswxgwfОценок пока нет
- Machining Operations & Parameters: TurningДокумент58 страницMachining Operations & Parameters: Turningomar salahОценок пока нет
- ME8462-Manufacturing Technology Lab-II 2017 RegulationДокумент46 страницME8462-Manufacturing Technology Lab-II 2017 RegulationVadivel .RОценок пока нет
- Design and Fabrication PDFДокумент3 страницыDesign and Fabrication PDFSuresh IndiaОценок пока нет
- Knowledge of Conventional Techniques & CNCДокумент27 страницKnowledge of Conventional Techniques & CNCTool Room CIPET GHYОценок пока нет
- QB114433Документ12 страницQB114433Saravanan ShriОценок пока нет
- ManufProc2 1MaterialRemovalДокумент48 страницManufProc2 1MaterialRemovalJeff HardyОценок пока нет
- CH-5.6 Lathe OperationДокумент11 страницCH-5.6 Lathe OperationBARUN BIKASH DEОценок пока нет
- Machining Operations: Turning Operations Dr. Dalia NabilДокумент46 страницMachining Operations: Turning Operations Dr. Dalia NabilMr makladОценок пока нет
- Experiment No.1 PDFДокумент7 страницExperiment No.1 PDFGest Account 08Оценок пока нет
- Ypdf PDFДокумент8 страницYpdf PDFMR SASAОценок пока нет
- Mechanical Work Shop Lab ReportДокумент9 страницMechanical Work Shop Lab ReportOG HackОценок пока нет
- Micro Turn-Milling MachineДокумент6 страницMicro Turn-Milling MachineAfdhal RizkyОценок пока нет
- Theory of Metal Cutting: Department of Automobile Engineering Unit 1Документ122 страницыTheory of Metal Cutting: Department of Automobile Engineering Unit 1Mahesh B R MysoreОценок пока нет
- Engineering Economics AssignmentДокумент1 страницаEngineering Economics AssignmentMahesh B R MysoreОценок пока нет
- Department of Automobile Engineering Internal Assessment Test - IIДокумент2 страницыDepartment of Automobile Engineering Internal Assessment Test - IIMahesh B R MysoreОценок пока нет
- Criteria 3: 2017 Output Batch Subject Name & CodeДокумент1 страницаCriteria 3: 2017 Output Batch Subject Name & CodeMahesh B R MysoreОценок пока нет
- English Language Quantitative Aptitude Reasoning Ability.: Sr. No. Important Event DatesДокумент2 страницыEnglish Language Quantitative Aptitude Reasoning Ability.: Sr. No. Important Event DatesMahesh B R MysoreОценок пока нет
- Fluid MechanicsДокумент2 страницыFluid MechanicsMahesh B R MysoreОценок пока нет
- Foundry &forging Viva 3&4th Sem VtuДокумент11 страницFoundry &forging Viva 3&4th Sem VtuMahesh B R Mysore100% (11)
- Six Stroke Engine Constructional DetailsДокумент35 страницSix Stroke Engine Constructional DetailsHarikrishnanОценок пока нет
- RM01 - 23 Case Study Friction Stir WeldingДокумент49 страницRM01 - 23 Case Study Friction Stir WeldingAnonymous cgcKzFtXОценок пока нет
- Boeing 747 Engine Research DR KanasaДокумент5 страницBoeing 747 Engine Research DR Kanasaapi-435184538Оценок пока нет
- 3M-Catálogo - Aerospace Surface Protection SolutionsДокумент15 страниц3M-Catálogo - Aerospace Surface Protection SolutionsAnonymous mq0U43UsPОценок пока нет
- General Tools CatalogДокумент36 страницGeneral Tools CatalogAfdanil IswandiОценок пока нет
- AirPol Venturi Scrubber BrochureДокумент8 страницAirPol Venturi Scrubber Brochurejosedalceggio1955Оценок пока нет
- Atlas Product Reference Manual 2010 PDFДокумент158 страницAtlas Product Reference Manual 2010 PDFwaynectwОценок пока нет
- Supervisory SwitchДокумент1 страницаSupervisory SwitchAwais MumtazОценок пока нет
- Depressed Center GWДокумент2 страницыDepressed Center GWherysyam1980Оценок пока нет
- Pt3-Properties of Paper Paperboard PackagingДокумент36 страницPt3-Properties of Paper Paperboard PackaginglulalalaОценок пока нет
- II 1/2G Ex DB IIC T4 Ga/Gb: Internally/externally EPL Internally/externallyДокумент2 страницыII 1/2G Ex DB IIC T4 Ga/Gb: Internally/externally EPL Internally/externallyDhananjay BhaldandОценок пока нет
- Company Profile-ILYCHДокумент2 страницыCompany Profile-ILYCHrashid isaarОценок пока нет
- Experiment 6: Recrystallization and Melting PointsДокумент2 страницыExperiment 6: Recrystallization and Melting PointsTravis MichaelОценок пока нет
- List of Dealers For The Abrasive PapersДокумент5 страницList of Dealers For The Abrasive Paperserprabhatranjan100% (4)
- CINKARNA Tehnicne - Informacijegraficni - Preparatiang10 PDFДокумент11 страницCINKARNA Tehnicne - Informacijegraficni - Preparatiang10 PDFStevoОценок пока нет
- Destacador - Ejetor Misumi PJHДокумент1 страницаDestacador - Ejetor Misumi PJHMarcus ViniciusОценок пока нет
- Iso 683 1 2012Документ13 страницIso 683 1 2012Haluk TOKGÖZОценок пока нет
- CaseHard AISI8620Документ2 страницыCaseHard AISI8620Anonymous B3I6zYNhqdОценок пока нет
- IFAS MediaДокумент2 страницыIFAS MediaagusrahayuОценок пока нет
- Ak-90le SuezДокумент1 страницаAk-90le Suezinversiones del peruОценок пока нет
- Review Dokumen PG. RendengДокумент10 страницReview Dokumen PG. RendengFarhan PutraОценок пока нет
- Nigel Faranando EMR2102 Assignment 2Документ7 страницNigel Faranando EMR2102 Assignment 2Isaiah MakurunjeОценок пока нет