Вам также может понравиться
- Post WeldДокумент4 страницыPost WelddanemsalОценок пока нет
- Need of Pre Heating When WeldingДокумент10 страницNeed of Pre Heating When WeldingRishi oberaiОценок пока нет
- WPS FormatДокумент7 страницWPS FormatPradip SalunkheОценок пока нет
- Preheat PDFДокумент4 страницыPreheat PDFKamal UddinОценок пока нет
- Welding and Characterization of 5083 Aluminium Alloy PDFДокумент6 страницWelding and Characterization of 5083 Aluminium Alloy PDFPatricio G. ArrienОценок пока нет
- Twi Impact TestingДокумент17 страницTwi Impact TestingchungndtОценок пока нет
- 0301e - Guidebook For Inspectors - 2018-3Документ6 страниц0301e - Guidebook For Inspectors - 2018-3FranciscoОценок пока нет
- PWHTДокумент79 страницPWHTnguyenОценок пока нет
- Ab-094 Welding Examiner SyllabusДокумент8 страницAb-094 Welding Examiner SyllabusSiva Sankara Narayanan SubramanianОценок пока нет
- A Brief Synopsis ofДокумент54 страницыA Brief Synopsis ofNO ONEОценок пока нет
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Документ68 страницTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistОценок пока нет
- B. Importance of Preheat, Interpass, DHT, Isr, PWHTДокумент19 страницB. Importance of Preheat, Interpass, DHT, Isr, PWHTJay ShahОценок пока нет
- Types of ElectrodesДокумент8 страницTypes of ElectrodesTIBEBUОценок пока нет
- Welding QuestionnairДокумент44 страницыWelding QuestionnairmqblahmdОценок пока нет
- QC Weld PDFДокумент13 страницQC Weld PDFSATHAM HUSSAINОценок пока нет
- Weld Fit Up Inspection Employee TrainingДокумент10 страницWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (1)
- PWHT ReqДокумент13 страницPWHT ReqAbhay KarandeОценок пока нет
- Ingenieria de La Soldadura PDFДокумент11 страницIngenieria de La Soldadura PDFedscesc10100% (1)
- Electrode Selection As Per Base Metal With Preheat, Postheat and Hardness DetailsДокумент1 страницаElectrode Selection As Per Base Metal With Preheat, Postheat and Hardness DetailsJlkKumar100% (1)
- Training Course On Quality Control, ASME Sec. VIII Div.1 & Sec. IXДокумент52 страницыTraining Course On Quality Control, ASME Sec. VIII Div.1 & Sec. IXAvdhut sathe100% (1)
- Heat Input Effects in WeldingДокумент34 страницыHeat Input Effects in WeldingMohammed SulemanОценок пока нет
- What Is The Difference Between A Weldolet and A SockoletДокумент3 страницыWhat Is The Difference Between A Weldolet and A SockoletWaqas Waqas100% (3)
- Piping Inspection 22.01.2020Документ72 страницыPiping Inspection 22.01.2020KarthikОценок пока нет
- Submerged Arc Welding (Saw)Документ5 страницSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamОценок пока нет
- Welding Processes and EquipmentДокумент167 страницWelding Processes and EquipmentTAF150850Оценок пока нет
- PWHTДокумент57 страницPWHTssОценок пока нет
- International Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas WeldingДокумент60 страницInternational Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas Weldingresky marantinanОценок пока нет
- WeldДокумент3 страницыWeldSenthil SubramanianОценок пока нет
- Asme Form U-1. v-11201 AДокумент3 страницыAsme Form U-1. v-11201 ASalman KhanОценок пока нет
- Dissimilar WeldingДокумент42 страницыDissimilar WeldingMan MОценок пока нет
- Fabrication of Components at Dillinger Huette Heavy FabricationДокумент82 страницыFabrication of Components at Dillinger Huette Heavy Fabrication66apenlullenОценок пока нет
- Surface Tension Transfer (STT) Pipe WeldingДокумент3 страницыSurface Tension Transfer (STT) Pipe WeldingahmedОценок пока нет
- CWI AWS-CWI Application FormДокумент9 страницCWI AWS-CWI Application FormSyamlal SkakuОценок пока нет
- CSWIP Welding Inspection Notes and QuestionsДокумент132 страницыCSWIP Welding Inspection Notes and QuestionsfahreezОценок пока нет
- Cswip Exams 1 PDFДокумент65 страницCswip Exams 1 PDFFethi BELOUISОценок пока нет
- Welder NIMI Q 2Документ30 страницWelder NIMI Q 2Mahesh SonarОценок пока нет
- Guide For Make WPSДокумент84 страницыGuide For Make WPSvohuu1102100% (1)
- Heat Treatment of SteelsДокумент9 страницHeat Treatment of SteelsEhsan KhanОценок пока нет
- Note 1 Approving Welding Procedure - Process FlowДокумент26 страницNote 1 Approving Welding Procedure - Process FlowMohamad Yusuf HelmiОценок пока нет
- Welding MCQДокумент116 страницWelding MCQRohan YaduvanshiОценок пока нет
- Metrode - P92 WPS PDFДокумент3 страницыMetrode - P92 WPS PDFXing ChenОценок пока нет
- Preheat and Interpass TempДокумент2 страницыPreheat and Interpass TempUche UrchОценок пока нет
- Cwbcertificationservices FinalДокумент7 страницCwbcertificationservices FinalAshley JacksonОценок пока нет
- Basic Points of P91Документ4 страницыBasic Points of P91Asad Bin Ala Qatari100% (1)
- Steel FachaДокумент59 страницSteel FachaviyfОценок пока нет
- Presentation Asme Sec-Ix Wps PQR Wpq..Документ176 страницPresentation Asme Sec-Ix Wps PQR Wpq..Utkarsh GautamОценок пока нет
- PRES TIG Hot Wire Narrow Gap Welding enДокумент25 страницPRES TIG Hot Wire Narrow Gap Welding enRavishankarОценок пока нет
- Convexity Aws PDFДокумент4 страницыConvexity Aws PDFHJ SJОценок пока нет
- Module 9.qualification 1.welding PerformanceДокумент6 страницModule 9.qualification 1.welding PerformanceMohd NizamОценок пока нет
- Welding Processes: EN358 - Ship StructuresДокумент27 страницWelding Processes: EN358 - Ship Structuressuri345Оценок пока нет
- What Is PWHTДокумент2 страницыWhat Is PWHTShaik ShahОценок пока нет
- ASME Pressure Vessel JointДокумент5 страницASME Pressure Vessel JointRodrigo CarneiroОценок пока нет
- Storage and Handling of Welding Consumables PDFДокумент20 страницStorage and Handling of Welding Consumables PDFlth770310Оценок пока нет
- ASME 9 - CalculatorДокумент2 страницыASME 9 - CalculatorEmel Besir100% (1)
- Welding TerminologyДокумент18 страницWelding Terminologymahi1437100% (1)
- Figure UCS-66 Impact Test Exemption Curves (Cont'd) : ASME BPVC - VIII.1-2019 UCS-66Документ2 страницыFigure UCS-66 Impact Test Exemption Curves (Cont'd) : ASME BPVC - VIII.1-2019 UCS-66MechanicalОценок пока нет
- CE Equations For Weldability of SteelsДокумент1 страницаCE Equations For Weldability of SteelsVivek Panse100% (1)
- Heat Treatment of SteelsДокумент6 страницHeat Treatment of SteelsSrinivas LaishettyОценок пока нет
- Defects Hydrogen Cracks IdentificationДокумент5 страницDefects Hydrogen Cracks Identificationarif maulanafОценок пока нет
- Heat TreatmentДокумент14 страницHeat TreatmentAkhilesh KumarОценок пока нет
- Unitor Maintenance and Repair Welding: The Solutions GuideДокумент1 страницаUnitor Maintenance and Repair Welding: The Solutions GuideNuzhat Ali100% (1)
- g+1 Bid ResponseДокумент31 страницаg+1 Bid Responseabel mekonen100% (1)
- Determination of The Technological Parameters Process For Continuously Cast Brass IngotДокумент7 страницDetermination of The Technological Parameters Process For Continuously Cast Brass Ingotramadan slimОценок пока нет
- Racve Itd HawleДокумент2 страницыRacve Itd HawleKenan HotiОценок пока нет
- Rani Tool Tycarb TFC RTCДокумент2 страницыRani Tool Tycarb TFC RTCapi-521872070Оценок пока нет
- ! Causes of Copper Corrosion PDFДокумент36 страниц! Causes of Copper Corrosion PDFAlexander KorniyenkoОценок пока нет
- In Uence of The Cooling Rate On The Ageing of Lead-Calcium AlloysДокумент5 страницIn Uence of The Cooling Rate On The Ageing of Lead-Calcium AlloysDilfredo RuizОценок пока нет
- SERVICE MANUAL Whirlpool Front Load Drum WasherДокумент27 страницSERVICE MANUAL Whirlpool Front Load Drum Washerronald christian mendiguarin50% (2)
- Sikacim Latex - Pds en PDFДокумент3 страницыSikacim Latex - Pds en PDFخالصة البدريةОценок пока нет
- Bearing of BridgesДокумент39 страницBearing of BridgesAbhishek100% (1)
- Pipeline Highway Crossing Design SpreadsheetДокумент11 страницPipeline Highway Crossing Design SpreadsheetBeljun FloresОценок пока нет
- CCANZ - Cracking (IB 73) PDFДокумент8 страницCCANZ - Cracking (IB 73) PDF4493464Оценок пока нет
- DM-Drainage Regulation-1Документ1 страницаDM-Drainage Regulation-1mhmdjdgmailcomОценок пока нет
- ModernlongДокумент11 страницModernlongAttila EngiОценок пока нет
- 9ni 4coДокумент102 страницы9ni 4cosunsirОценок пока нет
- Vci-Anticorrosion Paper: Characteristics Ferrogard/Multiguard TypesДокумент2 страницыVci-Anticorrosion Paper: Characteristics Ferrogard/Multiguard TypesJaya RidwantoОценок пока нет
- TM 5-809-10Документ450 страницTM 5-809-10Armando Farías100% (2)
- Review of Resistance Spot Welding of SteelДокумент31 страницаReview of Resistance Spot Welding of SteelLívia RodriguesОценок пока нет
- View W Section E-F: 41000 Bearing Housing CompressorДокумент3 страницыView W Section E-F: 41000 Bearing Housing CompressorMarco Avendaño PitmanОценок пока нет
- B24-Fabircaition and Erection of PipingДокумент12 страницB24-Fabircaition and Erection of PipingRajОценок пока нет
- FPE Review 2 18th OctДокумент18 страницFPE Review 2 18th OctPrateek SachanОценок пока нет
- KomGuide E PDFДокумент260 страницKomGuide E PDFAmândio PintoОценок пока нет
- Concrete Section EnlargementДокумент18 страницConcrete Section Enlargementmelesa100% (1)
- Böhler Fox CM 2 KB: Classifi CationsДокумент1 страницаBöhler Fox CM 2 KB: Classifi CationsBranko FerenčakОценок пока нет
- BOQ For Block WorkДокумент16 страницBOQ For Block Workbaboonijj100% (1)
- Clearance For Plaster by MEPДокумент63 страницыClearance For Plaster by MEPAnonymous LnJVtahyRОценок пока нет
- 2fd9c443-8a5c-41e2-9aad-48cdd9dc151dДокумент2 страницы2fd9c443-8a5c-41e2-9aad-48cdd9dc151dmelsabaeОценок пока нет
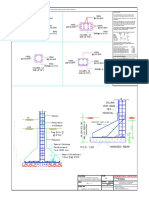
- Column-C1 SIZE: - (9"X15") Column - C2 SIZE: - (9"X15") : Schedule of FootingsДокумент1 страницаColumn-C1 SIZE: - (9"X15") Column - C2 SIZE: - (9"X15") : Schedule of FootingsPrabal Sethi100% (1)
- Scope Technical SpecificationsДокумент66 страницScope Technical SpecificationsKrishna VeniОценок пока нет
- Electrician Domestic Solutions - Standard ListДокумент7 страницElectrician Domestic Solutions - Standard ListMohamed rasheedОценок пока нет