Вам также может понравиться
- Predict Storage-Tank Heat Transfer: PreciselyДокумент6 страницPredict Storage-Tank Heat Transfer: PreciselyRuben LealОценок пока нет
- Job-Mix Formula (Sample)Документ18 страницJob-Mix Formula (Sample)Mohammad Ali Salem Mauna25% (4)
- For Exchanger Tube Rupture PDFДокумент3 страницыFor Exchanger Tube Rupture PDFNikhil DivateОценок пока нет
- 30 60 90 Design StageДокумент10 страниц30 60 90 Design Stagekamalc6082Оценок пока нет
- Types of Agitators, Agitator's Design and Significance - Pharma EngineeringДокумент58 страницTypes of Agitators, Agitator's Design and Significance - Pharma Engineeringmyself_riteshОценок пока нет
- P&ID AbbreviationДокумент4 страницыP&ID AbbreviationDjil Rezoug100% (5)
- Process Equipment Design-05Документ42 страницыProcess Equipment Design-05PARAG DAHARWAL 20CH10020Оценок пока нет
- Control System Training - Session 25: DocumentationДокумент40 страницControl System Training - Session 25: Documentationmyself_riteshОценок пока нет
- Kluber PresentationДокумент79 страницKluber PresentationZegera MgendiОценок пока нет
- Overflows and Gravity Drainage SystemsДокумент27 страницOverflows and Gravity Drainage SystemsDerek Huang100% (2)
- Calculating The True Cost of SteamДокумент2 страницыCalculating The True Cost of Steamisquare77Оценок пока нет
- Traditional Plate Exchanger CalculationДокумент3 страницыTraditional Plate Exchanger CalculationAlexander DavidОценок пока нет
- CMPAPPP Separator Vessel and Filter Design GuideДокумент18 страницCMPAPPP Separator Vessel and Filter Design GuideJWilson73Оценок пока нет
- Cable TieДокумент64 страницыCable TieSanthosh Nerlige Sundar RajОценок пока нет
- Optimization and Design of Dehydration Unit and NGL ProcessДокумент51 страницаOptimization and Design of Dehydration Unit and NGL ProcessHoracio RodriguezОценок пока нет
- EmersonДокумент21 страницаEmersoncrustytheclown99Оценок пока нет
- Orifice Plate Sizing CalculatorДокумент11 страницOrifice Plate Sizing Calculatormyself_riteshОценок пока нет
- Book-Condensed Hydraulic PDFДокумент66 страницBook-Condensed Hydraulic PDFbratkpОценок пока нет
- Controlling Ejector Performance: BY C. G. Blatchley Schutte & KoertingДокумент9 страницControlling Ejector Performance: BY C. G. Blatchley Schutte & KoertingCan YıldırımОценок пока нет
- How To Calculate The Volumes of Partially Full Tanks PDFДокумент7 страницHow To Calculate The Volumes of Partially Full Tanks PDFesatjournalsОценок пока нет
- Restriction Orifice RO Flow Control Instrument PDFДокумент8 страницRestriction Orifice RO Flow Control Instrument PDFRaphael212219Оценок пока нет
- Chlorine Institute Manual 2000Документ68 страницChlorine Institute Manual 2000Misael RamírezОценок пока нет
- 352,, - 6Xoixulf$Flg$On/Odwlrq &dvherrn: SimsciДокумент35 страниц352,, - 6Xoixulf$Flg$On/Odwlrq &dvherrn: Simscimfruge7Оценок пока нет
- CHE Facts 1211Документ1 страницаCHE Facts 1211kumar_chemicalОценок пока нет
- Hygroscopic (Osmotic) Blisters Tiny, Pin Head Size, Water Filled Blisters. Caused by Hygroscopic Salts (Iron Sulphates and Iron Chlorides)Документ25 страницHygroscopic (Osmotic) Blisters Tiny, Pin Head Size, Water Filled Blisters. Caused by Hygroscopic Salts (Iron Sulphates and Iron Chlorides)Usab GamalОценок пока нет
- IVPL Control Valve Sizing ManualДокумент20 страницIVPL Control Valve Sizing ManualGanesh YadavОценок пока нет
- Flare KO Drum-3Документ35 страницFlare KO Drum-3nghiemta1892% (13)
- Condenser - Valuable Book PDFДокумент6 страницCondenser - Valuable Book PDFRajesh OwaiyarОценок пока нет
- Volume and Wetted Area of Partially Filled Horizontal VesselsДокумент11 страницVolume and Wetted Area of Partially Filled Horizontal VesselsMelvin MagbanuaОценок пока нет
- Rupturedisk CheresourcesДокумент9 страницRupturedisk Cheresourcessammar_10100% (1)
- Two-Phase Flow - Condensate Drain Lines Design GuideДокумент2 страницыTwo-Phase Flow - Condensate Drain Lines Design Guidec_nghiaОценок пока нет
- Controlling Heat ExchangersДокумент11 страницControlling Heat ExchangersgermanaponteОценок пока нет
- MP60P70Документ28 страницMP60P70903352Оценок пока нет
- Simulation Compresseur PDFДокумент85 страницSimulation Compresseur PDFyamakunОценок пока нет
- Steam Condensate Pot SizingДокумент1 страницаSteam Condensate Pot SizingmaniazharОценок пока нет
- Tank BlankettingДокумент6 страницTank BlankettingBaskar KannaiahОценок пока нет
- Kettle Reboilers Chemical Engineering Design Ray SinnoyДокумент6 страницKettle Reboilers Chemical Engineering Design Ray SinnoyFederico BogettiОценок пока нет
- B A S Ket Strainer Pressure Drop-LiquidsДокумент4 страницыB A S Ket Strainer Pressure Drop-LiquidsguillemaraОценок пока нет
- Heat Transfer and Pressure Drop Characteristics of Finned Tube Banks in Forced Convection (Comparison of The Heat Transfer Characteristics Between Spiral Fin and Serrated Fin)Документ14 страницHeat Transfer and Pressure Drop Characteristics of Finned Tube Banks in Forced Convection (Comparison of The Heat Transfer Characteristics Between Spiral Fin and Serrated Fin)nadir adel100% (1)
- Flow and Pressure Drop in Valves and Fittings. Valve Resistance Coefficient and DiameterДокумент21 страницаFlow and Pressure Drop in Valves and Fittings. Valve Resistance Coefficient and Diameterjroman33Оценок пока нет
- NPSH PT 244Документ4 страницыNPSH PT 244mazzam75Оценок пока нет
- 10 1016@j Jngse 2016 01 016Документ37 страниц10 1016@j Jngse 2016 01 016saiful bahriОценок пока нет
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7От EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Оценок пока нет
- Steam Condensate Pot Sizing PDFДокумент1 страницаSteam Condensate Pot Sizing PDFjittshong8072Оценок пока нет
- Flare Header Purge Rate DataДокумент3 страницыFlare Header Purge Rate DatappsutorОценок пока нет
- Air Eliminators and Combination Air Eliminators Strainers: Descrip OnДокумент10 страницAir Eliminators and Combination Air Eliminators Strainers: Descrip OnvendsrbОценок пока нет
- MAYOR Nebres Concept Paper 2021Документ8 страницMAYOR Nebres Concept Paper 2021Azul Mae MayorОценок пока нет
- Pur-15-02 - Air Purger Type PurДокумент4 страницыPur-15-02 - Air Purger Type PurAnderson Giovanny Herrera DelgadoОценок пока нет
- TN 010-Drip Traps Rev AДокумент6 страницTN 010-Drip Traps Rev AMariusCapraОценок пока нет
- Api 54Документ1 страницаApi 54keyur1109Оценок пока нет
- Ca0536 Bro Cascade GBR 10-04Документ2 страницыCa0536 Bro Cascade GBR 10-04geoteg2011Оценок пока нет
- Horizontal - THREE (Revisar, Petroleum and Gas Field ProcessingДокумент4 страницыHorizontal - THREE (Revisar, Petroleum and Gas Field Processingrene123456789eduardoОценок пока нет
- OIL-SU-02 Rev 0Документ34 страницыOIL-SU-02 Rev 0HosseinОценок пока нет
- Refrigerants 2013 FebДокумент33 страницыRefrigerants 2013 Febdita ayuОценок пока нет
- Designing Atmospheric Crude Distillation For Bitumen Service PDFДокумент6 страницDesigning Atmospheric Crude Distillation For Bitumen Service PDFfawmer61Оценок пока нет
- Refrigeration (Kylteknik) : 2. Vapour-Compression Refrigeration ProcessesДокумент36 страницRefrigeration (Kylteknik) : 2. Vapour-Compression Refrigeration ProcessesiJeng RalluОценок пока нет
- Broaden Your Heat Exchanger Design Skills (CEP)Документ9 страницBroaden Your Heat Exchanger Design Skills (CEP)jdgh1986Оценок пока нет
- 630-33 Refrigerant Piping by RsesДокумент31 страница630-33 Refrigerant Piping by RsesminiongskyОценок пока нет
- PHE As CondensersДокумент50 страницPHE As CondensersHelga Ines BenzОценок пока нет
- Process Vessels 93851 - 18 PDFДокумент19 страницProcess Vessels 93851 - 18 PDFNector Jr. GuevarraОценок пока нет
- NHsoft VPДокумент5 страницNHsoft VPBASEM NOMAN ALI MOHAMMEDОценок пока нет
- Types of Evaporator in Air ConditioningДокумент20 страницTypes of Evaporator in Air ConditioningEhsan DanishОценок пока нет
- The Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeДокумент3 страницыThe Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeSrihari KodimelaОценок пока нет
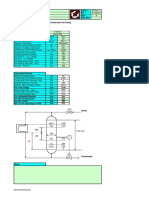
- KIRK Sep-Calc SoftwareДокумент4 страницыKIRK Sep-Calc Softwaredhl_tuОценок пока нет
- C3 Recovery StudyДокумент15 страницC3 Recovery StudyengmohosmanОценок пока нет
- Column Tray Design PDFДокумент9 страницColumn Tray Design PDFSankitОценок пока нет
- AlphaSEP Coalescers PDFДокумент12 страницAlphaSEP Coalescers PDFRajesh KrishnamoorthyОценок пока нет
- 2019-12-20 Reboiler - Spec. SheetДокумент1 страница2019-12-20 Reboiler - Spec. SheetVasiljka Đordan JelacaОценок пока нет
- KO VesselДокумент28 страницKO VesselMahroosh KhawajaОценок пока нет
- Distillation Column & Internal DesignДокумент18 страницDistillation Column & Internal DesignVaishnavi SamantОценок пока нет
- Water Balancing-01Документ7 страницWater Balancing-01myself_riteshОценок пока нет
- Azeotropic DistillationДокумент98 страницAzeotropic Distillationmyself_riteshОценок пока нет
- Waste Treatment Options For Molasses and Grain Based DistilleriesДокумент27 страницWaste Treatment Options For Molasses and Grain Based Distilleriesmyself_riteshОценок пока нет
- Balancing Operation For Optimization of Hydronic NetworksДокумент9 страницBalancing Operation For Optimization of Hydronic Networksmyself_riteshОценок пока нет
- McCleskey Et Al 2011 Electrical Conductivity Calc For Natural WatersДокумент4 страницыMcCleskey Et Al 2011 Electrical Conductivity Calc For Natural Watersmyself_riteshОценок пока нет
- Batch Distillation: Pharmaceutical API Process Development and DesignДокумент40 страницBatch Distillation: Pharmaceutical API Process Development and Designishhh12Оценок пока нет
- Demisters (Droplet Separators) - VFFДокумент2 страницыDemisters (Droplet Separators) - VFFmyself_riteshОценок пока нет
- Fundamental Principles of Rotary Displacement Meters: Wayland Sligh Instromet IncДокумент4 страницыFundamental Principles of Rotary Displacement Meters: Wayland Sligh Instromet Incmyself_riteshОценок пока нет
- Calculating The Water Costs of Water-Cooled Air Compressors - Compressed Air Best PracticesДокумент4 страницыCalculating The Water Costs of Water-Cooled Air Compressors - Compressed Air Best Practicesmyself_riteshОценок пока нет
- Prevention of CorrosionДокумент19 страницPrevention of Corrosionmyself_riteshОценок пока нет
- Fundamental Principles of Gas Turbine Meters: Wayland Sligh Instromet IncДокумент3 страницыFundamental Principles of Gas Turbine Meters: Wayland Sligh Instromet Incmyself_riteshОценок пока нет
- Metal - Designation & PropertiesДокумент37 страницMetal - Designation & Propertiesmyself_riteshОценок пока нет
- Fundamentals of Natural Gas Safety: Linton T. Lipscomb Pge-GttДокумент3 страницыFundamentals of Natural Gas Safety: Linton T. Lipscomb Pge-Gttmyself_riteshОценок пока нет
- Fundamental Principles of Diaphragm Meters: Robert Bennett American Meter CompanyДокумент5 страницFundamental Principles of Diaphragm Meters: Robert Bennett American Meter Companymyself_riteshОценок пока нет
- CP1 PRPP Ifc 04 05 2021Документ92 страницыCP1 PRPP Ifc 04 05 2021myself_riteshОценок пока нет
- Fundamentals of Orifice Recorders: David E. Pulley J-W Measurement CompanyДокумент2 страницыFundamentals of Orifice Recorders: David E. Pulley J-W Measurement Companymyself_riteshОценок пока нет
- Pressure and Level Switches: Process ControlДокумент31 страницаPressure and Level Switches: Process Controlmyself_riteshОценок пока нет
- End Closure of Pressure VesselДокумент11 страницEnd Closure of Pressure VesselYl WongОценок пока нет
- Processes: Formation Mechanism of Trailing Oil in Product Oil PipelineДокумент18 страницProcesses: Formation Mechanism of Trailing Oil in Product Oil Pipelinemyself_riteshОценок пока нет
- Legend SymbolsДокумент21 страницаLegend SymbolsFaJar FieLdenОценок пока нет
- Test Your Knowledge On Compressors - Online Quiz - Chemical Engineering SiteДокумент9 страницTest Your Knowledge On Compressors - Online Quiz - Chemical Engineering Sitemyself_riteshОценок пока нет
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsДокумент25 страницWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For Scientistsmyself_riteshОценок пока нет
- Design of Vessel's Head and Closures (Flat and Conical)Документ38 страницDesign of Vessel's Head and Closures (Flat and Conical)myself_riteshОценок пока нет
- DesignbasisdevelopmentДокумент21 страницаDesignbasisdevelopmentsegunoyesОценок пока нет
- Theory - Mixed Flow ReactorДокумент4 страницыTheory - Mixed Flow ReactorbaimchemicalОценок пока нет
- Kelompok 10 - Metode Optimasi Senyawa PenuntunДокумент36 страницKelompok 10 - Metode Optimasi Senyawa Penuntunapr_aprililianti100% (1)
- BRICKS WordДокумент10 страницBRICKS WordAadityaОценок пока нет
- FY 2018 Self Identified Generic Drug Facilities Sites and OrganizationsДокумент175 страницFY 2018 Self Identified Generic Drug Facilities Sites and OrganizationsDavid Paul HensonОценок пока нет
- 1P1 - Anna Kusumawati 323-329Документ7 страниц1P1 - Anna Kusumawati 323-329imam habibiОценок пока нет
- FHM, Jun 2011Документ6 страницFHM, Jun 2011emediageОценок пока нет
- Measuring The Solubility Product of Ca (OH) : MaterialsДокумент3 страницыMeasuring The Solubility Product of Ca (OH) : MaterialsdssrwrtgwtgОценок пока нет
- Comparison of The Use of Rutile and Cellulosic Electrodes - TWIДокумент11 страницComparison of The Use of Rutile and Cellulosic Electrodes - TWISumantaОценок пока нет
- Tutorial 1 (2023)Документ2 страницыTutorial 1 (2023)Dr. Aung Ko LattОценок пока нет
- Prokaryotes and ArchaeaДокумент17 страницProkaryotes and ArchaeaAngela CanlasОценок пока нет
- BiochemistryДокумент16 страницBiochemistryLeila JoieОценок пока нет
- Chapter 17: Chemical Thermodynamics: 17.1 When Is A Process Spontaneous?Документ4 страницыChapter 17: Chemical Thermodynamics: 17.1 When Is A Process Spontaneous?Carlos Mella-RijoОценок пока нет
- Lewatit S80 PDFДокумент4 страницыLewatit S80 PDFPT Purione MegatamaОценок пока нет
- Comparative Assessment of The Stabilization of Lime-Stabilized Lateritic Soil As Subbase Material Using Coconut Shell Ash and Coconut Husk AshДокумент12 страницComparative Assessment of The Stabilization of Lime-Stabilized Lateritic Soil As Subbase Material Using Coconut Shell Ash and Coconut Husk AshEdem CHABIОценок пока нет
- Boilerasn 160513140404Документ17 страницBoilerasn 160513140404jeremygilbertОценок пока нет
- Shell Structures PDFДокумент21 страницаShell Structures PDFDivya VarshneyОценок пока нет
- Abg Analysis-1Документ22 страницыAbg Analysis-1PAMОценок пока нет
- Heat Integration - Setting Energy TargetsДокумент30 страницHeat Integration - Setting Energy TargetsolescootОценок пока нет
- Guide To BondingДокумент46 страницGuide To Bondingbotan_mihaiОценок пока нет
- Dutch Pollutant StandardsДокумент5 страницDutch Pollutant Standardsumair2kplus492Оценок пока нет
- Exp10bomb CalorimetryДокумент9 страницExp10bomb CalorimetryNaeem RehmanОценок пока нет
- Agstar Operator GuidebookДокумент77 страницAgstar Operator GuidebookQuinta EsenciaОценок пока нет
- BPCL Report MechanicalДокумент44 страницыBPCL Report MechanicalritikaОценок пока нет