Вам также может понравиться
- AMEFДокумент1 страницаAMEFEmmanuel Nogales Gomez40% (5)
- Módulo 4 Medidas de Tendencia Central y Medidas de DispersiónДокумент55 страницMódulo 4 Medidas de Tendencia Central y Medidas de DispersiónJaime Cotrina ClementeОценок пока нет
- Mapa Conceptual 7 Herramientas de La CalidadДокумент1 страницаMapa Conceptual 7 Herramientas de La Calidadmikegalvez100% (4)
- Presentacion de Las 5 S de Kaizen CorregidaДокумент22 страницыPresentacion de Las 5 S de Kaizen CorregidaDavid UreñaОценок пока нет
- Diapositiva #9Документ24 страницыDiapositiva #9cynthia miluska garcia pasache100% (3)
- Laboratorio: Árboles y Random Forest para Regresión y ClasificaciónДокумент11 страницLaboratorio: Árboles y Random Forest para Regresión y ClasificaciónPike WaltzОценок пока нет
- Diagrama de Tortuga 9001 - 2015Документ1 страницаDiagrama de Tortuga 9001 - 2015rodolfo tinajeroОценок пока нет
- Informe Autoevaluacion ISO 9004Документ4 страницыInforme Autoevaluacion ISO 9004Auxiliar HseОценок пока нет
- EstadisticaДокумент96 страницEstadisticaStefhanie ArandaОценок пока нет
- Aplicación Del Kaizen en Artesanias Verde Biche CardenalДокумент14 страницAplicación Del Kaizen en Artesanias Verde Biche CardenalCESAR MORALESОценок пока нет
- 02 Taller Principios Auditoria 19K 2021 VFPДокумент1 страница02 Taller Principios Auditoria 19K 2021 VFPCas AleОценок пока нет
- Manual de Calidad Iso 9002Документ38 страницManual de Calidad Iso 9002Enrique Saravia Romero100% (1)
- Formato para Informe de Diseño de ExperimentosДокумент3 страницыFormato para Informe de Diseño de ExperimentosFernando PonceОценок пока нет
- Actividad #3 CONACYTДокумент5 страницActividad #3 CONACYTomar SalcedoОценок пока нет
- Mapa Conceptual Creacion de Modelos - Victor BolivarДокумент1 страницаMapa Conceptual Creacion de Modelos - Victor BolivarVictor BolivarОценок пока нет
- Plantilla Super Sistema DiagramaДокумент2 страницыPlantilla Super Sistema DiagramaCamilo Andres Fabian IglesiasОценок пока нет
- NMX Aa 162 Scfi 2012Документ140 страницNMX Aa 162 Scfi 2012Aquiles_voyОценок пока нет
- Evaluación T1 GCДокумент9 страницEvaluación T1 GCMoises MendozaОценок пока нет
- Cuestionario de La Norma ISO 14001Документ10 страницCuestionario de La Norma ISO 14001urano12345Оценок пока нет
- Estadistica y Probabilidades - Diego Alonso GutierrezДокумент161 страницаEstadistica y Probabilidades - Diego Alonso GutierrezBryan Pw SC Torres100% (1)
- Bebidas Gasificadas INCA KOLAДокумент46 страницBebidas Gasificadas INCA KOLAevaristo vargas100% (2)
- 8 Principios en Innovación de GoogleДокумент2 страницы8 Principios en Innovación de Googlejosuhe sanchezОценок пока нет
- Syllabus - Interpretación y Formación de Auditor Interno Sgi - 40 Horas (...Документ5 страницSyllabus - Interpretación y Formación de Auditor Interno Sgi - 40 Horas (...Hector PFОценок пока нет
- FO-TESCo-36 Control Mensual de Asistencias A La Residencias ProfesionalДокумент4 страницыFO-TESCo-36 Control Mensual de Asistencias A La Residencias ProfesionalYunuen PMОценок пока нет
- T2 - Metodologia Universitaria - Grupo 9 - Anderson Huaraca SanchezДокумент4 страницыT2 - Metodologia Universitaria - Grupo 9 - Anderson Huaraca SanchezLidia SanchezОценок пока нет
- Ejercicio SgiДокумент3 страницыEjercicio SgiFabricio Venegas100% (1)
- 2016 Scrum Guide SpanishДокумент19 страниц2016 Scrum Guide SpanishJavierОценок пока нет
- 2020 - Taller Especializado - EntregableДокумент87 страниц2020 - Taller Especializado - EntregableFranklin Taipe FlorezОценок пока нет
- Pautas Articulo de ReflexiónДокумент3 страницыPautas Articulo de ReflexiónMelisq100% (1)
- Syllabus Del Curso Gestión de La Calidad en El ProyectoДокумент11 страницSyllabus Del Curso Gestión de La Calidad en El ProyectoEmilce RojasОценок пока нет
- ProcesoДокумент1 страницаProcesowilmer CortezОценок пока нет
- Capitulo 7 ISO 9001 2015Документ5 страницCapitulo 7 ISO 9001 2015mayra lesmesОценок пока нет
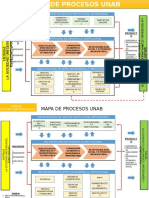
- Trabajo 2 - Mapa de Procesos UNABДокумент4 страницыTrabajo 2 - Mapa de Procesos UNABPercy Arturo Olivares ArteagaОценок пока нет
- Metodología y Herramientas Del DFSSДокумент4 страницыMetodología y Herramientas Del DFSSFernando GarciaОценок пока нет
- Cuadrante Magico PDFДокумент21 страницаCuadrante Magico PDFRonny PGОценок пока нет
- Significado de OptimizaciónДокумент4 страницыSignificado de OptimizaciónFrancisco Del PuertoОценок пока нет
- 21 Zacatecas Durazno VFДокумент59 страниц21 Zacatecas Durazno VFCarlos Rene Mamani TrujilloОценок пока нет
- Ensayo de MetrologiaДокумент15 страницEnsayo de MetrologiaDaniel celestino villavaОценок пока нет
- Casos PracticosДокумент10 страницCasos Practicosisaac oceu lozano arriagaОценок пока нет
- Proyecto AgilityДокумент38 страницProyecto AgilityfmonsivaОценок пока нет
- Trabajo de Grado Tecnologia en ProducciónДокумент30 страницTrabajo de Grado Tecnologia en ProducciónJorge Sepulveda0% (1)
- Capitulo 3 InvestigacionesДокумент5 страницCapitulo 3 InvestigacionesDayaly VillaОценок пока нет
- 1.1 Semana 8 - Profundización en ISO 21500Документ33 страницы1.1 Semana 8 - Profundización en ISO 21500Esteban VasquezОценок пока нет
- 8 DisciplinasДокумент7 страниц8 DisciplinasChuy Arellano FuentesОценок пока нет
- La Calidad y Los Costos de La CalidadДокумент11 страницLa Calidad y Los Costos de La CalidadJosè Alfredo Jimènez LondoñoОценок пока нет
- CP y AMEFДокумент9 страницCP y AMEFAdolfo CastilloОценок пока нет
- Syllabus de Sistemas de Gestión de La CalidadДокумент8 страницSyllabus de Sistemas de Gestión de La CalidadMarco Mendoza SánchezОценок пока нет
- Los 5SДокумент1 страницаLos 5SBrenda ContrerasОценок пока нет
- Pasos Generales y Tecnicas de Construccion de ModelosДокумент10 страницPasos Generales y Tecnicas de Construccion de ModelosFabi Muñoz HernandezОценок пока нет
- Ejercicios Del Análisis Del Sistema de MediciónДокумент2 страницыEjercicios Del Análisis Del Sistema de MediciónToto ヅ GarmontoОценок пока нет
- Ventajas y Limitaciones de Un Sistema de GestiónДокумент20 страницVentajas y Limitaciones de Un Sistema de GestiónEduardo Llanos Loayza100% (1)
- Jmeter Calidad SoftwareДокумент9 страницJmeter Calidad SoftwareRey David SangamaОценок пока нет
- David Lenin Curay VargasДокумент6 страницDavid Lenin Curay VargasnefimosiahОценок пока нет
- Proyecto Final Del Curso de Teoria General de SistemasДокумент38 страницProyecto Final Del Curso de Teoria General de SistemasChristopher AltamiranoОценок пока нет
- Casos de EstudioДокумент6 страницCasos de EstudioEmily OrtegaОценок пока нет
- RFP Servicio de Inventario RANSAДокумент25 страницRFP Servicio de Inventario RANSATony Alvarado Perez0% (1)
- UntitledДокумент32 страницыUntitledKaren Arriagada QuezadaОценок пока нет
- Iso 19649Документ4 страницыIso 19649Ricardo Alexander C EОценок пока нет
- Grupo #3 Esquema Flor de Loto y Sus TablasДокумент7 страницGrupo #3 Esquema Flor de Loto y Sus TablasRojas RoxanaОценок пока нет
- Gobernabilidad TI v1Документ2 страницыGobernabilidad TI v1defemoОценок пока нет
- Control 2 9-6-2020Документ3 страницыControl 2 9-6-2020Eunices Mosquera100% (1)
- Equipo #3 - FMEA - Gel Antibacterial - Rev. 2Документ4 страницыEquipo #3 - FMEA - Gel Antibacterial - Rev. 2Cristian PonceОценок пока нет
- Como Desarrollar El Plan Del Proyecto La Guia de Yamal ChamounДокумент83 страницыComo Desarrollar El Plan Del Proyecto La Guia de Yamal ChamounJhonattan Rangel DeternozОценок пока нет
- BPM - Propuesta de Rediseño de Procesos de Negocio de La Compañía de Tecnologías de La Información y La Comunicación Telefónica Colombia - Movistar Proceso de GestiónДокумент92 страницыBPM - Propuesta de Rediseño de Procesos de Negocio de La Compañía de Tecnologías de La Información y La Comunicación Telefónica Colombia - Movistar Proceso de GestiónJuan Fernando SrtpoОценок пока нет
- Elaboración de PMCC 22 Ing. FariasДокумент66 страницElaboración de PMCC 22 Ing. FariasMaxОценок пока нет
- Copia de Causa RaizДокумент10 страницCopia de Causa RaizAlejandro TorresОценок пока нет
- Herramientas de CalidadДокумент5 страницHerramientas de CalidadJORGE ENRIQUE PINZON GARCIAОценок пока нет
- ADNToyotaДокумент4 страницыADNToyotaEmmanuel Nogales GomezОценок пока нет
- LGPGIR Orig 08oct03Документ28 страницLGPGIR Orig 08oct03Mariela Arriaga EscalanteОценок пока нет
- Descripción de FallasДокумент2 страницыDescripción de FallasEmmanuel Nogales GomezОценок пока нет
- ConclusionesДокумент6 страницConclusionesyussif el khechenОценок пока нет
- Polizas 3Документ3 страницыPolizas 3Emmanuel Nogales GomezОценок пока нет
- AMEFДокумент1 страницаAMEFEmmanuel Nogales GomezОценок пока нет
- F Pse 17 Ma 860119040001Документ23 страницыF Pse 17 Ma 860119040001Emmanuel Nogales GomezОценок пока нет
- Tiempos Verbales InglesДокумент10 страницTiempos Verbales InglesML KarlaОценок пока нет
- 6 OxidacionДокумент57 страниц6 OxidacionFrederik CañabiОценок пока нет
- 60 Adjetivos Comunes en Inglés y Español PDFДокумент1 страница60 Adjetivos Comunes en Inglés y Español PDFEmmanuel Nogales GomezОценок пока нет
- EspinadepescadoДокумент4 страницыEspinadepescadotatianaОценок пока нет
- Burrhus FredericДокумент7 страницBurrhus FredericEmmanuel Nogales GomezОценок пока нет
- Corrosion 2Документ22 страницыCorrosion 2Bryan Sanchez HernandezОценок пока нет
- 1Документ7 страниц1JUANОценок пока нет
- ManttosДокумент9 страницManttosEmmanuel Nogales GomezОценок пока нет
- 7 EconomicoДокумент1 страница7 EconomicoJahzeel Romero EspejoОценок пока нет
- ImpuestosДокумент5 страницImpuestosEmmanuel Nogales GomezОценок пока нет
- 5° - Matutino - Diapositivas - para - Examen - Global Proyecto InternoДокумент1 страница5° - Matutino - Diapositivas - para - Examen - Global Proyecto InternoEmmanuel Nogales GomezОценок пока нет
- Amef 3Документ2 страницыAmef 3Emmanuel Nogales GomezОценок пока нет
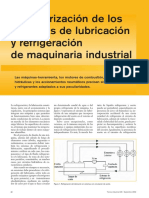
- Sistema D Elubricacion PDFДокумент6 страницSistema D Elubricacion PDFEmmanuel Nogales GomezОценок пока нет
- Vdocuments - MX Fallas TornoДокумент3 страницыVdocuments - MX Fallas TornoEmmanuel Nogales GomezОценок пока нет
- Anexo AmefДокумент6 страницAnexo AmefXavierОценок пока нет
- 7ficha Estudio Tribologico NanofluidosДокумент4 страницы7ficha Estudio Tribologico NanofluidosEmmanuel Nogales GomezОценок пока нет
- MantenimientoДокумент14 страницMantenimientoUli EuОценок пока нет
- PDFДокумент196 страницPDFJose Robles QuispeОценок пока нет
- AMFEДокумент1 страницаAMFEAndrew LondonОценок пока нет
- Plan de Mantenimiento Preventivo TornoДокумент51 страницаPlan de Mantenimiento Preventivo TornoEduardo Perez50% (2)
- SellosДокумент1 страницаSellosEmmanuel Nogales GomezОценок пока нет
- Ejercicios Estadisticas IIДокумент10 страницEjercicios Estadisticas IIEnzo RodriguezОценок пока нет
- Programación Curricular Anual: Matemática 3° Secundaria I. Datos InformativosДокумент14 страницProgramación Curricular Anual: Matemática 3° Secundaria I. Datos InformativosWinston RamirezОценок пока нет
- 285-GMA - GMAE-L4 Datos y Azar I (2017) (7 - 25)Документ31 страница285-GMA - GMAE-L4 Datos y Azar I (2017) (7 - 25)Camila VásquezОценок пока нет
- Variograma PromedioДокумент13 страницVariograma PromedioGianfrancoОценок пока нет
- Manual de Practicas de Lab de PavimentosДокумент3 страницыManual de Practicas de Lab de PavimentosIng Ignacio Rojo GastelumОценок пока нет
- EDA Con PSPP GuíaДокумент18 страницEDA Con PSPP GuíaJaviera De la FuenteОценок пока нет
- Sesión 2°-12-09Документ3 страницыSesión 2°-12-09victor RomeroОценок пока нет
- Estadistica EmpresarialДокумент5 страницEstadistica EmpresarialLOPEZ POLANCO ROCIOОценок пока нет
- 7 Herramientas TQMДокумент6 страниц7 Herramientas TQMAlexa AltamiranoОценок пока нет
- Poligono de FrecuenciaДокумент5 страницPoligono de FrecuenciaDulcita'Chula DiazОценок пока нет
- Modelo Evaluación Diagnóstica BelementalДокумент3 страницыModelo Evaluación Diagnóstica BelementalEfren HomОценок пока нет
- Cuetionario Tipos de Variable, Censo, Muetra y DefinicionesДокумент3 страницыCuetionario Tipos de Variable, Censo, Muetra y DefinicionesJeam pool Chacchi guzmanОценок пока нет
- Ejercicios Herramientas Calidad IДокумент7 страницEjercicios Herramientas Calidad IDERОценок пока нет
- Guia 2 Estadistica-Descriptiva Estadistica 11°Документ4 страницыGuia 2 Estadistica-Descriptiva Estadistica 11°hubaplaОценок пока нет
- TEMA-Diagrama de Tallos y HojasДокумент4 страницыTEMA-Diagrama de Tallos y HojasNicolle Pablo LopezОценок пока нет
- Técnicas de Obtención y Representación de Datos. Tablas y Grá Cas Estadísticas. Tendenciosidad y Errores Más ComunesДокумент15 страницTécnicas de Obtención y Representación de Datos. Tablas y Grá Cas Estadísticas. Tendenciosidad y Errores Más ComunesAlejandro Alonso CapelОценок пока нет
- Estadistica II NutresaДокумент5 страницEstadistica II NutresaDieguito Te QuieroОценок пока нет
- Trbajo Asimetría y ApuntamientoДокумент8 страницTrbajo Asimetría y ApuntamientoJohán Sebastian Barrera100% (1)
- 8 - Estadística Inferencial - (Grupo b01)Документ11 страниц8 - Estadística Inferencial - (Grupo b01)prietopalmaОценок пока нет
- Estadistica Diseno EjerciciosДокумент32 страницыEstadistica Diseno EjerciciosCarlos Alberto MHОценок пока нет
- Estadistica Bolo 1Документ15 страницEstadistica Bolo 1Maria Isabel Moller Zubieta100% (1)
- Conceptos Básicos de EstadísticaДокумент20 страницConceptos Básicos de EstadísticaYayis VillarrealОценок пока нет
- Herramientas de Mejora ContinuaДокумент12 страницHerramientas de Mejora ContinuaDarío AcostaОценок пока нет
- Taller de Estadistica 3Документ5 страницTaller de Estadistica 3Yadira IsabelОценок пока нет
- Estadística y Administración Pública 2Документ27 страницEstadística y Administración Pública 2norma801169Оценок пока нет