Вам также может понравиться
- Propuesta PapeleriaДокумент1 страницаPropuesta PapeleriaCarito StandenОценок пока нет
- Prueba de Diagnostico AccessДокумент13 страницPrueba de Diagnostico AccessCarola ZamoraОценок пока нет
- Instrucciones Evaluacion FinalДокумент4 страницыInstrucciones Evaluacion FinalCarito StandenОценок пока нет
- Analisis Porter 5 FuerzasДокумент8 страницAnalisis Porter 5 FuerzasRosita Carralero LobainaОценок пока нет
- Curriculum Vitae Modelo1 OscuroДокумент1 страницаCurriculum Vitae Modelo1 OscuroRilopezОценок пока нет
- Prueba de Diagnostico AccessДокумент13 страницPrueba de Diagnostico AccessCarola ZamoraОценок пока нет
- A Baste Cimiento 1000Документ30 страницA Baste Cimiento 1000Carito StandenОценок пока нет
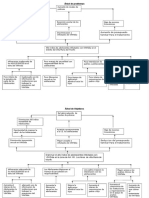
- Arbol de Problemas - IVH SIDAДокумент3 страницыArbol de Problemas - IVH SIDACarito StandenОценок пока нет
- Morales, P. Tamaño Necesario de La Muestra. Cuantos Sujetos NecesitamosДокумент24 страницыMorales, P. Tamaño Necesario de La Muestra. Cuantos Sujetos NecesitamosNatalia Danae67% (3)
- Gobierno MilitarДокумент28 страницGobierno Militardamaris90Оценок пока нет
- Guia Lineamientos Marco Logico - Neiva-Mayo 3y4-2012Документ23 страницыGuia Lineamientos Marco Logico - Neiva-Mayo 3y4-2012Cultura UruguayОценок пока нет
- V20n34a04 PDFДокумент24 страницыV20n34a04 PDFRaphael Rodriguez CliveОценок пока нет
- Analisis MulticriterioДокумент10 страницAnalisis MulticriterioPaco Rodriguez Lorenzo100% (1)
- Metodología MulticriteriocompletaДокумент47 страницMetodología MulticriteriocompletaDavid García BarriosОценок пока нет
- Guia AnteproyectoДокумент8 страницGuia AnteproyectoCarito StandenОценок пока нет
- Ingles II ProgramaДокумент4 страницыIngles II ProgramaCarito StandenОценок пока нет
- Esi Sintesis 2016 RMДокумент28 страницEsi Sintesis 2016 RMCarlos Eduardo Jorquera GonzálezОценок пока нет
- El Papel de Los Microorganismos en La Elaboración Del VinoДокумент11 страницEl Papel de Los Microorganismos en La Elaboración Del VinoCarito StandenОценок пока нет
- Gestion Estrategica de Las Personas de Las Personas en El Estado y El Servicio CivilДокумент24 страницыGestion Estrategica de Las Personas de Las Personas en El Estado y El Servicio CivilCarito StandenОценок пока нет
- Universidad de ChileДокумент57 страницUniversidad de ChileCarito StandenОценок пока нет
- Figura Modelos ArquetípicosДокумент1 страницаFigura Modelos ArquetípicosCarito StandenОценок пока нет
- Marco Normativo para Ejercer La Gerencia Publica Parte IДокумент24 страницыMarco Normativo para Ejercer La Gerencia Publica Parte ICarito StandenОценок пока нет
- Una Breve Pincelada Sobre Algunas Áreas Del Saber Necesarias para Una Negociación ExitosaДокумент16 страницUna Breve Pincelada Sobre Algunas Áreas Del Saber Necesarias para Una Negociación ExitosaCarito StandenОценок пока нет
- Figura Ciclo de Vida de Una NegociaciónДокумент1 страницаFigura Ciclo de Vida de Una NegociaciónCarito StandenОценок пока нет
- Una Breve Pincelada Sobre Algunas Áreas Del Saber Necesarias para Una Negociación ExitosaДокумент16 страницUna Breve Pincelada Sobre Algunas Áreas Del Saber Necesarias para Una Negociación ExitosaCarito StandenОценок пока нет
- La NegociaciónДокумент496 страницLa NegociaciónArya SnowОценок пока нет
- Concepto de DiseñoДокумент35 страницConcepto de DiseñosSSADADADОценок пока нет
- Formato Practica ProfesionalДокумент9 страницFormato Practica ProfesionalCarito StandenОценок пока нет
- Boletin Nota Politica No12 29 de Junio de 2022Документ25 страницBoletin Nota Politica No12 29 de Junio de 2022NathalyОценок пока нет
- Comunicación No Verbal y Primera ImpresiónДокумент1 страницаComunicación No Verbal y Primera ImpresiónCatherine RamírezОценок пока нет
- Boletín 14 Agosto.Документ5 страницBoletín 14 Agosto.MarcelaQuirogaОценок пока нет
- Lab de Electronica P1Документ9 страницLab de Electronica P1Jose Luis Cortez VillaoОценок пока нет
- QuirozДокумент15 страницQuirozPuntillo Limas JuanОценок пока нет
- Informe TesisДокумент55 страницInforme TesisAmas SanchezОценок пока нет
- Tarea S4 Estructura Del Texto Curso de RedaccionДокумент4 страницыTarea S4 Estructura Del Texto Curso de Redaccionstebent eriberto morillo de leonОценок пока нет
- I Comparando Los Tipos de Métodos de CasoДокумент2 страницыI Comparando Los Tipos de Métodos de CasoNoemi RosasОценок пока нет
- Introducción A La Filosofía de CalidadДокумент9 страницIntroducción A La Filosofía de CalidadXochilt AnzaОценок пока нет
- Producto Académico N3Документ15 страницProducto Académico N3juan_orihuela_1Оценок пока нет
- Informe Semestral de Plan LectorДокумент2 страницыInforme Semestral de Plan LectorRoxana Ch.Оценок пока нет
- Contrato Anticipado 2022 Con FirmaДокумент3 страницыContrato Anticipado 2022 Con FirmaLeidy Geraldine PavaОценок пока нет
- Canales de Una Seccion y Rugosidad CompuestaДокумент7 страницCanales de Una Seccion y Rugosidad CompuestaJesus Alberto Pech SanchezОценок пока нет
- Maltrato InfantilДокумент24 страницыMaltrato InfantilgusgusleonzaОценок пока нет
- (PC) Representaciones Sociales - Indiana VallejosДокумент8 страниц(PC) Representaciones Sociales - Indiana VallejosMagda OrtegaОценок пока нет
- Resumen - Rod Aya (1985) "Reconsideración de Las Teorías de La Revolución"Документ5 страницResumen - Rod Aya (1985) "Reconsideración de Las Teorías de La Revolución"ReySalmonОценок пока нет
- Fichas Tecnicas ACCESIBILIDADДокумент4 страницыFichas Tecnicas ACCESIBILIDADm.trieguezОценок пока нет
- Unidad 3Документ18 страницUnidad 3Eloisa OvandoОценок пока нет
- Matematica Modulo 12Документ13 страницMatematica Modulo 12Manfredy Cortez MantillaОценок пока нет
- Procedimiento de Control y Mantenimiento de Equipos MenoresДокумент4 страницыProcedimiento de Control y Mantenimiento de Equipos Menoresroboan100% (3)
- Texto Argumentativo IndividualДокумент5 страницTexto Argumentativo IndividualAnder Romero Jr.0% (1)
- Micro+pequeñas+y+medianas+empresas UnlockedДокумент205 страницMicro+pequeñas+y+medianas+empresas UnlockedRaul EscamillaОценок пока нет
- Batalla Territorial 9 PDFДокумент8 страницBatalla Territorial 9 PDFSergioОценок пока нет
- Producto Integrador Individual 1 - OefeДокумент7 страницProducto Integrador Individual 1 - OefeCruz Lapiz A EvelinОценок пока нет
- Escenarios de Futuro-T4 ProspectivaДокумент34 страницыEscenarios de Futuro-T4 ProspectivamarОценок пока нет
- CriptosisДокумент43 страницыCriptosishidrochacoОценок пока нет
- Tema10 PDFДокумент13 страницTema10 PDFrosaОценок пока нет
- Sesiones de Aprendizaje para Educación Secundaria en Ámbitos Rurales, Área de Matemática. 4to. Grado de SecundariaДокумент596 страницSesiones de Aprendizaje para Educación Secundaria en Ámbitos Rurales, Área de Matemática. 4to. Grado de SecundariaLuis Jorge Rivera Malpartida83% (6)
- Previo 7Документ11 страницPrevio 7Rodrigo Vargas CaluaОценок пока нет
- Informe de prácticas pre-profesionales en Consejo CantonalДокумент26 страницInforme de prácticas pre-profesionales en Consejo CantonalITATI CARDENAS VASQUEZОценок пока нет