Вам также может понравиться
- Impermeabilizante Antiumidade QuartzolitДокумент3 страницыImpermeabilizante Antiumidade QuartzolitMarleneLopesОценок пока нет
- Plasma Sound PC 6060T PDFДокумент1 страницаPlasma Sound PC 6060T PDFMarleneLopesОценок пока нет
- Abnt NBR 10663 PDFДокумент15 страницAbnt NBR 10663 PDFMarleneLopesОценок пока нет
- Apresentação 2018Документ12 страницApresentação 2018MarleneLopesОценок пока нет
- SIMBOLOGIA Parte1Документ16 страницSIMBOLOGIA Parte1MarleneLopesОценок пока нет
- Sentença - Absolvição Porte Ilegal de ArmaДокумент19 страницSentença - Absolvição Porte Ilegal de ArmaMarleneLopesОценок пока нет
- Workshop INMETROДокумент14 страницWorkshop INMETROMarleneLopesОценок пока нет
- RTGДокумент11 страницRTGMarleneLopesОценок пока нет
- PR 147Документ2 страницыPR 147MarleneLopesОценок пока нет
- Trabalho Fisica 3 - Principio Da IncertezaДокумент22 страницыTrabalho Fisica 3 - Principio Da IncertezaAngélica Luana LinharesОценок пока нет
- Relatório Física e QuímicaДокумент9 страницRelatório Física e QuímicaAna MargaridaОценок пока нет
- Dis Ete 006 Rev 09Документ36 страницDis Ete 006 Rev 09Thiago PradoОценок пока нет
- Exemplo de ETP FinalizadoДокумент16 страницExemplo de ETP FinalizadoMarcus CórpasОценок пока нет
- Trabalho de MetalogeneseДокумент15 страницTrabalho de MetalogeneseDelito LopesОценок пока нет
- The History of The Atom - Theories and ModelsДокумент5 страницThe History of The Atom - Theories and ModelsFernando AzevedoОценок пока нет
- Experimento 4Документ13 страницExperimento 4Aristides ReisОценок пока нет
- Prevenção e Combate A IncêndioДокумент17 страницPrevenção e Combate A IncêndioAlan MoraisОценок пока нет
- Química - 1° - PET3 - 2021Документ15 страницQuímica - 1° - PET3 - 2021Gabriel CostaОценок пока нет
- 1° Lista CMДокумент4 страницы1° Lista CMValdeci de Pinho Fortes JúniorОценок пока нет
- Astros Iluminados e LuminososДокумент3 страницыAstros Iluminados e LuminososMarta Kerly92% (13)
- 3 Lista de Exercícios - PorosidadeДокумент3 страницы3 Lista de Exercícios - Porosidadematheus735Оценок пока нет
- Ementa Química Analítica Avançada IIДокумент2 страницыEmenta Química Analítica Avançada IILuana LopesОценок пока нет
- Tipos de ForçasДокумент27 страницTipos de ForçasAna Lídia Divino CoelhoОценок пока нет
- 13.lei Fundamental Da HidrostáticaДокумент19 страниц13.lei Fundamental Da HidrostáticaCristina Casquilho M. CastroОценок пока нет
- Teste 1 MIA Gilto Acacio RochaДокумент5 страницTeste 1 MIA Gilto Acacio RochaEstefanio Alfredo silvestreОценок пока нет
- Estequiometria AulaДокумент2 страницыEstequiometria AulagreatinhoОценок пока нет
- 2.2 - Ficha de Trabalho - Deriva Dos Continentes e Tectónica de PlacasДокумент8 страниц2.2 - Ficha de Trabalho - Deriva Dos Continentes e Tectónica de PlacasSaraRaquelSantos100% (1)
- Ensaio de Cone (CPT) E Piezocone (Cptu) : Fonte: HTTP://WWW - Geotechdata.info/geotest/cone-Penetration-TestДокумент9 страницEnsaio de Cone (CPT) E Piezocone (Cptu) : Fonte: HTTP://WWW - Geotechdata.info/geotest/cone-Penetration-TestEJEC l HenriqueОценок пока нет
- 03 - Listão de Questões - Concreto ArmadoДокумент63 страницы03 - Listão de Questões - Concreto ArmadoZeal UniteОценок пока нет
- 2º Ano - Sequência - TermoquímicaДокумент9 страниц2º Ano - Sequência - Termoquímicaandre_7_souza501Оценок пока нет
- A Anomalia e A Emergência DasДокумент32 страницыA Anomalia e A Emergência DasJamyle AiresОценок пока нет
- Sumitomo - M - Ferramentas de Diamante PolicristalinoДокумент34 страницыSumitomo - M - Ferramentas de Diamante PolicristalinoJulio LeonОценок пока нет
- Atividade Complementar Sobre Termologia Com Questões de ENEMДокумент6 страницAtividade Complementar Sobre Termologia Com Questões de ENEMArthur HenriqueОценок пока нет
- Enem 2018 NaturezaДокумент15 страницEnem 2018 NaturezaJACIANE DE 0LIVEIRAОценок пока нет
- 6 Sexta Aula Fís Exp I Exercícios Cap 3Документ13 страниц6 Sexta Aula Fís Exp I Exercícios Cap 3Pietra MatosОценок пока нет
- Avaliação Parcial 2° Ano - 4º BimestreДокумент3 страницыAvaliação Parcial 2° Ano - 4º BimestreRicardo Gabriel100% (2)
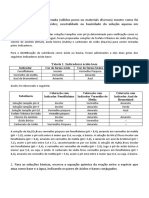
- Tabela 1: Indicadores Ácido-Base: Indicador Cor Da Forma Ácida Cor Da Forma Básica PH de ViragemДокумент3 страницыTabela 1: Indicadores Ácido-Base: Indicador Cor Da Forma Ácida Cor Da Forma Básica PH de ViragemBeatriz VenturaОценок пока нет
- Teorico 3 PDFДокумент26 страницTeorico 3 PDFjesiel groovegraveОценок пока нет
- Modulo de Trtac-1Документ85 страницModulo de Trtac-1vqjmphgp7kОценок пока нет
- Focar: Supere a procrastinação e aumente a força de vontade e a atençãoОт EverandFocar: Supere a procrastinação e aumente a força de vontade e a atençãoРейтинг: 4.5 из 5 звезд4.5/5 (53)
- Elaboração de programas de ensino: material autoinstrutivoОт EverandElaboração de programas de ensino: material autoinstrutivoОценок пока нет
- Técnicas Proibidas de Manipulação Mental e PersuasãoОт EverandTécnicas Proibidas de Manipulação Mental e PersuasãoРейтинг: 5 из 5 звезд5/5 (3)
- Psicologia sombria: Poderosas técnicas de controle mental e persuasãoОт EverandPsicologia sombria: Poderosas técnicas de controle mental e persuasãoРейтинг: 4 из 5 звезд4/5 (93)
- Técnicas De Terapia Cognitivo-comportamental (tcc)От EverandTécnicas De Terapia Cognitivo-comportamental (tcc)Оценок пока нет
- E-TRAP: entrevista diagnóstica para transtornos de personalidadeОт EverandE-TRAP: entrevista diagnóstica para transtornos de personalidadeРейтинг: 5 из 5 звезд5/5 (3)
- Encontre seu propósito: Como traçar um caminho em direção às suas paixões, fortalezas e autodescobertaОт EverandEncontre seu propósito: Como traçar um caminho em direção às suas paixões, fortalezas e autodescobertaРейтинг: 5 из 5 звезд5/5 (10)
- Intervenções Psicológicas para Promoção de Desenvolvimento e Saúde na Infância e AdolescênciaОт EverandIntervenções Psicológicas para Promoção de Desenvolvimento e Saúde na Infância e AdolescênciaРейтинг: 5 из 5 звезд5/5 (1)
- O psicólogo clínico em hospitais: Contribuição para o aperfeiçoamento da arte no BrasilОт EverandO psicólogo clínico em hospitais: Contribuição para o aperfeiçoamento da arte no BrasilОценок пока нет
- 35 Técnicas e Curiosidades Mentais: Porque a mente também deve evoluirОт Everand35 Técnicas e Curiosidades Mentais: Porque a mente também deve evoluirРейтинг: 5 из 5 звезд5/5 (3)