Вам также может понравиться
- 2b1 ProjectionДокумент20 страниц2b1 ProjectionJoel BrasilBorgesОценок пока нет
- BASIC WELDING GUIDEДокумент26 страницBASIC WELDING GUIDEMd Anamul HoqueОценок пока нет
- Design of Welded Connections Lincoln ElectricДокумент234 страницыDesign of Welded Connections Lincoln Electricnika2006Оценок пока нет
- Bolted Connections 1Документ45 страницBolted Connections 1Nicole ReyesОценок пока нет
- Chapter 7 ConnectionДокумент140 страницChapter 7 Connectionalafkhair tradingОценок пока нет
- Bolt ConnectionДокумент98 страницBolt ConnectiondanessatiriaОценок пока нет
- Welding Types and DefectsДокумент30 страницWelding Types and DefectsHarisagar ThulasiramanОценок пока нет
- Sambungan Las: Keuntungan dan Kerugian Las Serta Persoalan WeldingДокумент50 страницSambungan Las: Keuntungan dan Kerugian Las Serta Persoalan WeldingMaruli SaragihОценок пока нет
- Resistance AWSДокумент82 страницыResistance AWSaravindan100% (1)
- 2a1 Physics Spot WeldДокумент25 страниц2a1 Physics Spot WeldNitish RanjanОценок пока нет
- Welding Methods Guide: Processes, Joints & StandardsДокумент52 страницыWelding Methods Guide: Processes, Joints & StandardscyОценок пока нет
- Distortion in Weld JointДокумент54 страницыDistortion in Weld JointDiVik BhargAva100% (1)
- Welding PDFДокумент74 страницыWelding PDFRachnaОценок пока нет
- Chapter 4 SteelДокумент52 страницыChapter 4 SteelHtet Myat AungОценок пока нет
- Welding InspectionДокумент139 страницWelding Inspectionvanchai sapaОценок пока нет
- Advanced Design of Steel Structure: Civil Engineering Department, NUCES, Lahore PakistanДокумент23 страницыAdvanced Design of Steel Structure: Civil Engineering Department, NUCES, Lahore Pakistansyed muneeb haiderОценок пока нет
- Structural Design of Buildings II Design of ConnectionsДокумент128 страницStructural Design of Buildings II Design of ConnectionsMaica HernandezОценок пока нет
- Table J2.1 & J2.2 - Effective Throat of PJP Groove WeldsДокумент1 страницаTable J2.1 & J2.2 - Effective Throat of PJP Groove WeldsUpadrasta HarishОценок пока нет
- Introduction To Flash Welding: (Reference: Welding Process Slides, The Welding Institute)Документ16 страницIntroduction To Flash Welding: (Reference: Welding Process Slides, The Welding Institute)Bangkit Rachmat HilcaОценок пока нет
- Resistance Welding ProcessesДокумент47 страницResistance Welding ProcessesJohan ZraghozОценок пока нет
- Welding DistortionДокумент51 страницаWelding DistortionRaj singhОценок пока нет
- Welding Course NPTELДокумент39 страницWelding Course NPTELAbhijeetSethi0% (1)
- Welding Fundamentals GuideДокумент68 страницWelding Fundamentals GuideSaiprasad Thakar100% (1)
- Giao Trinh English For WeldingДокумент43 страницыGiao Trinh English For WeldingThe Normal HeartОценок пока нет
- Aluminum Spot Welding: General ConsiderationsДокумент74 страницыAluminum Spot Welding: General ConsiderationshaikalОценок пока нет
- Z Welding Inspection Notes and QuestionsДокумент141 страницаZ Welding Inspection Notes and Questionsattalah.djaafar19887Оценок пока нет
- Ce 304 Lesson 6Документ5 страницCe 304 Lesson 6Lester Khiets RoaОценок пока нет
- Welding InspectionДокумент145 страницWelding InspectionMakhfud Edy100% (4)
- CE319 Design of Steel StructureДокумент53 страницыCE319 Design of Steel StructureMD Mazharul Islam BappyОценок пока нет
- Welding DefectsДокумент122 страницыWelding DefectsqaОценок пока нет
- TIG Welding TipsДокумент4 страницыTIG Welding TipsEnrico959Оценок пока нет
- Importance of welding design principlesДокумент26 страницImportance of welding design principlesPalani KarthiОценок пока нет
- Welding Processes GuideДокумент47 страницWelding Processes GuideVijay SarmalОценок пока нет
- Accesorio Ranurado MechДокумент28 страницAccesorio Ranurado MechDalberto RamirezОценок пока нет
- STUDY OF DRAWING STANDARDS & FITS AND TOLERANCESДокумент6 страницSTUDY OF DRAWING STANDARDS & FITS AND TOLERANCESAnonymous bAoFyAОценок пока нет
- Structural Design of Buildings II Design of ConnectionsДокумент73 страницыStructural Design of Buildings II Design of ConnectionsAswindana Ibnu SenaОценок пока нет
- CSWIP Welding Inspection Notes and QuestionsДокумент133 страницыCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Cylindrical Compression Helix Springs For Suspension SystemsОт EverandCylindrical Compression Helix Springs For Suspension SystemsОценок пока нет
- Pocket Guide to Flanges, Fittings, and Piping DataОт EverandPocket Guide to Flanges, Fittings, and Piping DataРейтинг: 3.5 из 5 звезд3.5/5 (22)
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesОт EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesРейтинг: 4.5 из 5 звезд4.5/5 (7)
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionОт EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionОценок пока нет
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersОт EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersРейтинг: 3.5 из 5 звезд3.5/5 (2)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesОт EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesОценок пока нет
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantОт EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Steel and Its Heat Treatment: Bofors HandbookОт EverandSteel and Its Heat Treatment: Bofors HandbookРейтинг: 2.5 из 5 звезд2.5/5 (3)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОт EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОценок пока нет
- The Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred ExperimentsОт EverandThe Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred ExperimentsОценок пока нет
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsОт EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsОценок пока нет
- WeldingДокумент16 страницWeldinghadeОценок пока нет
- Microtip Minimizing Weld SplashДокумент2 страницыMicrotip Minimizing Weld SplashJoel BrasilBorgesОценок пока нет
- PHB 5 PDFДокумент22 страницыPHB 5 PDFestephan82Оценок пока нет
- Resistance WeldingДокумент5 страницResistance WeldingJoel BrasilBorgesОценок пока нет
- Motoman XRC 2001 Control With Auto AxcessДокумент24 страницыMotoman XRC 2001 Control With Auto AxcessEduardo Castillo ZuñigaОценок пока нет
- WeldingДокумент16 страницWeldinghadeОценок пока нет
- Weldhelp MatrixДокумент1 страницаWeldhelp MatrixJoel BrasilBorgesОценок пока нет
- Microstructure and Mechanical Properties of Resistance Spot Welded Advanced High Strength SteelsДокумент9 страницMicrostructure and Mechanical Properties of Resistance Spot Welded Advanced High Strength SteelsJoel BrasilBorgesОценок пока нет
- AWS Standards Complete List 0503Документ4 страницыAWS Standards Complete List 0503Ron GoolsbyОценок пока нет
- Design Guidelines - Spot Welding ChapterДокумент11 страницDesign Guidelines - Spot Welding ChapterJoel BrasilBorgesОценок пока нет
- Electrode Material SelectionДокумент1 страницаElectrode Material SelectionJoel BrasilBorgesОценок пока нет
- Pei Wu PHDДокумент171 страницаPei Wu PHDJoel BrasilBorgesОценок пока нет
- WeldingДокумент16 страницWeldinghadeОценок пока нет
- WT1 IntroДокумент3 страницыWT1 IntroJoel BrasilBorgesОценок пока нет
- F 201504271430187023Документ4 страницыF 201504271430187023Joel BrasilBorgesОценок пока нет
- Welding NormsДокумент14 страницWelding NormsimupathanОценок пока нет
- S PDFДокумент32 страницыS PDFJoel BrasilBorgesОценок пока нет
- Spot Weld Tensile Testing MachineДокумент3 страницыSpot Weld Tensile Testing MachineJoel BrasilBorgesОценок пока нет
- Far Son 2003Документ8 страницFar Son 2003Joel BrasilBorgesОценок пока нет
- Miller SSW Spot WelderДокумент4 страницыMiller SSW Spot WelderJoel BrasilBorgesОценок пока нет
- Welding NormsДокумент14 страницWelding NormsimupathanОценок пока нет
- Resistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IДокумент12 страницResistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IJoel BrasilBorgesОценок пока нет
- Resistance WeldingДокумент5 страницResistance WeldingJoel BrasilBorgesОценок пока нет
- Pod Raj 2008Документ11 страницPod Raj 2008Joel BrasilBorgesОценок пока нет
- Numerical Study of Electrode Geometry Effects On Resistance Spot WeldingДокумент10 страницNumerical Study of Electrode Geometry Effects On Resistance Spot WeldingJoel BrasilBorgesОценок пока нет
- Application Data SheetДокумент4 страницыApplication Data SheetJoel BrasilBorgesОценок пока нет
- Projection Welding - Balance Heat and Extend Electrode LifeДокумент4 страницыProjection Welding - Balance Heat and Extend Electrode LifeJoel BrasilBorgesОценок пока нет
- Pod Raj 2008Документ11 страницPod Raj 2008Joel BrasilBorgesОценок пока нет
- Resistance Welding - Amada Miyachi CoДокумент5 страницResistance Welding - Amada Miyachi CoJoel BrasilBorgesОценок пока нет
- Learning Objectives: 3.1 Basic Weld JointsДокумент15 страницLearning Objectives: 3.1 Basic Weld Jointsramabhpl100% (1)
- 2 Unit 2 - Brazing, Soldering and Adhesive BondingДокумент13 страниц2 Unit 2 - Brazing, Soldering and Adhesive BondingAditya KumarОценок пока нет
- Corona Piñon coRMincaДокумент1 страницаCorona Piñon coRMincaWilliam VillamizarОценок пока нет
- Welding TechnologyДокумент77 страницWelding TechnologySrinivasadarshan A M100% (1)
- C12 Jaw Crusher Toggle Kit AssemblyДокумент4 страницыC12 Jaw Crusher Toggle Kit AssemblyJustice MachiwanaОценок пока нет
- (EW609) - Pocket Welding Guidsse - A Guide To Better Welding-Hobart Institute of Welding Technology (Yasser Tawfik)Документ149 страниц(EW609) - Pocket Welding Guidsse - A Guide To Better Welding-Hobart Institute of Welding Technology (Yasser Tawfik)Thomas Tucker100% (1)
- Trompeter Assembly Instructions and Tools ReferenceДокумент11 страницTrompeter Assembly Instructions and Tools Referencerafael aguileraОценок пока нет
- Wire Harness Repair: MaintenanceДокумент130 страницWire Harness Repair: MaintenanceEsjo100% (1)
- Steel Design Lecture 2 - Welded Connections StrengthДокумент12 страницSteel Design Lecture 2 - Welded Connections StrengthAhmed Pshtiwan AhmedОценок пока нет
- WITS - Presentation - BERRI - Rev.dt.06-Mar-2023Документ30 страницWITS - Presentation - BERRI - Rev.dt.06-Mar-2023Rizwan.descon DesconОценок пока нет
- Mechanical Engineering Joining ProcessesДокумент11 страницMechanical Engineering Joining ProcessesalysonmicheaalaОценок пока нет
- Preliminary Welding Procedure Specification (PWPS)Документ2 страницыPreliminary Welding Procedure Specification (PWPS)Maneesh0% (1)
- WPS Format For AWS D1.1 - WPS - FCAWДокумент1 страницаWPS Format For AWS D1.1 - WPS - FCAWThe Welding Inspections CommunityОценок пока нет
- 7.15a - Welding, Brazing, Soldering and BondingДокумент22 страницы7.15a - Welding, Brazing, Soldering and BondingAslam AwanОценок пока нет
- Controlled Bolt Tightening ChecklistДокумент10 страницControlled Bolt Tightening Checklistanjangandak2932Оценок пока нет
- Front View Side View: - M24x100 - 8.8 Na2W - EN ISO 4017Документ3 страницыFront View Side View: - M24x100 - 8.8 Na2W - EN ISO 4017Dito NarendraОценок пока нет
- The Evolution of Shielding GasДокумент3 страницыThe Evolution of Shielding GasSharad ShahОценок пока нет
- Unit-Ii QBДокумент16 страницUnit-Ii QBAnonymous ZB6qyhD6Оценок пока нет
- Fasteners - Bolts, Screws, Studs and Nuts - Symbols and Designation of Dimensions (Документ14 страницFasteners - Bolts, Screws, Studs and Nuts - Symbols and Designation of Dimensions (kom1984Оценок пока нет
- Hardware List: Description Part No. Description Part NoДокумент24 страницыHardware List: Description Part No. Description Part NoRuud Bakker100% (1)
- Asme, Aws CodesДокумент21 страницаAsme, Aws CodesemmanueljosephОценок пока нет
- Experiment 2Документ5 страницExperiment 2Vivek Surana40% (5)
- Union Tool Catalog No 53 PDFДокумент24 страницыUnion Tool Catalog No 53 PDFOSEAS GOMEZОценок пока нет
- LOCTITE Price List PDFДокумент44 страницыLOCTITE Price List PDFAvijitSinharoyОценок пока нет
- Welding Symbol - Helmy SPДокумент10 страницWelding Symbol - Helmy SPnasif andriantoОценок пока нет
- IPC Standards Tree Electronics AssemblyДокумент1 страницаIPC Standards Tree Electronics AssemblyJavpОценок пока нет
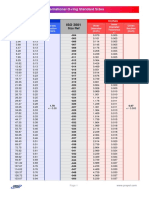
- O-Ring Standar Sizes PDFДокумент14 страницO-Ring Standar Sizes PDFJoseJSanchezОценок пока нет
- All AWS - CodesДокумент11 страницAll AWS - CodesPradip Tapan BanerjeeОценок пока нет
- WPSДокумент2 страницыWPSAlam MD Sazid100% (1)
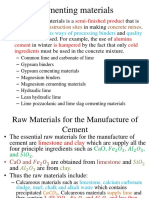
- Cementing Materials: Semi-Finished ProductДокумент7 страницCementing Materials: Semi-Finished ProductMD.MOSHIUR RAHMANОценок пока нет