Вам также может понравиться
- Defectos y Diseno en MoldeoДокумент34 страницыDefectos y Diseno en MoldeoxabioxaОценок пока нет
- Defectologia de Piezas Fundidas Procesos FundicionДокумент6 страницDefectologia de Piezas Fundidas Procesos FundicionAshley ZambranoОценок пока нет
- Defectologia FundicionДокумент16 страницDefectologia FundicionJonathan Duchi OleasОценок пока нет
- 8 - Pintura para Arenas de MoldeoДокумент24 страницы8 - Pintura para Arenas de MoldeoDANIEL DIAZ100% (1)
- Defectos fundiciónДокумент16 страницDefectos fundicióntlacatian0% (1)
- Resumen Proceso de LaminacionДокумент3 страницыResumen Proceso de LaminacionRodrigo AquipuchoОценок пока нет
- Aceros Catalogo 2015Документ12 страницAceros Catalogo 2015ssssreyesОценок пока нет
- Corrosion en SoldaduraДокумент9 страницCorrosion en SoldaduraKleyjarhCorreaОценок пока нет
- Capitulo 11Документ6 страницCapitulo 11VANEОценок пока нет
- 06 Extrusión de MetalesДокумент10 страниц06 Extrusión de MetalesfatamariОценок пока нет
- Practica Nº3 Efectos de La Alotropía Del AceroДокумент9 страницPractica Nº3 Efectos de La Alotropía Del AceroMishel Carrion CuadrosОценок пока нет
- Fundición-proceso antiguo de conformado metalesДокумент7 страницFundición-proceso antiguo de conformado metalesAnonymous gcMAj2IXlОценок пока нет
- PREPARACIÓN - METALOGRÁFICA - ACERO - 1020 - Y - 1040 (2) (Recuperado)Документ16 страницPREPARACIÓN - METALOGRÁFICA - ACERO - 1020 - Y - 1040 (2) (Recuperado)MyshellRodriguezОценок пока нет
- ForjaДокумент78 страницForjaJhon Alejandro LopezОценок пока нет
- Primera Práctica Calificada de End 1Документ1 страницаPrimera Práctica Calificada de End 1Brian Christian AVОценок пока нет
- DOBLADO y Plegado 1 RenzoДокумент19 страницDOBLADO y Plegado 1 RenzoWanderley RodriguezОценок пока нет
- Guia 11 Propiedades de Las Arenas de MoldeoДокумент3 страницыGuia 11 Propiedades de Las Arenas de MoldeoJüan RojasОценок пока нет
- Conformado de Metales, Polimeros y Metalurgia de PolvosДокумент45 страницConformado de Metales, Polimeros y Metalurgia de Polvossfds100% (1)
- Defectos de Las FundicionesДокумент5 страницDefectos de Las Fundicionesjesus00158Оценок пока нет
- Punzonado PDFДокумент30 страницPunzonado PDFedwincrdm2767Оценок пока нет
- Aleaciones de TitanioДокумент32 страницыAleaciones de TitanioJulia GarciaОценок пока нет
- Informe de MetalografiaДокумент10 страницInforme de MetalografiaJose L BuitronОценок пока нет
- Laboratorio Tratamientos TérmicosДокумент15 страницLaboratorio Tratamientos TérmicosRonald Palacios Cardoza100% (1)
- Procesos de extrusión y trefiladoДокумент8 страницProcesos de extrusión y trefiladojose alvarezОценок пока нет
- EBMДокумент25 страницEBMsferrand100% (1)
- Shell Ceramic Chuctaya-GarcíaДокумент16 страницShell Ceramic Chuctaya-GarcíaHana Bts KookОценок пока нет
- Tecnologia para Recuperación de Arenas - TadashiДокумент67 страницTecnologia para Recuperación de Arenas - TadashiDiego ChavezОценок пока нет
- Unidad 2 Tratamientos TérmicosДокумент96 страницUnidad 2 Tratamientos TérmicosDiana HernandezОценок пока нет
- La CementacionДокумент33 страницыLa CementacionDarcyОценок пока нет
- 1 Ejercicios de Tratamientos TermicosДокумент14 страниц1 Ejercicios de Tratamientos TermicosOscar Jean Paul Sullca RomeroОценок пока нет
- Soldabilidad de aceros: factores y zonas de uniónДокумент58 страницSoldabilidad de aceros: factores y zonas de uniónSergio López OrtegaОценок пока нет
- CizalladoДокумент30 страницCizalladoMoises EscobarОценок пока нет
- Metalurgia de PolvosДокумент6 страницMetalurgia de PolvosCarlos A. Camargo SolanoОценок пока нет
- III Arenas de Moldeo en VerdeДокумент59 страницIII Arenas de Moldeo en VerdeJavier.Ceron100% (1)
- Proceso pavonado protege metalesДокумент10 страницProceso pavonado protege metalesByron SanchezОценок пока нет
- Proceso fabricación múltiples escape fundición aceroДокумент4 страницыProceso fabricación múltiples escape fundición acerojuanОценок пока нет
- Cuestionario Sobre FundiciónДокумент8 страницCuestionario Sobre FundiciónJordan J. Peña Pinedo100% (1)
- FUNDICIÓN EN ARENA: VENTAJAS Y PROCESOДокумент7 страницFUNDICIÓN EN ARENA: VENTAJAS Y PROCESOKevin Jair Sánchez CarrilloОценок пока нет
- Sesion 2 Soldadura de Estruct Segun Aws D1.1 PDFДокумент43 страницыSesion 2 Soldadura de Estruct Segun Aws D1.1 PDFBrayan ChagllaОценок пока нет
- Agrietamiento Por Hidrógeno o Agrietamiento en FríoДокумент1 страницаAgrietamiento Por Hidrógeno o Agrietamiento en FríoPedro PadillaОценок пока нет
- Aceros de Alta Aleación Resistentes Al Creep y Resistentes Al Calor PDFДокумент92 страницыAceros de Alta Aleación Resistentes Al Creep y Resistentes Al Calor PDFElmar CuellarОценок пока нет
- Aceros RefractariosДокумент24 страницыAceros RefractariosEdwin Bedoya60% (5)
- Sistema de Colada y AlimentacionДокумент13 страницSistema de Colada y AlimentacionAlejandra ZeaОценок пока нет
- Metalografia de AcerosДокумент3 страницыMetalografia de AcerosCristianОценок пока нет
- Inventor Simulación Análisis Dinámico Elementos FinitosДокумент2 страницыInventor Simulación Análisis Dinámico Elementos FinitosJuan AlmeidaОценок пока нет
- EXPOSICIÓN FINAL MICROFUNDICIÓN - Control de Calidad y OptimizaciónДокумент44 страницыEXPOSICIÓN FINAL MICROFUNDICIÓN - Control de Calidad y OptimizaciónOneill Vasquez AmayaОценок пока нет
- 11 Procesos de FundiciónДокумент13 страниц11 Procesos de Fundiciónrobinson de jesus padilla canedo100% (1)
- LaminaciónДокумент6 страницLaminaciónLa Morena BellaОценок пока нет
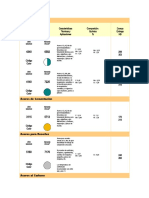
- Aceros Bonificados Codigo ColoresДокумент4 страницыAceros Bonificados Codigo ColoreshufuentsОценок пока нет
- METALURGICA DE LA SOLDADURA-1.pdf 11 PDFДокумент20 страницMETALURGICA DE LA SOLDADURA-1.pdf 11 PDFJose Luis L MОценок пока нет
- Fractura FragilДокумент11 страницFractura FragilManlio Alejandro Heras RomeroОценок пока нет
- Procesos de Fundicion Autoguardado 1Документ73 страницыProcesos de Fundicion Autoguardado 1daniel ramosОценок пока нет
- Tetraborato de SodioДокумент7 страницTetraborato de SodiovaleriaОценок пока нет
- Corrosión en Uniones SoldadasДокумент4 страницыCorrosión en Uniones SoldadasAlexis MuñozОценок пока нет
- Expo Soldadura de Estado SolidoДокумент32 страницыExpo Soldadura de Estado SolidoVis Quehuarucho100% (1)
- Vaciado en ArenaДокумент37 страницVaciado en ArenaClaudia CornejoОценок пока нет
- TempleДокумент3 страницыTempleElvis Javier Huamani HuamaniОценок пока нет
- PulvimetalurgiaДокумент26 страницPulvimetalurgiamutantrockОценок пока нет
- 007 Defectología de La SoldaduraДокумент81 страница007 Defectología de La SoldaduraGerald JiménezОценок пока нет
- INSPECCIÓN Y COSTOS DE FUNDICIÓNДокумент7 страницINSPECCIÓN Y COSTOS DE FUNDICIÓNNatanael Velasco0% (1)
- Modulo 8.1 - Cordón Detonante 200Документ30 страницModulo 8.1 - Cordón Detonante 200Carlos GutierrezОценок пока нет
- Curso Concentracion de Minerales IIДокумент45 страницCurso Concentracion de Minerales IIFlor Noelia Gonzales ArenasОценок пока нет
- Control de CalidadДокумент17 страницControl de CalidadCarlos GutierrezОценок пока нет
- Control de CalidadДокумент17 страницControl de CalidadCarlos GutierrezОценок пока нет
- Agentes Lixiviantes PARTE UNOДокумент28 страницAgentes Lixiviantes PARTE UNOCarlos Gutierrez100% (1)
- VI Fundamentos de Sistemas de Alimentacion (Mazarotas)Документ51 страницаVI Fundamentos de Sistemas de Alimentacion (Mazarotas)Carlos GutierrezОценок пока нет
- Metalurgia de PolvosДокумент1 страницаMetalurgia de PolvosCarlos GutierrezОценок пока нет
- Resistencia de Materiales PDFДокумент68 страницResistencia de Materiales PDFCarlos Arturo Lasso VásquezОценок пока нет
- Solution Hill 2Документ107 страницSolution Hill 2Nabila GazhrintОценок пока нет
- Elementos Principales Del SueloДокумент54 страницыElementos Principales Del SueloHugo Armando Iral MaldonadoОценок пока нет
- Bases Politicas para La Prevención de La Contaminación Del SueloДокумент61 страницаBases Politicas para La Prevención de La Contaminación Del SueloCarlos GutierrezОценок пока нет
- MC0047730 PDFДокумент147 страницMC0047730 PDFMaría reyesОценок пока нет
- Técnicas de MuestreoДокумент509 страницTécnicas de MuestreoLeitox6987% (23)
- Teclado Kbi Interrupciones A OnedriveДокумент5 страницTeclado Kbi Interrupciones A OnedriveRuben Hdez100% (1)
- TIC y Educación en Chile: Una Revisión Sistemática de La LiteraturaДокумент11 страницTIC y Educación en Chile: Una Revisión Sistemática de La LiteraturaÁlefe VianaОценок пока нет
- Ensayos en Un Compresor de AireДокумент20 страницEnsayos en Un Compresor de AireThom Moreno PereaОценок пока нет
- Caracteristicas y Operación de Puertos EstandarДокумент5 страницCaracteristicas y Operación de Puertos EstandarSergio DiazОценок пока нет
- UNAM TorreEnfriamientoДокумент3 страницыUNAM TorreEnfriamientoHazelОценок пока нет
- Practica 1 MetalografiaДокумент6 страницPractica 1 MetalografiaMario CastilloОценок пока нет
- Gestión de inventarios: claves para una optimizaciónДокумент24 страницыGestión de inventarios: claves para una optimizaciónNoemí MataОценок пока нет
- TwidoДокумент39 страницTwidoJef PerezОценок пока нет
- PRESA de EnrocamientoДокумент5 страницPRESA de Enrocamientoadonis100% (1)
- Norma Tecnica Colombiana NTC 4641Документ43 страницыNorma Tecnica Colombiana NTC 4641dimes2683% (6)
- Red Lan Wan TopologiasДокумент44 страницыRed Lan Wan TopologiasJavier Saúl Parada EsguerraОценок пока нет
- 17 S Consuegra Modulo Motores DieselДокумент4 страницы17 S Consuegra Modulo Motores DieselMiguel Angel Julio RicoОценок пока нет
- Practica 3Документ9 страницPractica 3Dan Ab LHОценок пока нет
- Proyecto RP Isidro Rafael UltrapipeДокумент97 страницProyecto RP Isidro Rafael UltrapipejuanОценок пока нет
- 10 TumbadosДокумент9 страниц10 TumbadosRONNY CARRIONОценок пока нет
- Aero Genera DorДокумент13 страницAero Genera DorBeeRe RomeroОценок пока нет
- ALUMINIOДокумент289 страницALUMINIOJonathan Delgado OblitasОценок пока нет
- El Problema de ColindanciaДокумент4 страницыEl Problema de ColindanciaBrayanAlcocerMedinaОценок пока нет
- Tríptico Agua para NiñosДокумент2 страницыTríptico Agua para Niñososwaldo padilla vargasОценок пока нет
- Proyecto BiodieselДокумент22 страницыProyecto BiodieselONILDO JUNIORОценок пока нет
- Presentacion de Motores TrifasicosДокумент14 страницPresentacion de Motores TrifasicosFranklin PintoОценок пока нет
- Especificaciones Técnicas MontajeДокумент47 страницEspecificaciones Técnicas MontajeMiguelОценок пока нет
- Libro Sobre Diseño Geotécnico PDFДокумент321 страницаLibro Sobre Diseño Geotécnico PDFAlexander Gonzales OviedoОценок пока нет
- Desarrollo Actividad 3 Introduccion A La IngenieriaДокумент39 страницDesarrollo Actividad 3 Introduccion A La IngenieriaStephanie Urieles MorenoОценок пока нет
- Plano de ColegioДокумент1 страницаPlano de ColegioBill Suarez100% (1)
- Planificación del mantenimiento correctivo por averíasДокумент24 страницыPlanificación del mantenimiento correctivo por averíasrichardcamusОценок пока нет
- Ampliar estética unisex Betty con distribuidora de bellezaДокумент6 страницAmpliar estética unisex Betty con distribuidora de bellezaCindy QuirozОценок пока нет
- Memoria Descriptiva PortachueloДокумент35 страницMemoria Descriptiva PortachueloMaikol J. Chilcon JulcaОценок пока нет
- Manual de Reparabilidad VW Golf GTI MK3Документ36 страницManual de Reparabilidad VW Golf GTI MK3daloppel89% (9)
- Análisis de Caso Paradero de BusesДокумент22 страницыAnálisis de Caso Paradero de BusesIreneОценок пока нет