Вам также может понравиться
- Viscosidad FinalДокумент9 страницViscosidad FinalRhucliana P-cОценок пока нет
- Bases VI Concurso Gastronómico Come Pescado Con TodoДокумент14 страницBases VI Concurso Gastronómico Come Pescado Con TodoRhucliana P-cОценок пока нет
- Ept 2Документ4 страницыEpt 2Rhucliana P-cОценок пока нет
- Folle ToДокумент2 страницыFolle ToRhucliana P-cОценок пока нет
- Activi: Elaboramos Medios de Comunicación para Dar Recomendaciones Sobre La Participación Ciudadana en Las EleccionesДокумент5 страницActivi: Elaboramos Medios de Comunicación para Dar Recomendaciones Sobre La Participación Ciudadana en Las EleccionesRhucliana P-c100% (1)
- 1ro Recuperacion Experiencia 01Документ41 страница1ro Recuperacion Experiencia 01Cruz Alejandrina Castillo MarquezОценок пока нет
- PORTADAДокумент2 страницыPORTADARhucliana P-cОценок пока нет
- En Una Institución Educativa de Nivel Segundario Se Desea Determinar La Proporción de Estudiantes de Primer Grado Que Sufren Caries DentalesДокумент3 страницыEn Una Institución Educativa de Nivel Segundario Se Desea Determinar La Proporción de Estudiantes de Primer Grado Que Sufren Caries DentalesRhucliana P-cОценок пока нет
- Etiqueta de La AteДокумент1 страницаEtiqueta de La AteRhucliana P-cОценок пока нет
- 1Документ5 страниц1Rhucliana P-cОценок пока нет
- Proceso de Pilado Del Arroz Molino Espiga Del Norte E.I.R.L.Документ18 страницProceso de Pilado Del Arroz Molino Espiga Del Norte E.I.R.L.Rhucliana P-c0% (1)
- En Una Institución Educativa de Nivel Segundario Se Desea Determinar La Proporción de Estudiantes de Primer Grado Que Sufren Caries DentalesДокумент33 страницыEn Una Institución Educativa de Nivel Segundario Se Desea Determinar La Proporción de Estudiantes de Primer Grado Que Sufren Caries DentalesRhucliana P-cОценок пока нет
- YogurtДокумент47 страницYogurtRhucliana P-cОценок пока нет
- Aplicaciones de La Biotecnología PDFДокумент124 страницыAplicaciones de La Biotecnología PDFLina Marcela Porras SamboniОценок пока нет
- Balance de Energia Del Proceso de PasteurizacionДокумент2 страницыBalance de Energia Del Proceso de PasteurizacionRhucliana P-cОценок пока нет
- Averiguar Los TratamientosДокумент2 страницыAveriguar Los TratamientosRhucliana P-cОценок пока нет
- Analisis Sector Lacteo PeruanoДокумент33 страницыAnalisis Sector Lacteo PeruanoLuis Omar0% (1)
- Proyecto de Yogurt Casero IДокумент73 страницыProyecto de Yogurt Casero IMary Anne Cedeño García88% (24)
- Procesamiento de YogurtДокумент34 страницыProcesamiento de YogurtMatias BanegaОценок пока нет
- Estudi0 de Mercado de Materia PrimaДокумент8 страницEstudi0 de Mercado de Materia PrimaRhucliana P-cОценок пока нет
- Molino Espiga Del NorteДокумент37 страницMolino Espiga Del NorteRhucliana P-c0% (1)
- Molino Espiga Del NorteДокумент37 страницMolino Espiga Del NorteRhucliana P-c0% (1)
- Venta Leche 2000-2012Документ2 страницыVenta Leche 2000-2012Rhucliana P-cОценок пока нет
- En Una Institución Educativa de Nivel Segundario Se Desea Determinar La Proporción de Estudiantes de Primer Grado Que Sufren Caries DentalesДокумент3 страницыEn Una Institución Educativa de Nivel Segundario Se Desea Determinar La Proporción de Estudiantes de Primer Grado Que Sufren Caries DentalesRhucliana P-cОценок пока нет
- SalidaДокумент2 страницыSalidaRhucliana P-cОценок пока нет
- Zona en Caso de SismosДокумент1 страницаZona en Caso de SismosRhucliana P-cОценок пока нет
- Yogurt de Arandano Con LinazaДокумент1 страницаYogurt de Arandano Con LinazaRhucliana P-cОценок пока нет
- SalidaДокумент2 страницыSalidaRhucliana P-cОценок пока нет
- Proyecto PaulinoДокумент58 страницProyecto PaulinoRhucliana P-cОценок пока нет
- Principales Actividades Economicas MayasДокумент6 страницPrincipales Actividades Economicas MayasGio Gutièrrez46% (13)
- La Digitalización en La EmpresaДокумент45 страницLa Digitalización en La EmpresasalvascarpatoОценок пока нет
- Solucion Taller 2Документ44 страницыSolucion Taller 2Luis Alberto Rojas Adames57% (7)
- Guia 3 - Actividad 1Документ20 страницGuia 3 - Actividad 1nataly russoОценок пока нет
- Herramientas de Apoyo A Las PMOДокумент36 страницHerramientas de Apoyo A Las PMONelsonОценок пока нет
- Caso #1Документ5 страницCaso #1ana maria otero celis100% (1)
- Plan de Trabajo Comite Curricular (Dexy Torrado)Документ18 страницPlan de Trabajo Comite Curricular (Dexy Torrado)HAROLD LEONARDO QUINTERO VELASQUEZОценок пока нет
- Mas Inversión para El Agua V "Miagua V": Contrato de Préstamo #88662Документ51 страницаMas Inversión para El Agua V "Miagua V": Contrato de Préstamo #88662edwinОценок пока нет
- Preguntas y Respuestas (Administracion de Obras)Документ6 страницPreguntas y Respuestas (Administracion de Obras)Osvaldo CárdenasОценок пока нет
- Curso 2-Esan-IndicadoresДокумент45 страницCurso 2-Esan-IndicadoresJoseVidalОценок пока нет
- Informe 2 Desarrollo EconomicoДокумент7 страницInforme 2 Desarrollo Economicopaulin osorioОценок пока нет
- Planeacion EstrategicaДокумент19 страницPlaneacion EstrategicaJaime Tiburcio Cortés100% (2)
- Documento 6Документ12 страницDocumento 6Dayanlith AbreuОценок пока нет
- Marketing EmpresarialДокумент8 страницMarketing EmpresarialCarla VillarteОценок пока нет
- Mazas 11-2019Документ91 страницаMazas 11-2019Jose Antonio Gonzalez Morales100% (2)
- Uf1 Análisis y Prevención Financiera Nf1 Necesidades Financieras.Документ12 страницUf1 Análisis y Prevención Financiera Nf1 Necesidades Financieras.Maria Veronica Mikue Ngomo EtunuОценок пока нет
- Guía Práctica #03Документ5 страницGuía Práctica #03Kevin Seclen M.Оценок пока нет
- Christian Cantú - COMCE NoresteДокумент18 страницChristian Cantú - COMCE NoresteAsesor 3GОценок пока нет
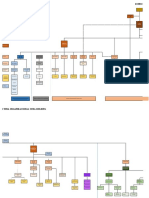
- Organigrama Suma HoldingДокумент3 страницыOrganigrama Suma HoldingSINTIA BUSTAMANTE PILLIHUAMANОценок пока нет
- 1 ESTUDIO DE PROYECTOS-fusionadoДокумент198 страниц1 ESTUDIO DE PROYECTOS-fusionadoPatricia Mamani ChoqueОценок пока нет
- Cómo Airbnb Encontró Una Misión y Una MarcaДокумент18 страницCómo Airbnb Encontró Una Misión y Una MarcaLuis Carlos Orozco G100% (2)
- 4-6-Coceptos Básicos de Comercio ExteriorДокумент5 страниц4-6-Coceptos Básicos de Comercio ExteriorLuz marina Yepes AhumedoОценок пока нет
- Unidad 2 - Fase 3-Recoleccion Analitica de Datos - Edwin CordobaДокумент17 страницUnidad 2 - Fase 3-Recoleccion Analitica de Datos - Edwin CordobaEdwin Córdoba CañadasОценок пока нет
- Save Planet Yosave Planet 10Документ3 161 страницаSave Planet Yosave Planet 10valentina buitragoОценок пока нет
- Proyecto Minero Las BambasДокумент8 страницProyecto Minero Las BambasAngel Paul LaraОценок пока нет
- Evolucion de La Auditoría ForenseДокумент38 страницEvolucion de La Auditoría Forensegerardo diazОценок пока нет
- Servicio Nacional de Adiestramiento en Trabajo IndustrialДокумент11 страницServicio Nacional de Adiestramiento en Trabajo IndustrialLucy Mío AtocheОценок пока нет
- Galeano Hernandez Orlando GabrielДокумент107 страницGaleano Hernandez Orlando GabrielJorge Mario Martinez CamachoОценок пока нет
- Taller 5 y 6 de Contabilidad General y de CostosДокумент5 страницTaller 5 y 6 de Contabilidad General y de CostosDRA. ANA ISABEL ARRIETA VILLEGASОценок пока нет
- El Préstamo Con Interés-1Документ2 страницыEl Préstamo Con Interés-1Franchesca CruzОценок пока нет