Вам также может понравиться
- HAZOP AnalysisДокумент35 страницHAZOP AnalysisGopi Krish100% (3)
- Chapter 1 Modern Separation ProcessДокумент46 страницChapter 1 Modern Separation ProcessVivek Sharma82% (11)
- L01 Introduction To Particle TechnologyДокумент35 страницL01 Introduction To Particle TechnologyPhan NeeОценок пока нет
- HAZOP of Fired HeaterДокумент2 страницыHAZOP of Fired HeaterGopi Krish100% (1)
- Membrane - Deepika PDFДокумент52 страницыMembrane - Deepika PDFDIPSОценок пока нет
- Downstream ProcessДокумент37 страницDownstream ProcessSwetha Bhattu100% (2)
- Department of Petrochemical Engineering: Summer Training Program (2019 - 2020)Документ7 страницDepartment of Petrochemical Engineering: Summer Training Program (2019 - 2020)soran najebОценок пока нет
- Dia FilterДокумент20 страницDia FiltermadhujayarajОценок пока нет
- Lab 9 PDFДокумент17 страницLab 9 PDFAfie RosmanОценок пока нет
- Gujarat Technological University: W.E.F. AY 2018-19Документ4 страницыGujarat Technological University: W.E.F. AY 2018-19Shivam PanchalОценок пока нет
- Separation and Concentration Technologies in Food ProcessingДокумент84 страницыSeparation and Concentration Technologies in Food Processingjoenni hansОценок пока нет
- Membrane Separations-1408Документ62 страницыMembrane Separations-1408shashwatОценок пока нет
- Membrane Separation UpdatedДокумент59 страницMembrane Separation Updatedbbfe89f31eОценок пока нет
- Membrane TechnologyДокумент16 страницMembrane Technology1DS20CH001 AbhishekОценок пока нет
- Advanced Separation ProcessesДокумент33 страницыAdvanced Separation Processesعمار ياسر50% (2)
- Moems Mems 2008 AbstractsДокумент42 страницыMoems Mems 2008 AbstractsYasser SabryОценок пока нет
- NT Chap-6Документ23 страницыNT Chap-6190140105012.hardikdhameliyaОценок пока нет
- Membrane Technology in Food ProcessingДокумент18 страницMembrane Technology in Food ProcessingOhol Rohan BhaskarОценок пока нет
- Membrane BioreactorДокумент49 страницMembrane BioreactorArpit Thumar100% (2)
- Le01 Up Ma Fa22 IntroДокумент33 страницыLe01 Up Ma Fa22 IntroHamza RahimОценок пока нет
- Membrane Separation Technology For Wastewater Treatment and Its Study Progress and Development TrendДокумент4 страницыMembrane Separation Technology For Wastewater Treatment and Its Study Progress and Development TrendEnrique MartinezОценок пока нет
- ApplicationsДокумент256 страницApplicationsfaten saadОценок пока нет
- Membrane Technology: By: Prof. Dr. Tien R. MuchtadiДокумент47 страницMembrane Technology: By: Prof. Dr. Tien R. MuchtadiDwiMariaUlfahОценок пока нет
- Membrane TechnologyДокумент47 страницMembrane TechnologyDwiMariaUlfahОценок пока нет
- Advanced Functional Polymer MembranesДокумент47 страницAdvanced Functional Polymer MembranescocoОценок пока нет
- Liquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentОт EverandLiquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentОценок пока нет
- Synthesis of Nanometerscale MaterialsДокумент50 страницSynthesis of Nanometerscale MaterialsBhakti HiraniОценок пока нет
- Udpt U4Документ180 страницUdpt U4kajusbadamОценок пока нет
- Textiles For FiltrationДокумент37 страницTextiles For FiltrationBebi WakaОценок пока нет
- Membrane FiltrationДокумент95 страницMembrane FiltrationLee SoobinОценок пока нет
- Enrico Drioli Lidietta Giorno Editors Enc Yclopedia of MembranesДокумент2 119 страницEnrico Drioli Lidietta Giorno Editors Enc Yclopedia of MembranesOnSolomon100% (1)
- Al-Muthanna University College of Engineering Department of Chemical EngineeringДокумент11 страницAl-Muthanna University College of Engineering Department of Chemical Engineeringسراء حيدر كاظمОценок пока нет
- Al-Muthanna University College of Engineering Department of Chemical EngineeringДокумент11 страницAl-Muthanna University College of Engineering Department of Chemical Engineeringمحمود محمدОценок пока нет
- Unit I - Session 2 - PPTДокумент20 страницUnit I - Session 2 - PPTmayank sinhaОценок пока нет
- Membrane SeparationДокумент17 страницMembrane Separationmohdyashfi mppОценок пока нет
- 1 PBДокумент7 страниц1 PBanandhra2010Оценок пока нет
- 2.0 MicroencapsulationДокумент37 страниц2.0 MicroencapsulationPatel VinitОценок пока нет
- Lec 1 Properties and Handling of Particulate SolidsДокумент95 страницLec 1 Properties and Handling of Particulate SolidsAli HasSsanОценок пока нет
- EP 316 / EP 325 Separation Process: Lesson 1Документ31 страницаEP 316 / EP 325 Separation Process: Lesson 1WoMeiYouОценок пока нет
- Membrane Separation ProcessДокумент118 страницMembrane Separation ProcessMirHamzaHamidKashmiri100% (1)
- Report On Pervaporation 2Документ15 страницReport On Pervaporation 2merveОценок пока нет
- Lecture # 1 - IntroductionДокумент19 страницLecture # 1 - IntroductionAyman DiabОценок пока нет
- Membrane Distillation - Recent Developments and Perspectives PDFДокумент29 страницMembrane Distillation - Recent Developments and Perspectives PDFIbrahim Al-MutazОценок пока нет
- QA Tec Sep 2324 A4Документ35 страницQA Tec Sep 2324 A4Diego FigueiraОценок пока нет
- Membrane Bioreactors and FoulingДокумент27 страницMembrane Bioreactors and FoulinggovindОценок пока нет
- NANOTECHNOLOGY SeminarДокумент30 страницNANOTECHNOLOGY SeminarArvind Singh KasanaОценок пока нет
- CT 1Документ69 страницCT 1Vijaya GosuОценок пока нет
- Application of Nanotechnology in Waste Water TreatmentДокумент18 страницApplication of Nanotechnology in Waste Water TreatmentDhakshinamurthi .MОценок пока нет
- Amin and Al2016Документ15 страницAmin and Al2016Ilyes JedidiОценок пока нет
- Filtration and Ultrafiltration Equipment and TechnДокумент29 страницFiltration and Ultrafiltration Equipment and TechnJacKLOPОценок пока нет
- Activated SludgeДокумент59 страницActivated Sludgeyuvi94Оценок пока нет
- Application of Nanotechnology in Oil & Gas IndustryДокумент74 страницыApplication of Nanotechnology in Oil & Gas IndustryJanuario PalmaОценок пока нет
- Lab Membrane SeparationДокумент13 страницLab Membrane SeparationNurul FarihinОценок пока нет
- Magalhães2018 Chapter CeramicMembranesTheoryAndEnginДокумент27 страницMagalhães2018 Chapter CeramicMembranesTheoryAndEnginnermeen ahmedОценок пока нет
- Chapter 10Документ59 страницChapter 10MADHUMITHRA KUGANESANОценок пока нет
- Metu Chemical EngineeringДокумент20 страницMetu Chemical EngineeringyigitilgazОценок пока нет
- CHE504 - Lab Report On Membrane Separati PDFДокумент21 страницаCHE504 - Lab Report On Membrane Separati PDFeirinaОценок пока нет
- Unit Operations and Unit ProcessesДокумент5 страницUnit Operations and Unit ProcesseslaurenОценок пока нет
- Lecture Notes 14 Introduction To Membrane Science and Technology 2019Документ32 страницыLecture Notes 14 Introduction To Membrane Science and Technology 2019DarrenОценок пока нет
- The Science of Superhydrophobicity: Enhancing Outdoor Electrical InsulatorsОт EverandThe Science of Superhydrophobicity: Enhancing Outdoor Electrical InsulatorsОценок пока нет
- Gopi Krishna (Autosaved)Документ11 страницGopi Krishna (Autosaved)Gopi KrishОценок пока нет
- Humidity Conversion Formulas B210973EN-F PDFДокумент17 страницHumidity Conversion Formulas B210973EN-F PDFGyana MatiОценок пока нет
- Control Valves &safety ValvesДокумент83 страницыControl Valves &safety ValvesGopi Krish100% (2)
- Process TheoryДокумент10 страницProcess TheoryGopi KrishОценок пока нет
- Design of An Ethylene Oxide Production Process PDFДокумент13 страницDesign of An Ethylene Oxide Production Process PDFGopi Krish100% (1)
- Gopi 2Документ9 страницGopi 2Gopi KrishОценок пока нет
- Gopi DoubtsДокумент1 страницаGopi DoubtsGopi KrishОценок пока нет
- Eo BДокумент10 страницEo BDraisys MrsicОценок пока нет
- Gopi DoubtsДокумент1 страницаGopi DoubtsGopi KrishОценок пока нет
- Gopi 2Документ1 страницаGopi 2Gopi KrishОценок пока нет
- Control of VOCДокумент34 страницыControl of VOCGopi KrishОценок пока нет
- BoilingДокумент31 страницаBoilingGopi KrishОценок пока нет
- Ht-I (L-01)Документ122 страницыHt-I (L-01)Gopi KrishОценок пока нет
- Slides - 4 - Solid FuelsДокумент23 страницыSlides - 4 - Solid FuelsGopi KrishОценок пока нет
- 2 PPT Interphase Flux PDFДокумент47 страниц2 PPT Interphase Flux PDFGopi KrishОценок пока нет
- Cracking Patterns and Ionisation EnergiesДокумент2 страницыCracking Patterns and Ionisation EnergiesWilliamRiveraОценок пока нет
- Universal Education: Icse Grade ViДокумент8 страницUniversal Education: Icse Grade Vipallavi shindeОценок пока нет
- FluidizationДокумент3 страницыFluidizationUmairAhmedОценок пока нет
- Coal Gasification - EastmanДокумент44 страницыCoal Gasification - Eastmanstavros7Оценок пока нет
- Extraction TechniquesДокумент18 страницExtraction TechniquesPushpa RajОценок пока нет
- Steam-Assisted Gravity DrainageДокумент6 страницSteam-Assisted Gravity DrainageDavidandyОценок пока нет
- Deaerator, Boiler Feed Water Tank - EWT Water TechnologyДокумент3 страницыDeaerator, Boiler Feed Water Tank - EWT Water TechnologyZulal AliОценок пока нет
- 18-Me-122 Seca A3Документ10 страниц18-Me-122 Seca A3Muhammad Hammad AsgharОценок пока нет
- Thermochemistry QuizДокумент2 страницыThermochemistry QuizMohit sadhОценок пока нет
- Pyrolysis of Woody and Algal Biomass Into Liquid Fuels: Dong Jin SuhДокумент37 страницPyrolysis of Woody and Algal Biomass Into Liquid Fuels: Dong Jin SuhfadyahОценок пока нет
- Well Drilling, Completion and Intervention Operations of Offshore and Onshore High Pressure Control System DesignДокумент5 страницWell Drilling, Completion and Intervention Operations of Offshore and Onshore High Pressure Control System Designvignesh100% (1)
- Toshiba Rotary Compressor Tech SpecsДокумент1 страницаToshiba Rotary Compressor Tech Specscalvin.bloodaxe447880% (5)
- 9th Science QSN T1 - Chapter-2 - OTQДокумент14 страниц9th Science QSN T1 - Chapter-2 - OTQAniket PalОценок пока нет
- 6.lesson Plan KD 3.2Документ15 страниц6.lesson Plan KD 3.2septiriyanОценок пока нет
- Chapter 1 Thermochemistry - HaaHv2 PDFДокумент68 страницChapter 1 Thermochemistry - HaaHv2 PDFwan nor anira wan hassanОценок пока нет
- Schorer (2019) Membrane Based Purification of Hydrogen SystemДокумент7 страницSchorer (2019) Membrane Based Purification of Hydrogen SystemAbraham Becerra AranedaОценок пока нет
- Integrated Gasification Combined Cycle (IGCC) Power PlantДокумент4 страницыIntegrated Gasification Combined Cycle (IGCC) Power PlantDuygu HasanОценок пока нет
- Ethyleneglycol - Methods 2520of 2520production (Quality Specifications)Документ5 страницEthyleneglycol - Methods 2520of 2520production (Quality Specifications)jorgchanОценок пока нет
- Introduction To General Organic and Biochemistry 9th Edition Question AnswersДокумент38 страницIntroduction To General Organic and Biochemistry 9th Edition Question AnswerstaupaypayОценок пока нет
- Manufacturing Methods: 1. Methanol Carbonylation 2. Acetaldehyde Oxidation 3. Ethylene Oxidation 4. Anerobic FermentationДокумент39 страницManufacturing Methods: 1. Methanol Carbonylation 2. Acetaldehyde Oxidation 3. Ethylene Oxidation 4. Anerobic Fermentationkumari svgОценок пока нет
- Determination of Nanofiltration ResistanДокумент10 страницDetermination of Nanofiltration ResistanAnzirni Shirathul HaqОценок пока нет
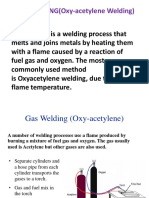
- Gas WeldingДокумент15 страницGas WeldingRamesh RОценок пока нет
- SP12gaswelders PDFДокумент132 страницыSP12gaswelders PDFAshok ChaudharyОценок пока нет
- A1 CHM Sol 11 Energetics WSДокумент78 страницA1 CHM Sol 11 Energetics WSHamna Mehmood100% (1)
- Diffusion Limitations in Fischer-Tropsch CatalystsДокумент8 страницDiffusion Limitations in Fischer-Tropsch CatalystsCarolina BermúdezОценок пока нет
- EXPT 4 HEAT of COMBUSTIONДокумент3 страницыEXPT 4 HEAT of COMBUSTIONBeatrice BenoliraoОценок пока нет
- Introduction To HydrogenДокумент22 страницыIntroduction To HydrogenSunil AroraОценок пока нет
- 2014 Entropy Tutorial With Solution For StudentsДокумент6 страниц2014 Entropy Tutorial With Solution For StudentsChen ZhihaoОценок пока нет
- Thermo-Chemical Conversion of Biomass (Pyrolysis and Gasification)Документ45 страницThermo-Chemical Conversion of Biomass (Pyrolysis and Gasification)Mohammad Irfan AliОценок пока нет
- Parker Denison Approved Fluids List: CNOOC Energy Technology & Services - Petrochemicals CoДокумент4 страницыParker Denison Approved Fluids List: CNOOC Energy Technology & Services - Petrochemicals CoYanu IsmadiОценок пока нет