Вам также может понравиться
- Electrodeposition of Chromium from Chromic Acid SolutionsОт EverandElectrodeposition of Chromium from Chromic Acid SolutionsРейтинг: 4 из 5 звезд4/5 (1)
- Process: Chrome PlatingДокумент2 страницыProcess: Chrome PlatingRizky PratamaОценок пока нет
- Zinc Nickel PlatingДокумент1 страницаZinc Nickel PlatingSiripongTОценок пока нет
- Chrome Plating ProcessДокумент5 страницChrome Plating ProcessSunilОценок пока нет
- Bright Chrome HR 75Документ12 страницBright Chrome HR 75Ringga sonifaОценок пока нет
- Chrome Plating On ABSДокумент52 страницыChrome Plating On ABSmarkОценок пока нет
- HC 80 (Hard Chromium Process)Документ5 страницHC 80 (Hard Chromium Process)Sinar Cemaramas AbadiОценок пока нет
- Treatment of Electroplating WasteДокумент8 страницTreatment of Electroplating WasteHajar HadisОценок пока нет
- Electroplating BlowersДокумент6 страницElectroplating BlowersSanjeev KachharaОценок пока нет
- ANKURДокумент20 страницANKURDevashish JoshiОценок пока нет
- Decorative Chromium PlatingДокумент8 страницDecorative Chromium Platingcauthon82Оценок пока нет
- Bright Zinc PlatingДокумент3 страницыBright Zinc PlatingHacı OsmanОценок пока нет
- Zinc Nickel Plating: Platings & Coatings For IndustryДокумент1 страницаZinc Nickel Plating: Platings & Coatings For IndustryyağmurОценок пока нет
- Electroplating of PlasticsДокумент4 страницыElectroplating of PlasticsislammughalОценок пока нет
- Stannolume Bright Acid Tin: Technical Data SheetДокумент7 страницStannolume Bright Acid Tin: Technical Data SheetLuuThiThuyDuong100% (2)
- Hard Chrome 105 Plating ProcesДокумент3 страницыHard Chrome 105 Plating ProcesKishora BhatОценок пока нет
- Surface Preparation Of: Aluminum, Copper, BrassДокумент14 страницSurface Preparation Of: Aluminum, Copper, BrassGaneshОценок пока нет
- Hard Chrome PlatingДокумент2 страницыHard Chrome PlatingGuru SamyОценок пока нет
- Technical Service Data Sheet: Cupratech Ac 382Документ5 страницTechnical Service Data Sheet: Cupratech Ac 382Jitendra Kumar SinghОценок пока нет
- 8.studies On Ultra High Solar Absorber Black Electroless Nickel Coatings On Aluminum Alloys For Space ApplicationДокумент8 страниц8.studies On Ultra High Solar Absorber Black Electroless Nickel Coatings On Aluminum Alloys For Space ApplicationFerRazzónОценок пока нет
- Iz260 PDFДокумент6 страницIz260 PDFKaRenthLuNaОценок пока нет
- Apcotherm HR FinishДокумент1 страницаApcotherm HR Finishgowtham_venkat_4Оценок пока нет
- Testing Methods For Plating BathsДокумент3 страницыTesting Methods For Plating BathsR.Subramanian100% (1)
- TL 7Документ11 страницTL 7Dragana RajicОценок пока нет
- Cobalt Zinc PlatingДокумент13 страницCobalt Zinc PlatingstingdotОценок пока нет
- HR S 50 B (Bright Nickel Bath)Документ8 страницHR S 50 B (Bright Nickel Bath)Sinar Cemaramas AbadiОценок пока нет
- Introduction To Chrome PlatingДокумент7 страницIntroduction To Chrome PlatingWerner SchrammelОценок пока нет
- Nickel Chromium PlatingДокумент10 страницNickel Chromium Platingselvamuthukumar100% (1)
- Cobre CianuradoДокумент3 страницыCobre CianuradohumbertotorresrОценок пока нет
- Croda NF-TДокумент3 страницыCroda NF-Tnirai101259Оценок пока нет
- Electroplating Costs CalculationДокумент19 страницElectroplating Costs CalculationmosesОценок пока нет
- Nickel General Operating InstructionsДокумент14 страницNickel General Operating InstructionsNicole fralixОценок пока нет
- E-Brite B-150: Brass Plating ProcessДокумент7 страницE-Brite B-150: Brass Plating Processm daneshpourОценок пока нет
- Industrial AutomationДокумент33 страницыIndustrial Automationbhuvanesh85Оценок пока нет
- Semilux 100 Ds v05Документ28 страницSemilux 100 Ds v05Tran Manh VuОценок пока нет
- Plating ChromeДокумент18 страницPlating ChromemtrisaktiagusnОценок пока нет
- Electroplating Cost Calculation - RefДокумент12 страницElectroplating Cost Calculation - RefJitendra PatilОценок пока нет
- Zinc PlatingДокумент3 страницыZinc Platingjavier.garcia6281Оценок пока нет
- Chrome Plating EngДокумент24 страницыChrome Plating EngNikita OkochaОценок пока нет
- Zinc Electroplating - Products FinishingДокумент14 страницZinc Electroplating - Products FinishingSHYAM KAYALОценок пока нет
- Manual 8XX Titrando ENДокумент38 страницManual 8XX Titrando ENLê Duy ThăngОценок пока нет
- Metal Finishing Processes Best PracticesДокумент44 страницыMetal Finishing Processes Best PracticesHoang TanОценок пока нет
- 304 Chromic Acid AnodizingДокумент6 страниц304 Chromic Acid AnodizingPuguh Cahpordjo BaeОценок пока нет
- Electroplating Theory & Concepts - Beginners EditionДокумент93 страницыElectroplating Theory & Concepts - Beginners EditionARVINDA KUMARОценок пока нет
- Jewelry Plating TermsДокумент2 страницыJewelry Plating TermsELben RescoberОценок пока нет
- Lecture - 03 Electroplating and ElectrolessДокумент31 страницаLecture - 03 Electroplating and ElectrolessRidho QuluqОценок пока нет
- Article - Chromium PlatingДокумент12 страницArticle - Chromium Platingfauzi7Оценок пока нет
- Decorative Chromium Plating BasicsДокумент8 страницDecorative Chromium Plating Basicsm daneshpour100% (1)
- Test Cells For Plating PDFДокумент7 страницTest Cells For Plating PDFR.SubramanianОценок пока нет
- PCB Surface FinishДокумент7 страницPCB Surface FinishEulises QuinteroОценок пока нет
- TALAT Lecture 5105: Surface Treatment of AluminiumДокумент15 страницTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsОценок пока нет
- Acid ZincДокумент27 страницAcid ZincHacı OsmanОценок пока нет
- Acid Zinc 2Документ6 страницAcid Zinc 2Muhammad SaqibОценок пока нет
- Zinc PlatingДокумент4 страницыZinc Platingrohitpatil330% (1)
- Buffoli Booklet - USA PhoscoatingДокумент138 страницBuffoli Booklet - USA PhoscoatingMark GarrettОценок пока нет
- Anodize ProcessДокумент42 страницыAnodize ProcessJigar GalaОценок пока нет
- Du-Zinc 019Документ7 страницDu-Zinc 019KaRenthLuNaОценок пока нет
- Brass Plating - Galvanica Consonni (Good Article)Документ4 страницыBrass Plating - Galvanica Consonni (Good Article)Homayoon GeramifarОценок пока нет
- Hard Chrome Plating PlantsДокумент5 страницHard Chrome Plating Plants19bt01019Оценок пока нет
- Protective Coatings For MetalsДокумент53 страницыProtective Coatings For MetalsSiddharth Khorwal50% (2)
- Fuel Bill Template 3Документ1 страницаFuel Bill Template 3Suraj RawatОценок пока нет
- Push Pull Meter - Act - 1000n PDFДокумент7 страницPush Pull Meter - Act - 1000n PDFSuraj RawatОценок пока нет
- NT-EHS-SOP04 SOP For Communication - EMSДокумент3 страницыNT-EHS-SOP04 SOP For Communication - EMSSuraj RawatОценок пока нет
- Time PlotДокумент1 страницаTime PlotSuraj RawatОценок пока нет
- Cycle Count Process StepsДокумент3 страницыCycle Count Process StepsSuraj RawatОценок пока нет
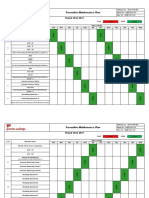
- Preventive Maintenance SystemДокумент3 страницыPreventive Maintenance SystemSuraj RawatОценок пока нет
- FT 35 DC D10447340A Process SheetДокумент7 страницFT 35 DC D10447340A Process SheetSuraj RawatОценок пока нет
- Control Plan: FG 260 As Per IS 210: 2009Документ24 страницыControl Plan: FG 260 As Per IS 210: 2009Suraj RawatОценок пока нет
- FT 35 DC D10447340A Setup ApprovalДокумент7 страницFT 35 DC D10447340A Setup ApprovalSuraj RawatОценок пока нет
- In-Process Inspection Report: Date: - / - / - Rev. No.: 01 (11/05/2016)Документ4 страницыIn-Process Inspection Report: Date: - / - / - Rev. No.: 01 (11/05/2016)Suraj RawatОценок пока нет
- Process Sheet: Part No.: Hub 1500629 (Annexure 1 To PCP 1500629E CP-08)Документ5 страницProcess Sheet: Part No.: Hub 1500629 (Annexure 1 To PCP 1500629E CP-08)Suraj RawatОценок пока нет
- Process Sheet: Rev. No. 01 (19/10/2015)Документ6 страницProcess Sheet: Rev. No. 01 (19/10/2015)Suraj RawatОценок пока нет
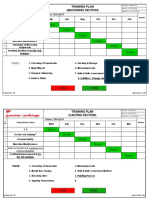
- Training Module and Training SheetДокумент6 страницTraining Module and Training SheetSuraj RawatОценок пока нет
- .Builds Relations: Awards & CitationsДокумент15 страниц.Builds Relations: Awards & CitationsSuraj RawatОценок пока нет
- Contingency Plan 2017-2018Документ1 страницаContingency Plan 2017-2018Suraj RawatОценок пока нет
- Capacity ManagementДокумент2 страницыCapacity ManagementSuraj RawatОценок пока нет
- Testing FacilitiesДокумент5 страницTesting FacilitiesSuraj RawatОценок пока нет
- No. of EmployeesДокумент3 страницыNo. of EmployeesSuraj RawatОценок пока нет
- Process Sheet: 9 Inner Diameter Ø 95.21/ 95.31 MM 100% 20th PC 10 Inner Diameter Ø 89.934/ 89.957 MM 100% 10th PCДокумент5 страницProcess Sheet: 9 Inner Diameter Ø 95.21/ 95.31 MM 100% 20th PC 10 Inner Diameter Ø 89.934/ 89.957 MM 100% 10th PCSuraj RawatОценок пока нет
- Rev 02Документ3 страницыRev 02Suraj RawatОценок пока нет
- Rev 03Документ5 страницRev 03Suraj RawatОценок пока нет
- D10414410A CP Rev 00Документ21 страницаD10414410A CP Rev 00Suraj RawatОценок пока нет
- Fmea CastingДокумент4 страницыFmea CastingSuraj RawatОценок пока нет
- D10414410a Fmea MachiningДокумент13 страницD10414410a Fmea MachiningSuraj RawatОценок пока нет
- Fmea CastingДокумент8 страницFmea CastingSuraj RawatОценок пока нет
- Machining PFMEAДокумент8 страницMachining PFMEASuraj RawatОценок пока нет
- GM Machining CP REV 03Документ17 страницGM Machining CP REV 03Suraj RawatОценок пока нет
- D10414410a Fmea CastingДокумент7 страницD10414410a Fmea CastingSuraj RawatОценок пока нет
- Fmea Machining Rev 01Документ12 страницFmea Machining Rev 01Suraj RawatОценок пока нет
- GM Process SheetДокумент1 страницаGM Process SheetSuraj RawatОценок пока нет
- 5 Symbolic Frame Worksheet 1Документ3 страницы5 Symbolic Frame Worksheet 1api-529132129Оценок пока нет
- ResolverДокумент2 страницыResolverVladimirAgeevОценок пока нет
- Nnscore 2.0: A Neural-Network Receptor Ligand Scoring FunctionДокумент7 страницNnscore 2.0: A Neural-Network Receptor Ligand Scoring FunctionAdrián RodríguezОценок пока нет
- Brainstorming and OutliningДокумент7 страницBrainstorming and OutliningWalter Evans LasulaОценок пока нет
- Adendo Catalogo Easytech IngДокумент15 страницAdendo Catalogo Easytech IngTim SmytheОценок пока нет
- Xie-Ye Polymerization CatalysisДокумент47 страницXie-Ye Polymerization CatalysisjasvindersinghsagguОценок пока нет
- International Standard: Electric Vehicle Conductive Charging System - General RequirementsДокумент7 страницInternational Standard: Electric Vehicle Conductive Charging System - General Requirementskrishna chaitanyaОценок пока нет
- Engineering Practices Lab-ECEДокумент43 страницыEngineering Practices Lab-ECEPraveen KarthickОценок пока нет
- Medical Development PowerPoint TemplateДокумент16 страницMedical Development PowerPoint TemplatesugamОценок пока нет
- Abrasive Jet Machining Unit 2Документ7 страницAbrasive Jet Machining Unit 2anithayesurajОценок пока нет
- 10 Reasons FullДокумент17 страниц10 Reasons FullMikaš MatkoОценок пока нет
- User's Perception of The Relevance of Courtyard Designs in A Modern Context: A Case of Traditional Pol Houses, AhmedabadДокумент11 страницUser's Perception of The Relevance of Courtyard Designs in A Modern Context: A Case of Traditional Pol Houses, AhmedabadGaurav GangwarОценок пока нет
- The Theory of Reasoned ActionДокумент2 страницыThe Theory of Reasoned ActionAisha Vidya TriyandaniОценок пока нет
- Ashtakavarga PredictionДокумент5 страницAshtakavarga Predictionmagicalseas40% (5)
- Who Am I MemoДокумент2 страницыWho Am I Memoapi-652685391Оценок пока нет
- Exam2SampleProblems SP17 - 1507832832437Документ5 страницExam2SampleProblems SP17 - 1507832832437rohitrgt4uОценок пока нет
- Parts Catalogue YAMAHA ET-1Документ18 страницParts Catalogue YAMAHA ET-1walterfrano6523Оценок пока нет
- Lesson 3 (MODULE 1) : Ge Elec 3 Living in The I.T. EraДокумент10 страницLesson 3 (MODULE 1) : Ge Elec 3 Living in The I.T. EraVincent CyrusОценок пока нет
- Datasheet: TV10S 335-11Z-M20Документ6 страницDatasheet: TV10S 335-11Z-M20Dayglis CostaОценок пока нет
- 152-Article Text-3978-4-10-20190311Документ7 страниц152-Article Text-3978-4-10-20190311charlesОценок пока нет
- X-Ray Diffraction: Geoenvironmental Research Group Laboratory Manual 2008Документ4 страницыX-Ray Diffraction: Geoenvironmental Research Group Laboratory Manual 2008Nhan Nguyen VanОценок пока нет
- Structure 1Документ5 страницStructure 1Thunder AnimeОценок пока нет
- Application For Petitioned Class: College of Engineering and ArchitectureДокумент2 страницыApplication For Petitioned Class: College of Engineering and ArchitectureJohn A. CenizaОценок пока нет
- MCE Cambridge Primary Maths 2E Stage6 PPT C05Документ25 страницMCE Cambridge Primary Maths 2E Stage6 PPT C05Novi YufitriОценок пока нет
- Unit - 1 HTДокумент57 страницUnit - 1 HTSoham PendseОценок пока нет
- Canon Ts5000 (Impressora) MANUALДокумент441 страницаCanon Ts5000 (Impressora) MANUALMiguel DinisОценок пока нет
- Distributed Caching Algorithms For Content Distribution NetworksДокумент22 страницыDistributed Caching Algorithms For Content Distribution NetworksgodgivenhomesОценок пока нет
- Workbook Páginas 50 y 51Документ2 страницыWorkbook Páginas 50 y 51Francisco López CabreraОценок пока нет
- Dynasylan BSM 40%Документ3 страницыDynasylan BSM 40%Francois-Оценок пока нет
- Department of Education: Performance Monitoring and Coaching Form SY 2021-2022Документ3 страницыDepartment of Education: Performance Monitoring and Coaching Form SY 2021-2022Sheena Movilla96% (24)