Вам также может понравиться
- Curso DatitosДокумент37 страницCurso DatitosTato FloresОценок пока нет
- Proyecto Final DS V1Документ16 страницProyecto Final DS V1Tato FloresОценок пока нет
- 17) Fco FinalДокумент3 страницы17) Fco FinalTato FloresОценок пока нет
- PDF Fayser Accesorios Canales de Tension PDFДокумент3 страницыPDF Fayser Accesorios Canales de Tension PDFTato FloresОценок пока нет
- Coto CДокумент1 страницаCoto CTato FloresОценок пока нет
- Puntos A44 PDДокумент1 страницаPuntos A44 PDTato FloresОценок пока нет
- The Cleaver TestДокумент18 страницThe Cleaver TestMariela Fernandez96% (23)
- Simulacro Primer Parcial Con RtaДокумент7 страницSimulacro Primer Parcial Con RtaTato FloresОценок пока нет
- CV Guillermo Flores Torres PDFДокумент1 страницаCV Guillermo Flores Torres PDFTato FloresОценок пока нет
- PDF Fayser Accesorios Bandejas vs2018001 PDFДокумент6 страницPDF Fayser Accesorios Bandejas vs2018001 PDFTato FloresОценок пока нет
- PDF Mba OnlineДокумент17 страницPDF Mba OnlineTato Flores0% (1)
- Células ganglionares centro ON y OFF explican contraste luminanciaДокумент4 страницыCélulas ganglionares centro ON y OFF explican contraste luminanciaTato FloresОценок пока нет
- Teclado PDFДокумент2 страницыTeclado PDFtago_704714561Оценок пока нет
- Coto CДокумент1 страницаCoto CTato FloresОценок пока нет
- Coto CДокумент38 страницCoto CTato FloresОценок пока нет
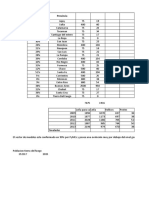
- Provincias Total MaderaДокумент5 страницProvincias Total MaderaTato FloresОценок пока нет
- 189-207 Caract 1279703967968Документ19 страниц189-207 Caract 1279703967968Tato FloresОценок пока нет
- Intento de ProyectoasdДокумент16 страницIntento de ProyectoasdTato FloresОценок пока нет
- Mapa de RiesgoДокумент1 страницаMapa de RiesgoTato FloresОценок пока нет
- PlanificacionДокумент9 страницPlanificacionTato FloresОценок пока нет
- Analítico FloresДокумент3 страницыAnalítico FloresTato FloresОценок пока нет
- Analítico FloresДокумент3 страницыAnalítico FloresTato FloresОценок пока нет
- CV Flores GuillermoДокумент1 страницаCV Flores GuillermoTato FloresОценок пока нет
- Mapa de RiesgoДокумент1 страницаMapa de RiesgoTato FloresОценок пока нет
- ASME VIII-Rollino - E Partes 1 y 2 VirtualДокумент92 страницыASME VIII-Rollino - E Partes 1 y 2 VirtualRodrigo GonzalezОценок пока нет
- TP CDG FinalДокумент19 страницTP CDG FinalTato FloresОценок пока нет
- VF - PR - 06 Practicas Recomendadas Trabajos en Alturas - IapgДокумент25 страницVF - PR - 06 Practicas Recomendadas Trabajos en Alturas - IapgMariano Fernandez ToribioОценок пока нет
- Examen Final Movimiento MecánicoДокумент2 страницыExamen Final Movimiento MecánicoTato FloresОценок пока нет
- Presentación Polipropileno Flores GuillermoДокумент35 страницPresentación Polipropileno Flores GuillermoTato FloresОценок пока нет
- Esquema de Articulo CientíficoДокумент1 страницаEsquema de Articulo Científicojehan carlos coila ticonaОценок пока нет
- MANUAL DE SONIDO - 04 CALIDAD DE AUDIO - Estudio MarheaДокумент16 страницMANUAL DE SONIDO - 04 CALIDAD DE AUDIO - Estudio MarheaThenientheОценок пока нет
- Protocolos Indagación Alegato ES PDFДокумент2 страницыProtocolos Indagación Alegato ES PDFHugo EcheverriОценок пока нет
- Fichas pedagógicas semana 3Документ8 страницFichas pedagógicas semana 3Castillo MallaraОценок пока нет
- Plantilla Cliente de OroДокумент9 страницPlantilla Cliente de OroDavidLopezОценок пока нет
- Fray Melchor de TalamantesДокумент45 страницFray Melchor de TalamantesSergio HernandezОценок пока нет
- Aprendizaje social BanduraДокумент11 страницAprendizaje social Banduraalejandra lombo cortesОценок пока нет
- TESIS-Trastornos de La Conducta Alimentaria en Adolescentes Del Colegio Instituto Tecnologico Superior Daniel Alvarez BurneoДокумент105 страницTESIS-Trastornos de La Conducta Alimentaria en Adolescentes Del Colegio Instituto Tecnologico Superior Daniel Alvarez BurneoJhovis QuinterosОценок пока нет
- Distribuciones HidroestaДокумент31 страницаDistribuciones Hidroestajoel menesesОценок пока нет
- Fo Muros 1.11eДокумент24 страницыFo Muros 1.11eChuiysОценок пока нет
- Ensayo "Paradigmas de La Ingeniería de Software"Документ8 страницEnsayo "Paradigmas de La Ingeniería de Software"Salvador Rodriguez HernandezОценок пока нет
- Examen de Quimica 8Документ2 страницыExamen de Quimica 8JERSY PAOLA DIAZ ESCOBAR100% (2)
- Ondas MecanicasДокумент5 страницOndas MecanicasMarco Antonio Casarrubias MezaОценок пока нет
- Unidad 02 Sa 02 I TrimДокумент7 страницUnidad 02 Sa 02 I TrimAngel FloresОценок пока нет
- Plano Refrigeracion ModernaДокумент1 страницаPlano Refrigeracion ModernaVanessa Vera BОценок пока нет
- Argumentos en Contra de La MineriaДокумент10 страницArgumentos en Contra de La MineriaAntonella HernándezОценок пока нет
- Pracv 4Документ15 страницPracv 4Jair MartínezОценок пока нет
- Gestión Estratégica de MantenimientoДокумент8 страницGestión Estratégica de MantenimientoRenzoRiveroОценок пока нет
- GIINN U2 Contenido 2022 2Документ73 страницыGIINN U2 Contenido 2022 2Elisa VelázquezОценок пока нет
- Guia - de - Aprendizaje 1 INDUCCIÓN PDFДокумент5 страницGuia - de - Aprendizaje 1 INDUCCIÓN PDFJuan Camilo Agudelo0% (1)
- Ampena, 23-4Документ37 страницAmpena, 23-4Asalia ZavalaОценок пока нет
- Unidad 4. Actividad 1 - Variaciones Presupuestales - Onhelys Antigua T. Mat. 2016-0586Документ2 страницыUnidad 4. Actividad 1 - Variaciones Presupuestales - Onhelys Antigua T. Mat. 2016-0586onhelys antigua100% (1)
- Combinación de Estrellas Periodo 8Документ7 страницCombinación de Estrellas Periodo 8Maars SandovalОценок пока нет
- Progresiones de La MCCEMSДокумент10 страницProgresiones de La MCCEMSdactylussОценок пока нет
- Acido Hialuronico PDFДокумент17 страницAcido Hialuronico PDFKiara Navarro CernaОценок пока нет
- Acta de Limpieza. Desinfeccion y Calibracion Ha AchacoДокумент1 страницаActa de Limpieza. Desinfeccion y Calibracion Ha AchacoFranklin Smith Aroni ChecmapoccoОценок пока нет
- Formato Presentacion IstsbДокумент6 страницFormato Presentacion IstsbBLADE NIXON AYORA PERALTAОценок пока нет
- Influencia de las redes en los jóvenesДокумент12 страницInfluencia de las redes en los jóvenesAlexandra FernandezОценок пока нет
- Informe 2 Lab FesoДокумент10 страницInforme 2 Lab FesoRenato SMОценок пока нет
- SEÑALIZACIONДокумент19 страницSEÑALIZACIONJesusОценок пока нет