Вам также может понравиться
- Welding Process and TechnologyДокумент63 страницыWelding Process and TechnologySuresh KumarОценок пока нет
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonОт EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonОценок пока нет
- En 19Документ1 страницаEn 19Parvee K Nakwal100% (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelОт EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelОценок пока нет
- En 08 Mild Steel and Alloy Steels PropertiesДокумент2 страницыEn 08 Mild Steel and Alloy Steels PropertiesSamratОценок пока нет
- Assembly Drawings Balloons Parts ListsДокумент23 страницыAssembly Drawings Balloons Parts ListsJonoyJetticsZêrcõnSmithОценок пока нет
- MACHINING ECONOMICS AND PRODUCT DESIGNДокумент38 страницMACHINING ECONOMICS AND PRODUCT DESIGNThiran Boy LingamОценок пока нет
- Introduction to SS Welding and Tig Welding TechniquesДокумент41 страницаIntroduction to SS Welding and Tig Welding TechniquesaravindanОценок пока нет
- VEC MT1 Question Bank Manufacturing ProcessesДокумент10 страницVEC MT1 Question Bank Manufacturing ProcessesElumalai Pc100% (1)
- MD Design ConsiderationДокумент18 страницMD Design ConsiderationjhpatelОценок пока нет
- Lathe & Drilling Speed, Feed and Depth of CutДокумент4 страницыLathe & Drilling Speed, Feed and Depth of CutShashank SinghОценок пока нет
- Materials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985От EverandMaterials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985J. V. BeeОценок пока нет
- PCD Wire Edm Technology PDFДокумент6 страницPCD Wire Edm Technology PDFyorf1989Оценок пока нет
- Welding Processes and TechniqueДокумент49 страницWelding Processes and TechniqueRanendraОценок пока нет
- Everything You Need to Know About Limits, Fits and TolerancesДокумент22 страницыEverything You Need to Know About Limits, Fits and TolerancesAbhay Sharma100% (1)
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Документ7 страниц(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellОценок пока нет
- Engineering Drawings - ThayerДокумент39 страницEngineering Drawings - Thayermaran.suguОценок пока нет
- Ch31 Solid-State WeldingДокумент28 страницCh31 Solid-State WeldingNaveen KumarОценок пока нет
- WeldingДокумент19 страницWeldingAlexander Muñoz SánchezОценок пока нет
- Resistance WeldingДокумент19 страницResistance WeldingJustin McClendon100% (1)
- Metal Cutting Theory and MechanismДокумент75 страницMetal Cutting Theory and Mechanismnishantdubey1183Оценок пока нет
- E BookДокумент287 страницE BookNithin SubrmaniiОценок пока нет
- Welding Complete PPT With QuestionДокумент50 страницWelding Complete PPT With QuestionKBSMANITОценок пока нет
- Introduction To Reverse Engineering: October 2007Документ10 страницIntroduction To Reverse Engineering: October 2007Sudeep Kumar Singh100% (1)
- The Iron Puddler My life in the rolling mills and what came of itОт EverandThe Iron Puddler My life in the rolling mills and what came of itОценок пока нет
- Solid State Welding ProcessДокумент17 страницSolid State Welding ProcessRathnakrajaОценок пока нет
- Physics of WeldingДокумент8 страницPhysics of WeldingAbu SaadОценок пока нет
- Heat TreatmentДокумент24 страницыHeat TreatmentOlanrewaju Slyman Damilola100% (1)
- 2 2 Ultrasonic Welding PDFДокумент43 страницы2 2 Ultrasonic Welding PDFErick Venegas HerreraОценок пока нет
- 06 GearsДокумент22 страницы06 GearsTeaching ClubОценок пока нет
- Machining Process - I: Lathe Machine Operations and CalculationДокумент40 страницMachining Process - I: Lathe Machine Operations and CalculationNajshhsОценок пока нет
- Laser Beam Welding GuideДокумент7 страницLaser Beam Welding GuideBhargav Srinivas KolliОценок пока нет
- HHP.fflo~.f..tpoo/'W S'06: 1 FN:AN201lAD301(1401Документ14 страницHHP.fflo~.f..tpoo/'W S'06: 1 FN:AN201lAD301(1401Bipin BabuОценок пока нет
- Gas Tungsten Arc Welding ProcessДокумент9 страницGas Tungsten Arc Welding ProcessJacques Sau100% (1)
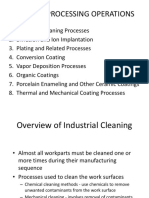
- Surface Finishing OperationsДокумент88 страницSurface Finishing OperationsKodeboyina Chandramohan100% (1)
- FMP 221 Lecture 10 and 11Документ44 страницыFMP 221 Lecture 10 and 11SarojKumarSinghОценок пока нет
- On Plasma Arc WeldingДокумент12 страницOn Plasma Arc WeldingSandeep MauryaОценок пока нет
- Welding Lecture 5 Solid State Welding Processes ( - )Документ20 страницWelding Lecture 5 Solid State Welding Processes ( - )Adel AbdelmaboudОценок пока нет
- Turning Parameters ExplainedДокумент29 страницTurning Parameters ExplainedMuhammad IrfanОценок пока нет
- New Cutting ToolsДокумент102 страницыNew Cutting ToolsUmasankar IyerОценок пока нет
- Define PatternДокумент6 страницDefine PatternaadhanОценок пока нет
- Welding of Tool SteelДокумент15 страницWelding of Tool SteelRonaldo JuniorОценок пока нет
- Welding Electrodes Types and Application Procedures Welding DefectsДокумент77 страницWelding Electrodes Types and Application Procedures Welding DefectsmkpqОценок пока нет
- Tolerances As Per en 12493Документ5 страницTolerances As Per en 12493prasad raikarОценок пока нет
- Welding Journal PDFДокумент7 страницWelding Journal PDFraisalfiansyahОценок пока нет
- Joining of Plastics and CeramicsДокумент73 страницыJoining of Plastics and Ceramicsrohit mathankerОценок пока нет
- Report On Heat Treatment of Plain Carbon Steel Kuet MeДокумент11 страницReport On Heat Treatment of Plain Carbon Steel Kuet MeAhmed JishanОценок пока нет
- Lab Manual WeldingДокумент83 страницыLab Manual Weldingknizam1971Оценок пока нет
- Welding PDFДокумент6 страницWelding PDFNavneet ChaubeyОценок пока нет
- Theory of AlloysДокумент42 страницыTheory of Alloyskeval patel100% (1)
- Multiple Choice 6 Welding ConsumablesДокумент8 страницMultiple Choice 6 Welding ConsumablesChandra Mohan0% (1)
- MIG Welding Guide for Welding Mild SteelДокумент9 страницMIG Welding Guide for Welding Mild SteelIsaiahОценок пока нет
- VEC QUESTION BANK ON WELDING TECHNOLOGYДокумент7 страницVEC QUESTION BANK ON WELDING TECHNOLOGYMURUGAN100% (1)
- Automation in Sheet Metal Tig Welding Process: A Case StudyДокумент6 страницAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupОценок пока нет
- Surface Plate InspectionsДокумент62 страницыSurface Plate InspectionsTirth Parmar0% (1)
- Welding Processes and TechnologyДокумент62 страницыWelding Processes and Technologyashishkumar2911Оценок пока нет
- Non Destructive TestingДокумент62 страницыNon Destructive Testingjoescribd55Оценок пока нет
- Chemical Equation Balancer - M PDFДокумент26 страницChemical Equation Balancer - M PDFKamal JayarajОценок пока нет
- Advt FacultyДокумент45 страницAdvt FacultyVignesh RamОценок пока нет
- Nol RadhaДокумент1 страницаNol RadhaKamal JayarajОценок пока нет
- Chemical Equation Balancer - M PDFДокумент26 страницChemical Equation Balancer - M PDFKamal JayarajОценок пока нет
- MFT II - 2 Marks - Unit 3&4Документ6 страницMFT II - 2 Marks - Unit 3&4Kamal JayarajОценок пока нет
- Electrochemical Corrosion and Mechanical Properties of Welded AA 6061 Joined by TIG and MIG Welding MethodsДокумент9 страницElectrochemical Corrosion and Mechanical Properties of Welded AA 6061 Joined by TIG and MIG Welding MethodsKamal JayarajОценок пока нет
- Microstructure and Pitting Corrosion Resistance of AA2219 Al - Cu Alloy Friction Stir Welds - Effect of Tool Pro LeДокумент9 страницMicrostructure and Pitting Corrosion Resistance of AA2219 Al - Cu Alloy Friction Stir Welds - Effect of Tool Pro LeKamal JayarajОценок пока нет
- Corrosion FactsДокумент2 страницыCorrosion FactsKamal JayarajОценок пока нет
- Simplified Form A1Документ1 страницаSimplified Form A1Kamal JayarajОценок пока нет
- Advt FacultyДокумент45 страницAdvt FacultyVignesh RamОценок пока нет
- CWS 2015 GuidelinesДокумент1 страницаCWS 2015 GuidelinesKamal JayarajОценок пока нет
- Pitting CorrosionДокумент6 страницPitting CorrosionKamal JayarajОценок пока нет
- Powerful English Speaking - A.J.hogeДокумент14 страницPowerful English Speaking - A.J.hogeSpongeBobLongPants50% (2)
- MFT II - 16 MarksДокумент12 страницMFT II - 16 MarksKamal JayarajОценок пока нет
- 1 s2.0 S1001074211610723 MainДокумент4 страницы1 s2.0 S1001074211610723 MainKamal JayarajОценок пока нет
- HardeningДокумент2 страницыHardeningKamal JayarajОценок пока нет
- Pitting CorrosionДокумент6 страницPitting CorrosionKamal JayarajОценок пока нет
- Impact Test Measures Material Toughness in 40 CharactersДокумент5 страницImpact Test Measures Material Toughness in 40 CharactersKamal JayarajОценок пока нет
- Impact Test Measures Material Toughness in 40 CharactersДокумент5 страницImpact Test Measures Material Toughness in 40 CharactersKamal JayarajОценок пока нет
- Pitting CorrosionДокумент6 страницPitting CorrosionKamal JayarajОценок пока нет
- New Microsoft Office Word DocumentДокумент1 страницаNew Microsoft Office Word DocumentKamal JayarajОценок пока нет
- Experimental Study On Partial Replacement of Cement With Glass Powder and Egg Shell PowderДокумент6 страницExperimental Study On Partial Replacement of Cement With Glass Powder and Egg Shell PowderArun anandОценок пока нет
- Review Problems1-Fall 2010Документ2 страницыReview Problems1-Fall 2010Mahmoud HanafyОценок пока нет
- Qcs 2010 Section 5 Part 3 CementДокумент5 страницQcs 2010 Section 5 Part 3 Cementbryanpastor106Оценок пока нет
- Spouts MC22 OV Tech SpecДокумент5 страницSpouts MC22 OV Tech SpecHa LinaОценок пока нет
- WP EN Low Volume Rapid Thermoforming With 3d Printed MoldsДокумент27 страницWP EN Low Volume Rapid Thermoforming With 3d Printed MoldsZakaria BenyounessОценок пока нет
- Berat BajaДокумент25 страницBerat BajaAchmad Zaki ZulkarnainОценок пока нет
- Meccanica Gervasoni Welding ProceduresДокумент15 страницMeccanica Gervasoni Welding ProceduresArun JaffersonОценок пока нет
- Magnum NewДокумент36 страницMagnum NewTom EdwardsОценок пока нет
- Porcelanosa 2020Документ19 страницPorcelanosa 2020Jose TavarezОценок пока нет
- Bend Angles 0.3 1-Dec. (.X) 0.3 Bend Radiuses 0.3 2-Dec. (.XX) 0.1 Unspecified 0.3 3-Dec. (.XXX) 0.05Документ1 страницаBend Angles 0.3 1-Dec. (.X) 0.3 Bend Radiuses 0.3 2-Dec. (.XX) 0.1 Unspecified 0.3 3-Dec. (.XXX) 0.05Quoc VinhОценок пока нет
- Cable Tray SpecificationДокумент1 страницаCable Tray SpecificationSudipto MajumderОценок пока нет
- Readyplast M Super Ready Mix Plastering MortarДокумент2 страницыReadyplast M Super Ready Mix Plastering MortarPritpal SinghОценок пока нет
- Steel Connection DesignДокумент115 страницSteel Connection DesignPratikto WibowoОценок пока нет
- Bis CodesДокумент65 страницBis CodesPreksha NahataОценок пока нет
- DOT Testing Protocol and Material Specifications For Basalt Fiber Reinforced Polymer BarsДокумент35 страницDOT Testing Protocol and Material Specifications For Basalt Fiber Reinforced Polymer BarsОлег ШибекоОценок пока нет
- SSH KPKNL 2021Документ12 страницSSH KPKNL 2021Taufik GeodetikОценок пока нет
- EN 1856-2.2009 (Chaminés)Документ9 страницEN 1856-2.2009 (Chaminés)LeonelОценок пока нет
- 1 2 3V Items For Hosting ScrutinizedДокумент70 страниц1 2 3V Items For Hosting Scrutinizedahvaz1392bОценок пока нет
- Water Proofing MembraneДокумент4 страницыWater Proofing MembraneAlbert OrpianoОценок пока нет
- Asme B36.10M-2018 PDFДокумент36 страницAsme B36.10M-2018 PDFCarlosIkeda100% (3)
- Tech H PDFДокумент51 страницаTech H PDFSanjay MehrishiОценок пока нет
- Cast Bullet Alloys & Alloy MaintenanceДокумент15 страницCast Bullet Alloys & Alloy MaintenanceagabattiОценок пока нет
- Why materials matterДокумент4 страницыWhy materials matterMoch RizaОценок пока нет
- IS 269 - 2015 (Reaffirmed 2020)Документ13 страницIS 269 - 2015 (Reaffirmed 2020)SwapnilSenОценок пока нет
- UPVC AustralianДокумент64 страницыUPVC AustralianAnonymous 4IpmN7OnОценок пока нет
- 6063 VS 63400Документ1 страница6063 VS 63400siju1974Оценок пока нет
- ASTM A1007 For WireДокумент10 страницASTM A1007 For WireMahfuz AlamОценок пока нет
- Exercises 6.1, 7.1, 8.1 and 9.1Документ2 страницыExercises 6.1, 7.1, 8.1 and 9.1peter vanderОценок пока нет