Вам также может понравиться
- Bolt Failure AnalysisДокумент3 страницыBolt Failure AnalysisOrhan Yanyatmaz100% (1)
- Plain and Reinforced Concrete SpecsДокумент18 страницPlain and Reinforced Concrete SpecsMark AvanzadoОценок пока нет
- 362-RCm2 FuellessEngineM2 Plans Part2Документ15 страниц362-RCm2 FuellessEngineM2 Plans Part2Leonardo Eladio Vergara100% (1)
- Aluminum-Alloy Permanent Mold Castings: Standard Specification ForДокумент23 страницыAluminum-Alloy Permanent Mold Castings: Standard Specification ForAnurag YadavОценок пока нет
- Failure Mechanisms For Hoses PDFДокумент10 страницFailure Mechanisms For Hoses PDFMahmoud Al HomranОценок пока нет
- Anchor Bolt: Table J3.2 AISC ASD Table J3.2 AISC ASDДокумент15 страницAnchor Bolt: Table J3.2 AISC ASD Table J3.2 AISC ASDballisnothingОценок пока нет
- Qa/Qc Welding Inspector CBT Muhammad Waqas / Muhammad TabishДокумент76 страницQa/Qc Welding Inspector CBT Muhammad Waqas / Muhammad TabishAli100% (1)
- RCCen55 Axial Column ShorteningДокумент79 страницRCCen55 Axial Column ShorteningVikash PeerthyОценок пока нет
- CNC MillingДокумент54 страницыCNC Millingsuraj j kОценок пока нет
- Qatargas South - Pvl-Rev-6 - March 2019Документ166 страницQatargas South - Pvl-Rev-6 - March 2019siva8000Оценок пока нет
- Cast3 PDFДокумент67 страницCast3 PDFyash guptaОценок пока нет
- Zetwark India PVT LTDДокумент11 страницZetwark India PVT LTDms amith nayakОценок пока нет
- Gurgopal SopДокумент4 страницыGurgopal SopGurgopal Singh OsahanОценок пока нет
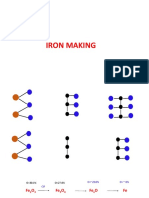
- Iron Making PPT Notes 2Документ49 страницIron Making PPT Notes 2SHUBHAM VERMAОценок пока нет
- RT Interpretation-SignedДокумент88 страницRT Interpretation-SignedFouad OudinaОценок пока нет
- HRC Coupling PDFДокумент8 страницHRC Coupling PDFJorge Calderon RojasОценок пока нет
- CAPROCO Corrosion CouponsДокумент3 страницыCAPROCO Corrosion CouponsbtjajadiОценок пока нет
- Nishant Gupta SoPДокумент4 страницыNishant Gupta SoPGurgopal Singh OsahanОценок пока нет
- RCCen55 Axial Column ShorteningДокумент62 страницыRCCen55 Axial Column ShorteningMurthy GunaОценок пока нет
- KilnДокумент67 страницKilnneerav saxena0% (1)
- E ClipДокумент2 страницыE CliprajuhaveriОценок пока нет
- Presentation of Die DesignДокумент33 страницыPresentation of Die DesignIsrar EqubalОценок пока нет
- Sessional On Numerical Analysis and Computer Programming CE 2208Документ3 страницыSessional On Numerical Analysis and Computer Programming CE 2208Asif RezaОценок пока нет
- Surface RoughnessДокумент12 страницSurface RoughnessBiswajit PaulОценок пока нет
- SMC-IMG-Specifications For Connecting Rods and Bearings Used in 3600 and C280 Family of EnginesДокумент5 страницSMC-IMG-Specifications For Connecting Rods and Bearings Used in 3600 and C280 Family of EnginesVictor NoschangОценок пока нет
- 02 23 2022 SF Claveria Report (Updated)Документ170 страниц02 23 2022 SF Claveria Report (Updated)Troy ValeriaОценок пока нет
- Asses MentДокумент9 страницAsses MentBISHAL AdhikariОценок пока нет
- Lampiran Time ScheduleДокумент14 страницLampiran Time ScheduleBryanОценок пока нет
- SCURVEДокумент1 страницаSCURVEMans LaderaОценок пока нет
- Bolt and Screw Torque SpecsДокумент3 страницыBolt and Screw Torque SpecsBilal TayyabОценок пока нет
- DIN DIN Groove Profile Groove ProfileДокумент1 страницаDIN DIN Groove Profile Groove ProfileDiego RodriguezОценок пока нет
- Dewpoint Copper DPC-0521-DДокумент4 страницыDewpoint Copper DPC-0521-DTengku MunzirОценок пока нет
- Screws Nuts Washer SizesДокумент5 страницScrews Nuts Washer SizesNanang RisdiantoОценок пока нет
- Surface Roughness Conversion Chart Tables - Engineers EdgeДокумент10 страницSurface Roughness Conversion Chart Tables - Engineers Edgejames.anitОценок пока нет
- Peranan Vegetasi Penutup TanahДокумент29 страницPeranan Vegetasi Penutup TanahSukma Agustin DhasbОценок пока нет
- Imperfecciones Bridas ASME 16.5Документ1 страницаImperfecciones Bridas ASME 16.5JAIMEОценок пока нет
- Copy of Prak Geolistrik 18 Kel 1Документ7 страницCopy of Prak Geolistrik 18 Kel 1Andri Fatkhul AmriОценок пока нет
- 1.Qcc Project 2022Документ29 страниц1.Qcc Project 2022Avinash BatraОценок пока нет
- Activity StatДокумент7 страницActivity Statabdurakibtingsonjalilul.iiОценок пока нет
- Playground GanttДокумент1 страницаPlayground GanttPatrick FanogaОценок пока нет
- Slickwall 20 Ipi001 Inspection ReportДокумент2 страницыSlickwall 20 Ipi001 Inspection ReportRino SutrisnoОценок пока нет
- Different Chosen-Unit-Weight Shear Resistant Property of TheДокумент5 страницDifferent Chosen-Unit-Weight Shear Resistant Property of Thetimo2021aliОценок пока нет
- Shed GanttДокумент1 страницаShed GanttPatrick FanogaОценок пока нет
- Knurling Pitch InfoДокумент8 страницKnurling Pitch InfoGowrees AnbuОценок пока нет
- Mad, Mse, Mape FormulasДокумент18 страницMad, Mse, Mape FormulasHakimi kaminiОценок пока нет
- Claas Nectis SMДокумент861 страницаClaas Nectis SMMateusz GmiątОценок пока нет
- Frottement Sur Un Plan InclinéДокумент4 страницыFrottement Sur Un Plan InclinéHOUSSAME NAIMОценок пока нет
- Scania RFQ PPT - 03.01.2016Документ22 страницыScania RFQ PPT - 03.01.2016Laxmikant JoshiОценок пока нет
- Development 180°: SureshДокумент11 страницDevelopment 180°: SureshK C Tharun KumarОценок пока нет
- Dynamic Behavior of Masonry HousesДокумент8 страницDynamic Behavior of Masonry Housesbasabi12Оценок пока нет
- Sample Number Friction Coefficient Brake Drag (NM)Документ11 страницSample Number Friction Coefficient Brake Drag (NM)Guru PrasadОценок пока нет
- Kurva SДокумент4 страницыKurva SDiana MeiraniОценок пока нет
- Z M A A B (MM) N H (Hours) : Gear Design (Is-4460) (Spur or Helical)Документ14 страницZ M A A B (MM) N H (Hours) : Gear Design (Is-4460) (Spur or Helical)Dhirender KapoorОценок пока нет
- Project Title: Box Culvert Owner: Seaoil Location: San Juan, Mabini Batangas Contractor K&F Construction Development CorporationДокумент8 страницProject Title: Box Culvert Owner: Seaoil Location: San Juan, Mabini Batangas Contractor K&F Construction Development CorporationDarius Frane MarasiganОценок пока нет
- Tools TipsExtensionsДокумент4 страницыTools TipsExtensionsSolina AlunorteОценок пока нет
- Geological Rock Face Mapping and Kinematics Analysis For Drill and Blast ExcavationДокумент18 страницGeological Rock Face Mapping and Kinematics Analysis For Drill and Blast ExcavationWanna PhyoОценок пока нет
- Analysis of Plant Layout For Reducing Production Cost: April 2013Документ7 страницAnalysis of Plant Layout For Reducing Production Cost: April 2013HarishVenkatesanОценок пока нет
- Radiaflex: DescriptionДокумент4 страницыRadiaflex: DescriptionNawazОценок пока нет
- Assignment 5 - Highway Materials (4300-468-568)Документ14 страницAssignment 5 - Highway Materials (4300-468-568)Mir Shahnewaz ArefinОценок пока нет
- 6991 1726 01 Elemex Catalogue English LR Tcm795-1785111Документ44 страницы6991 1726 01 Elemex Catalogue English LR Tcm795-1785111Jacky_LEOLEOОценок пока нет
- 3 Population Mean WorkbookДокумент8 страниц3 Population Mean WorkbookJohn SmithОценок пока нет
- Experiments (Tutorial)Документ24 страницыExperiments (Tutorial)BAlaОценок пока нет
- Flange Bolt Torque Sequence and Torque Table - A Complete Bolt Tightening ProcedureДокумент34 страницыFlange Bolt Torque Sequence and Torque Table - A Complete Bolt Tightening ProcedureHoussemSoltanaОценок пока нет
- Ijmet 09 03 102Документ16 страницIjmet 09 03 102Tessema ShbruОценок пока нет
- Equipment SchedДокумент1 страницаEquipment Schedjtuquero.chccОценок пока нет
- Method Statement - Excel - ToolДокумент7 страницMethod Statement - Excel - Toolmarina.laurindoОценок пока нет
- G66313 Izdanje 2 - Pritezanje VijakaДокумент2 страницыG66313 Izdanje 2 - Pritezanje VijakaDario LežaićОценок пока нет
- Zinc Alloys - Properties, Processing and Applications - MatmatchДокумент9 страницZinc Alloys - Properties, Processing and Applications - Matmatchshahin azОценок пока нет
- ASC 2WH Floor Deck Cut Sheet 2WH 36Документ2 страницыASC 2WH Floor Deck Cut Sheet 2WH 36Pappu Kishore KumarОценок пока нет
- XCF Pipe Fitting LossesДокумент2 страницыXCF Pipe Fitting LossesVara PrasadОценок пока нет
- 3 - (SR) - Torsion - Analysis - Group 2Документ11 страниц3 - (SR) - Torsion - Analysis - Group 2Tuan Muhammad Heip21Оценок пока нет
- Cptu Report: Toli Toli September 2019Документ61 страницаCptu Report: Toli Toli September 2019RivaiОценок пока нет
- 825 - ExcelДокумент6 страниц825 - ExcelNur HapizahОценок пока нет
- CAT Admit CardДокумент1 страницаCAT Admit CardGurgopal Singh OsahanОценок пока нет
- MOHIT & Gurgopal SinghДокумент2 страницыMOHIT & Gurgopal SinghGurgopal Singh OsahanОценок пока нет
- (Studyplan) Assistant Provident Fund Commissioner (APFC) by UPSCДокумент6 страниц(Studyplan) Assistant Provident Fund Commissioner (APFC) by UPSCGurgopal Singh OsahanОценок пока нет
- List of Lenovo Service Centre in Delhi: Name: AddressДокумент1 страницаList of Lenovo Service Centre in Delhi: Name: AddressGurgopal Singh OsahanОценок пока нет
- How To Use Anodizing Defects Catalogue Photo Gallery: 3.1 Acid CorrosionДокумент21 страницаHow To Use Anodizing Defects Catalogue Photo Gallery: 3.1 Acid CorrosionSatyendra PandeyОценок пока нет
- @airbus: Component Maintenance Manual With Illustrated Part ListДокумент17 страниц@airbus: Component Maintenance Manual With Illustrated Part ListVero GAtelesisОценок пока нет
- ZWO EAF To GSO Crayford Focuser Installation GuideДокумент2 страницыZWO EAF To GSO Crayford Focuser Installation GuideHasanBegzadehОценок пока нет
- Material Data Sheet: Material Number Country DesignationsДокумент3 страницыMaterial Data Sheet: Material Number Country Designationsdanaandrei74Оценок пока нет
- Migmaster 250: Welding PackagesДокумент36 страницMigmaster 250: Welding PackagesFarhan WartiansyahОценок пока нет
- Public Views On Philippine Mining Service Cooperation in Pugalo, Alcoy, CebuДокумент7 страницPublic Views On Philippine Mining Service Cooperation in Pugalo, Alcoy, CebuKimSon - baby SixteenОценок пока нет
- Part A (4 X 2 8 Marks) Answer All Questions (2) (2) (2) (2) Part B (3 X 14 42 Marks)Документ2 страницыPart A (4 X 2 8 Marks) Answer All Questions (2) (2) (2) (2) Part B (3 X 14 42 Marks)Vinayak U (RA1911201010039)Оценок пока нет
- CMP Products Technical Article On New IEC 62444 Cable Gland Standards 6.11.11 PDFДокумент3 страницыCMP Products Technical Article On New IEC 62444 Cable Gland Standards 6.11.11 PDFparesh joshiОценок пока нет
- Powder Metallurgy HSS: Chemical CompositionДокумент2 страницыPowder Metallurgy HSS: Chemical Compositiongraziano girottoОценок пока нет
- Fillet Welded Joints - A Review of The Practicalities - TWIДокумент9 страницFillet Welded Joints - A Review of The Practicalities - TWIMUHAMMAD FAHAD RANAОценок пока нет
- Information AgeДокумент27 страницInformation Agekaren adornadoОценок пока нет
- N26 Fire/smoke Curtains.................................................................................... 1Документ7 страницN26 Fire/smoke Curtains.................................................................................... 1Anonymous qabSVjzrAОценок пока нет
- High Throw Bright Acid Copper and Through-Hole Plating of Printed Circuit BoardsДокумент5 страницHigh Throw Bright Acid Copper and Through-Hole Plating of Printed Circuit BoardsUsman ali CheemaОценок пока нет
- Oilfield Casing CoreДокумент37 страницOilfield Casing CoreRuben MejiaОценок пока нет
- Section 08 70 00 - HardwareДокумент9 страницSection 08 70 00 - HardwareMohammed AyeshОценок пока нет
- 1701 and 1707 STEEL PORTAL FRAMEДокумент1 страница1701 and 1707 STEEL PORTAL FRAME1707 Bhitale SiddharthОценок пока нет
- Honey Comb CatalogueДокумент8 страницHoney Comb CatalogueYOGESH PARWANIОценок пока нет