Вам также может понравиться
- Aplicaciones Del Concreto Lanzado Shot CretДокумент3 страницыAplicaciones Del Concreto Lanzado Shot CretRonald EspinozaОценок пока нет
- Laboratorio de PCM II N - 4 y 5Документ20 страницLaboratorio de PCM II N - 4 y 5Joan PaoloОценок пока нет
- Sustrato de Alumnio - EnneДокумент1 страницаSustrato de Alumnio - EnneRicardo MondragonОценок пока нет
- Análisis de Fuentes HistoriaДокумент2 страницыAnálisis de Fuentes HistoriaVanesa Lisset Meza ZentenoОценок пока нет
- Cementacion y Tipos de Cemento (Backer Hugues)Документ7 страницCementacion y Tipos de Cemento (Backer Hugues)Belen CastroОценок пока нет
- Dipesal QsiДокумент4 страницыDipesal QsiVanessa Peña100% (1)
- Empalmes Electricos 2011 PPДокумент35 страницEmpalmes Electricos 2011 PPVíctor Rodrigo Cataldo RamírezОценок пока нет
- Cuestionario de Destilación FraccionadaДокумент2 страницыCuestionario de Destilación FraccionadaDaia GutiérrezОценок пока нет
- Chumaceras Molinos Ingenios Azucareros Sept 2015 PDFДокумент33 страницыChumaceras Molinos Ingenios Azucareros Sept 2015 PDFAlfredo AlvarezОценок пока нет
- Fundiciones de Hierro GrisДокумент23 страницыFundiciones de Hierro GrisoracioОценок пока нет
- TrabajoДокумент5 страницTrabajoWILLIAM FRANCILES GARCIA ALANIAОценок пока нет
- Contruccion IIДокумент25 страницContruccion IIEymer MoriОценок пока нет
- Factores Que Influyen Sobre El Régimen de RiegoДокумент22 страницыFactores Que Influyen Sobre El Régimen de RiegoCV EulaliaОценок пока нет
- CaolinДокумент21 страницаCaolinjorge sanchezОценок пока нет
- Orgánica S.04-Tarea 3 (Jabones y Detergentes)Документ17 страницOrgánica S.04-Tarea 3 (Jabones y Detergentes)PIERO MATIAS HERRERA SUAREZОценок пока нет
- Capeco - Valorización de Obra - Sesión 9Документ12 страницCapeco - Valorización de Obra - Sesión 9Jorge MirandaОценок пока нет
- Lab. N 5 Obtencion de AcetonaДокумент7 страницLab. N 5 Obtencion de AcetonaAlisohn Andrea Cutiño Lima67% (3)
- Prelosas Luis Bozzo PDFДокумент65 страницPrelosas Luis Bozzo PDFAnonymous IuS7quy100% (1)
- Ejercicios de Clasificacion ArancelariaДокумент24 страницыEjercicios de Clasificacion ArancelariaCristhian MoraОценок пока нет
- Lista de Precio Mayor VSP-3Документ6 страницLista de Precio Mayor VSP-3Livia De aguiarОценок пока нет
- Guía Rápida Microgard V3Документ2 страницыGuía Rápida Microgard V3Nelson PeraltaОценок пока нет
- Lanzamientos 2015Документ23 страницыLanzamientos 2015RobertoMoncadaОценок пока нет
- Monografía - Producción de Cemento en PerúДокумент25 страницMonografía - Producción de Cemento en PerúYESSICA SANCHEZ SALASОценок пока нет
- LISTADO InsumosДокумент26 страницLISTADO InsumosedakumanОценок пока нет
- Manual de Proceso de Análisis de Arcillas y Pastas PDFДокумент13 страницManual de Proceso de Análisis de Arcillas y Pastas PDFSalvador KleinОценок пока нет
- Determinación de Índice de Peróxido en LípidosДокумент3 страницыDeterminación de Índice de Peróxido en LípidosFERNANDO RAFAEL AGUILAR CANOОценок пока нет
- Empalmes Conductores EléctricosДокумент76 страницEmpalmes Conductores EléctricosJulio Isaias GarciaОценок пока нет
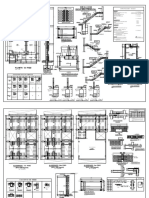
- 4.plot A-1Документ1 страница4.plot A-1Richard JmgОценок пока нет
- Cementacion de Pozos Offshore SCДокумент6 страницCementacion de Pozos Offshore SCalexander saavedraОценок пока нет