Вам также может понравиться
- AMC Project STPДокумент4 страницыAMC Project STPAl Patrick Dela CalzadaОценок пока нет
- Handover Document - Yaden KatunayakeДокумент39 страницHandover Document - Yaden KatunayakeUTY ENGОценок пока нет
- Coarse Sand Media:: Volume 2-Employer's Requirements Sewage Treatment Plant at KaggadasapuraДокумент5 страницCoarse Sand Media:: Volume 2-Employer's Requirements Sewage Treatment Plant at Kaggadasapurasharan kommiОценок пока нет
- DryPipeSystems RevДокумент24 страницыDryPipeSystems RevCostel BalasoiuОценок пока нет
- Jigger Tube - IsSCT Technical PaperДокумент10 страницJigger Tube - IsSCT Technical PapermaithanhhaiОценок пока нет
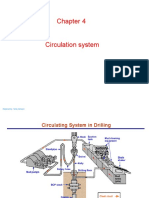
- Mod 4 DRLG BasicsДокумент26 страницMod 4 DRLG BasicsMin Thant MaungОценок пока нет
- MC ClariflowДокумент9 страницMC ClariflowLTE002Оценок пока нет
- Industrial Plant For Distillation of Sulphate TurpentineДокумент5 страницIndustrial Plant For Distillation of Sulphate TurpentineDaniel YoworldОценок пока нет
- Industrial Plant For Distillation of Sulphate TurpentineДокумент5 страницIndustrial Plant For Distillation of Sulphate TurpentineDaniel YoworldОценок пока нет
- Principles of Sandwich Panel ProductionДокумент9 страницPrinciples of Sandwich Panel ProductionChiến NguyễnОценок пока нет
- Bahan Kuliah CementingДокумент22 страницыBahan Kuliah CementingRioPrawiraОценок пока нет
- Bio Reactor System - General ThumbrulesДокумент74 страницыBio Reactor System - General ThumbrulesThefairman UnkownОценок пока нет
- Jet MixingДокумент5 страницJet MixingSalman SheikhОценок пока нет
- VAcuum Systems ComparisionДокумент8 страницVAcuum Systems ComparisionSANTOSHОценок пока нет
- Process Design WTPДокумент30 страницProcess Design WTPTarkeshwar Lal SrivastavaОценок пока нет
- Principles and Applications of Jet Aeration: Mixing Systems, IncДокумент8 страницPrinciples and Applications of Jet Aeration: Mixing Systems, IncRonaldo LeiteОценок пока нет
- Jetting As Installation Aid For Vibrating, Impact Pile Driving and PressingДокумент8 страницJetting As Installation Aid For Vibrating, Impact Pile Driving and PressingAnonymous k66O6TDОценок пока нет
- Cover Page For Uche NwokoroДокумент6 страницCover Page For Uche NwokoroShammah ChidiОценок пока нет
- NPTI, 3rd Year, 03915303712: Shivam TiwariДокумент6 страницNPTI, 3rd Year, 03915303712: Shivam Tiwarishashi kant kumarОценок пока нет
- NPTI, 3rd Year, 03915303712: Shivam TiwariДокумент6 страницNPTI, 3rd Year, 03915303712: Shivam TiwariMantuomОценок пока нет
- Vane Pump Test RigДокумент10 страницVane Pump Test RigIOSRjournalОценок пока нет
- Pinched Tube ReactorДокумент8 страницPinched Tube ReactorManoj BОценок пока нет
- 10 Chiariflocculazione EngДокумент13 страниц10 Chiariflocculazione EngAbdul BokhariОценок пока нет
- The Diaphragm PumpДокумент52 страницыThe Diaphragm PumpWon-young Seo0% (1)
- High Energy Mixing Injector - en - MANUALДокумент10 страницHigh Energy Mixing Injector - en - MANUALNiki Andriano100% (1)
- Sop MBRДокумент4 страницыSop MBRprabhu rajendranОценок пока нет
- Vacuum System: Plant Engineer OleochemicalДокумент55 страницVacuum System: Plant Engineer OleochemicalMahendra Puguh100% (2)
- By Rajesh Adhate J.E Manikdoh H.P.SДокумент38 страницBy Rajesh Adhate J.E Manikdoh H.P.SAhemadОценок пока нет
- Pressure Distribution StandardsДокумент34 страницыPressure Distribution StandardsapitbhuОценок пока нет
- Wisa2010 P045Документ10 страницWisa2010 P045Mi doremiОценок пока нет
- MBBR Technical BreifДокумент12 страницMBBR Technical Breifraghu kiran100% (1)
- Grout Pumps & System PDFДокумент13 страницGrout Pumps & System PDFImran AlamОценок пока нет
- 5.13. ProblemsДокумент3 страницы5.13. Problemsاسماعیل ادریس عبدالعزیزОценок пока нет
- Reverse Osmosis Plant Report 2019 (ROДокумент5 страницReverse Osmosis Plant Report 2019 (ROAli Hassan RazaОценок пока нет
- Design Features of Stirred Tank BioreactorsДокумент60 страницDesign Features of Stirred Tank BioreactorsDhananjay KadamОценок пока нет
- Vibration Mitigation in Reciprocating Pumping SystemsДокумент18 страницVibration Mitigation in Reciprocating Pumping SystemsjsmnjasminesОценок пока нет
- MudSummary - DERRICK2019 - MUD MAN - Davin DjustinДокумент18 страницMudSummary - DERRICK2019 - MUD MAN - Davin DjustinHerro GamaОценок пока нет
- MBR STP Plant Operation GuideДокумент6 страницMBR STP Plant Operation GuideEra Enviro Solitions100% (2)
- Mech Seal BFPДокумент13 страницMech Seal BFPmohammad imronОценок пока нет
- MBBR Technical BreifДокумент11 страницMBBR Technical Breifkiran raghukiran100% (1)
- Slurry Bed Reactor GuideДокумент50 страницSlurry Bed Reactor GuideGundeti saireddyОценок пока нет
- UPCORE QuestionsДокумент12 страницUPCORE QuestionsIsmael KhalilОценок пока нет
- Mini Project G8Документ10 страницMini Project G8Atul KapleОценок пока нет
- 17 - Section-12 Seawater Systems PDFДокумент31 страница17 - Section-12 Seawater Systems PDFShamsiОценок пока нет
- Fluid Machinery - Eng - Pump - Part2 (Compatibility Mode)Документ65 страницFluid Machinery - Eng - Pump - Part2 (Compatibility Mode)ณัฐวัศ มั่นบุญสมОценок пока нет
- Exp 1 - Spray Chamber PDFДокумент14 страницExp 1 - Spray Chamber PDFSanjeev NehruОценок пока нет
- Rotary Drum Vacuum Filter Lab ExperimentДокумент7 страницRotary Drum Vacuum Filter Lab Experimentjeas grejoy100% (1)
- Optimize Oil Production with Surface Choke SizingДокумент7 страницOptimize Oil Production with Surface Choke SizingazareiforoushОценок пока нет
- Module 2Документ60 страницModule 2ABDULLA MOHAMED AHMED JASIM ASHOORОценок пока нет
- Prepared By: Tariq SaihoodДокумент24 страницыPrepared By: Tariq Saihoodroaa bableОценок пока нет
- Testing of Drilling Fluids: Mud DensityДокумент9 страницTesting of Drilling Fluids: Mud DensityMohammed Amin BenharkatОценок пока нет
- JB Principles of Vacuum Presention PDFДокумент40 страницJB Principles of Vacuum Presention PDFAmr Kamel100% (1)
- Hydraulic Reservoirs For Mobile Equipment 7-18-14Документ9 страницHydraulic Reservoirs For Mobile Equipment 7-18-14mulle2002Оценок пока нет
- SSM Lab 1 PpsДокумент9 страницSSM Lab 1 PpsYASHОценок пока нет
- Enhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsОт EverandEnhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsРейтинг: 5 из 5 звезд5/5 (1)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersОт EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshОт EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshОценок пока нет
- Understanding Process Equipment for Operators and EngineersОт EverandUnderstanding Process Equipment for Operators and EngineersРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Sewage Disposal Works: Their Design and ConstructionОт EverandSewage Disposal Works: Their Design and ConstructionОценок пока нет
- Site Visit Report SMG - UPD01 and NGL - P01Документ12 страницSite Visit Report SMG - UPD01 and NGL - P01Doni KurniawanОценок пока нет
- Layout ExcelДокумент10 страницLayout ExcelDoni KurniawanОценок пока нет
- Equipment Lay Out For Cement Plug or Squeze PDFДокумент1 страницаEquipment Lay Out For Cement Plug or Squeze PDFDoni KurniawanОценок пока нет
- Hseq Sesi Qsop 202 Integrity TestДокумент5 страницHseq Sesi Qsop 202 Integrity TestDoni KurniawanОценок пока нет
- SPN XPLUG SystemДокумент2 страницыSPN XPLUG SystemDoni KurniawanОценок пока нет
- Equipment Lay Out For CT N2 UnloadДокумент1 страницаEquipment Lay Out For CT N2 UnloadDoni KurniawanОценок пока нет
- Transport Chemicals for Offshore Rig BW-02Документ2 страницыTransport Chemicals for Offshore Rig BW-02Doni KurniawanОценок пока нет
- HSEQ-SESI-QSOP-203 Rig Up - Rig Down Wellhead Isolation ToolДокумент6 страницHSEQ-SESI-QSOP-203 Rig Up - Rig Down Wellhead Isolation ToolDoni KurniawanОценок пока нет
- Manual and Certification Crane Unit CTUДокумент11 страницManual and Certification Crane Unit CTUDoni KurniawanОценок пока нет
- T69-S227Документ1 страницаT69-S227Doni KurniawanОценок пока нет
- HSEQ SESI QSOP 208 Ballout Chemical StimulationДокумент6 страницHSEQ SESI QSOP 208 Ballout Chemical StimulationDoni KurniawanОценок пока нет
- Hseq Sesi Qsop 202 Integrity TestДокумент5 страницHseq Sesi Qsop 202 Integrity TestDoni KurniawanОценок пока нет
- Original Series PLASTIC Pumps: Simplify Your ProcessДокумент27 страницOriginal Series PLASTIC Pumps: Simplify Your ProcessDoni KurniawanОценок пока нет
- Silplug: Remedial Production EnhancementДокумент1 страницаSilplug: Remedial Production EnhancementDoni KurniawanОценок пока нет
- HSEQ-SESI-QSOP-201 Pressure Pumping Operations ManualДокумент28 страницHSEQ-SESI-QSOP-201 Pressure Pumping Operations ManualDoni KurniawanОценок пока нет
- SQZ CementingДокумент10 страницSQZ CementingDoni KurniawanОценок пока нет
- SPN Cement Lost Circulation SystemДокумент2 страницыSPN Cement Lost Circulation SystemDoni KurniawanОценок пока нет
- SPN Magplug SystemДокумент1 страницаSPN Magplug SystemDoni KurniawanОценок пока нет
- Vol 6 Remedial Cementing PracticesДокумент59 страницVol 6 Remedial Cementing PracticesDoni KurniawanОценок пока нет
- Equipment Lay Out For Cement Plug or Squeze PDFДокумент1 страницаEquipment Lay Out For Cement Plug or Squeze PDFDoni KurniawanОценок пока нет
- Acid Car BoyДокумент1 страницаAcid Car BoyDoni KurniawanОценок пока нет
- Well Stimulation TechДокумент149 страницWell Stimulation Techscupid81Оценок пока нет
- Successful Plug Placement With Plugadvisor ModelingДокумент2 страницыSuccessful Plug Placement With Plugadvisor ModelingREINA LIZETH RIERA GONZALESОценок пока нет
- Chevron Drilling Guide to Remedial CementingДокумент127 страницChevron Drilling Guide to Remedial CementingdenywahyuОценок пока нет
- Miri Cementing Services for 7Документ45 страницMiri Cementing Services for 7Doni KurniawanОценок пока нет
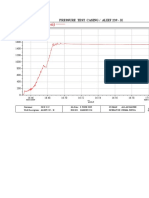
- Test BOP 1 Alief # 239-HДокумент8 страницTest BOP 1 Alief # 239-HDoni KurniawanОценок пока нет
- Cementing Squeeze Program Example PDFДокумент10 страницCementing Squeeze Program Example PDFfauzanhaq1602Оценок пока нет
- FIT at Shoe 9.625 Alif # 239 - HДокумент4 страницыFIT at Shoe 9.625 Alif # 239 - HDoni KurniawanОценок пока нет
- Chevron Drilling Guide to Remedial CementingДокумент127 страницChevron Drilling Guide to Remedial CementingdenywahyuОценок пока нет
- Pressure Test Results for Al Raja 37 WellДокумент16 страницPressure Test Results for Al Raja 37 WellDoni KurniawanОценок пока нет
- GTU BE Semester VII Refrigeration and Air Conditioning ExamДокумент2 страницыGTU BE Semester VII Refrigeration and Air Conditioning ExamYash PamnaniОценок пока нет
- CONCRETE MIX DESIGN DETAILSДокумент18 страницCONCRETE MIX DESIGN DETAILSInhinyero SibilОценок пока нет
- Fastenr GradesДокумент5 страницFastenr GradesVipul ShereОценок пока нет
- Cvg2140 - Tutorial 2 (SFDBMD)Документ2 страницыCvg2140 - Tutorial 2 (SFDBMD)Fadey FaridОценок пока нет
- Air-cooled heat exchanger construction and performanceДокумент6 страницAir-cooled heat exchanger construction and performancesai thesisОценок пока нет
- Astm C1319Документ2 страницыAstm C1319Alex SalgadoОценок пока нет
- Refresh Refresh (Dynamic - Bypass - Reload) Click Here If You Are Not Automatically Redirected. For Assistance, Contact Your Network Support Team.Документ10 страницRefresh Refresh (Dynamic - Bypass - Reload) Click Here If You Are Not Automatically Redirected. For Assistance, Contact Your Network Support Team.Kelvin LimОценок пока нет
- Civil Rate Anyl 1Документ72 страницыCivil Rate Anyl 1SarinОценок пока нет
- RS-7-C-005 Coils-2016Документ7 страницRS-7-C-005 Coils-2016Shoukat Ali ShaikhОценок пока нет
- Vibration Monitoring SpecificationДокумент22 страницыVibration Monitoring SpecificationnarcoraОценок пока нет
- BIWTA - Narayanganj - Estimates 2020.09.04Документ1 056 страницBIWTA - Narayanganj - Estimates 2020.09.04Anand PandeyОценок пока нет
- Flate Plate CollectorДокумент45 страницFlate Plate CollectorSunil PandeyОценок пока нет
- Chapter 6 Solutions 2Документ17 страницChapter 6 Solutions 2nawidОценок пока нет
- Technical Data: Micromatichp Standard Response Pendent High Pressure Sprinkler Vk122 (K5.6)Документ11 страницTechnical Data: Micromatichp Standard Response Pendent High Pressure Sprinkler Vk122 (K5.6)wika mepОценок пока нет
- Study On The Corrosive Nature of Soil Towards The Buried-StructuresДокумент5 страницStudy On The Corrosive Nature of Soil Towards The Buried-Structurespatrick6364Оценок пока нет
- Paper 1 3-D Analysis of Building Frame Using Staad-ProДокумент2 страницыPaper 1 3-D Analysis of Building Frame Using Staad-ProAnonymous CaemA1Оценок пока нет
- Group Assignment: Ska3013 Analytical Chemistry SEMESTER 2 SESSION 2019/2020Документ23 страницыGroup Assignment: Ska3013 Analytical Chemistry SEMESTER 2 SESSION 2019/2020Lau Lee LingОценок пока нет
- Production Technology Ch19Документ16 страницProduction Technology Ch19Nimmagadda BharathОценок пока нет
- BITS F111 Thermodynamics Handout 2014-15Документ2 страницыBITS F111 Thermodynamics Handout 2014-15shivaraj1996Оценок пока нет
- Hempafloor Prime 100Документ2 страницыHempafloor Prime 100Noman AhmedОценок пока нет
- Especificaciones Del Codo 90 Color OcreДокумент24 страницыEspecificaciones Del Codo 90 Color OcreMario JoséОценок пока нет
- Solution Manual Heat and Mass Transfer A Practical Approach 2nd Edition Cengel CHДокумент62 страницыSolution Manual Heat and Mass Transfer A Practical Approach 2nd Edition Cengel CHJohn A. CenizaОценок пока нет
- Pt. Binuma Widya Karsa Company Profile 2015Документ14 страницPt. Binuma Widya Karsa Company Profile 2015Anonymous H9Qg1iОценок пока нет
- ShearWallConstructioninBuildings PDFДокумент7 страницShearWallConstructioninBuildings PDFlokesh aggarwalОценок пока нет
- Fast-5211 NT PdsДокумент2 страницыFast-5211 NT PdsGino TironiОценок пока нет
- Product Guide Atul LTDДокумент13 страницProduct Guide Atul LTDHarish PatelОценок пока нет
- BS en 50620 2017 Electric Cables-Charging Cables For Electric VehiclesДокумент36 страницBS en 50620 2017 Electric Cables-Charging Cables For Electric VehiclesАлександр Иванов100% (1)
- Experimental Investigation on Non-Tearing Floor Jointed Precast FrameДокумент16 страницExperimental Investigation on Non-Tearing Floor Jointed Precast FrameGalal El-DarratОценок пока нет
- ARI StrainerДокумент1 страницаARI Strainerkingathur26681Оценок пока нет
- Farnsworth House SummaryДокумент6 страницFarnsworth House SummaryAshtonОценок пока нет