Вам также может понравиться
- Caso Banco InterbankДокумент4 страницыCaso Banco InterbankOrel100% (1)
- Metalurgica y Soldabilidad de Los AcerosДокумент33 страницыMetalurgica y Soldabilidad de Los AcerosOrel100% (2)
- Módulo Cómo Hacer Un Taller EducativoДокумент2 страницыMódulo Cómo Hacer Un Taller EducativoOrel100% (2)
- Cristalización Del Azúcar PDFДокумент2 страницыCristalización Del Azúcar PDFOrel100% (1)
- Sesion 13 Transporte InvopДокумент1 страницаSesion 13 Transporte InvopOrelОценок пока нет
- 04 Prueba de HipotesisДокумент25 страниц04 Prueba de HipotesisAnonymous 3ZslKL1Оценок пока нет
- Sesion 11 Transporte InvopeДокумент2 страницыSesion 11 Transporte InvopeOrelОценок пока нет
- Calculo Decimal de EdadДокумент7 страницCalculo Decimal de EdadOrelОценок пока нет
- Sesion Xi - TransporteДокумент24 страницыSesion Xi - TransporteOrelОценок пока нет
- Metodo Reba ClaseДокумент19 страницMetodo Reba ClaseOrelОценок пока нет
- Costeo Absorbente y Costeo DirectoДокумент9 страницCosteo Absorbente y Costeo DirectoOrelОценок пока нет
- Costeo Absorbente y Costeo DirectoДокумент9 страницCosteo Absorbente y Costeo DirectoOrelОценок пока нет
- FOR-45-1-05-12 Formato Gestion Del Cambio SSTДокумент2 страницыFOR-45-1-05-12 Formato Gestion Del Cambio SSTsst iterumОценок пока нет
- Tercer Periodo MatematicasДокумент5 страницTercer Periodo MatematicasMagda MartinezОценок пока нет
- AntropologiaДокумент5 страницAntropologiaJosué DelgadoОценок пока нет
- 04 Ind 254 Trabajo GradoДокумент110 страниц04 Ind 254 Trabajo GradoIsabel Torres GutiérrezОценок пока нет
- Tarea 5 - FdESДокумент5 страницTarea 5 - FdESFlover ArcosОценок пока нет
- Taller de DistribuciónДокумент2 страницыTaller de DistribuciónMELISA DAYANA JOYA PEDRAZAОценок пока нет
- BPA Tomate de ArbolДокумент10 страницBPA Tomate de ArbolSantiago CedeñoОценок пока нет
- Modelo de Eett - EnsfjmaДокумент3 страницыModelo de Eett - Ensfjmagerson OrtizОценок пока нет
- Js4 6mt ComfortДокумент3 страницыJs4 6mt Comfortmiguel olivaОценок пока нет
- Términos y Condiciones Mi Cuenta Tigo - 0Документ3 страницыTérminos y Condiciones Mi Cuenta Tigo - 0DS ClanОценок пока нет
- HDSM - 0754 - Yeso de Construccion Martell - N.E.Документ4 страницыHDSM - 0754 - Yeso de Construccion Martell - N.E.medina_jhonyОценок пока нет
- Contrato de Compraventa de Mamonaquihua - Guillermo ChanjanДокумент3 страницыContrato de Compraventa de Mamonaquihua - Guillermo ChanjanLUIS GUILLERMOОценок пока нет
- Diapositivas de AlgebraДокумент34 страницыDiapositivas de AlgebraRaul B. ReyesОценок пока нет
- GRUPO 8 Informe Problemática AmbientalДокумент16 страницGRUPO 8 Informe Problemática AmbientalmelquiadesОценок пока нет
- Campo de AceleracionДокумент4 страницыCampo de AceleracionFelipe Quiñones Paucar100% (1)
- Turegano MansillaДокумент9 страницTuregano MansillasofinapoleОценок пока нет
- Unidad 2 Taller DeinvДокумент32 страницыUnidad 2 Taller DeinvMiguel HernandezОценок пока нет
- Circular 053 SEB EDL Funcionarios de CarreraДокумент3 страницыCircular 053 SEB EDL Funcionarios de CarreraAndrés MolinaОценок пока нет
- Derechos RealesДокумент3 страницыDerechos RealesJUAN CARLOS KRISHNA JUNCHAYA HUAMANОценок пока нет
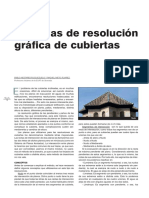
- Sistemas de Resolucion Grafica de Cubiertas 1 Parte PDFДокумент12 страницSistemas de Resolucion Grafica de Cubiertas 1 Parte PDFFausto Xavier Saquicela RiveraОценок пока нет
- Museo de Arte Contemporaneo NiteroiДокумент23 страницыMuseo de Arte Contemporaneo NiteroiRonald CauichОценок пока нет
- Pert - CPMДокумент4 страницыPert - CPMRoxanaОценок пока нет
- Colector Ciclónico de PolvoДокумент17 страницColector Ciclónico de PolvoPierre799es100% (1)
- Investigación Temática, Diseño Formal, Equipo 3Документ31 страницаInvestigación Temática, Diseño Formal, Equipo 3Keiry Belén Ramos OrozcoОценок пока нет
- Articulos 473 Al 480 de La Ley Federal Del TrabajoДокумент5 страницArticulos 473 Al 480 de La Ley Federal Del TrabajoAldher Saucedo100% (2)
- Criterios Evaluacion Con EjemplosДокумент34 страницыCriterios Evaluacion Con EjemplosAngelGoyzuetaAranaОценок пока нет
- Ticket Amsterdam BrusselsДокумент1 страницаTicket Amsterdam BrusselsCristina GomeroОценок пока нет
- Acin113 s2 SolucionarioДокумент3 страницыAcin113 s2 SolucionarioyenilobiОценок пока нет
- Af Tabla-Dosificacion Cemento LimaДокумент23 страницыAf Tabla-Dosificacion Cemento LimaAugusto Baltazar Ríos CórdovaОценок пока нет