Вам также может понравиться
- Usm 1Документ47 страницUsm 1Abhishek KumarОценок пока нет
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentОт EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Astm D3262-96 PDFДокумент8 страницAstm D3262-96 PDFSIBAPRASAD BHUNIAОценок пока нет
- Module 2Документ66 страницModule 2Kenneth C.LinojОценок пока нет
- UNIT-2 Ultrasonic MachiningДокумент73 страницыUNIT-2 Ultrasonic MachiningraghurockramОценок пока нет
- # 3 - Ultrasonic MachiningДокумент48 страниц# 3 - Ultrasonic MachiningRohan RautОценок пока нет
- Chapter 2Документ16 страницChapter 2KAMALJEET SINGHОценок пока нет
- Ultrasonic Machining Engineering Materials And Manufacuring Technology اشع ديعس نزام ديعس 0147566Документ8 страницUltrasonic Machining Engineering Materials And Manufacuring Technology اشع ديعس نزام ديعس 0147566Saeed AshaОценок пока нет
- Mech-Ultrasonic Machining ReportДокумент12 страницMech-Ultrasonic Machining Reporterlangga_bayuОценок пока нет
- USM AME Advance Manufacturing EngineeringДокумент16 страницUSM AME Advance Manufacturing EngineeringRajesh RajendranОценок пока нет
- Manufacturing Kishore Lecture 2 3Документ41 страницаManufacturing Kishore Lecture 2 3Teiborlin MarngarОценок пока нет
- UsmДокумент44 страницыUsmkunal kumarОценок пока нет
- Ilovepdf MergedДокумент74 страницыIlovepdf MergedAbdulrahman goudaОценок пока нет
- Ultrasonic Machining ProcessДокумент44 страницыUltrasonic Machining ProcessSaravanan KumarОценок пока нет
- Ultra Sonic MachiningДокумент32 страницыUltra Sonic MachiningAshwin DevОценок пока нет
- Final Report 2Документ16 страницFinal Report 2Ravi PatelОценок пока нет
- Assignment#3 Group #2: Manufacturing Process Ultrasonic MachiningДокумент16 страницAssignment#3 Group #2: Manufacturing Process Ultrasonic MachiningThe Noob100% (1)
- NON Conventional MachiningДокумент26 страницNON Conventional MachiningAdam PathanОценок пока нет
- Ajm UsmДокумент19 страницAjm Usm0iamkaran0Оценок пока нет
- UCMP PPT Updated 30jan20 - 1Документ261 страницаUCMP PPT Updated 30jan20 - 1Mr Yasin Mech StaffОценок пока нет
- Ultrasonic Machinig: Click To Edit Master Title StyleДокумент16 страницUltrasonic Machinig: Click To Edit Master Title Stylebunty231Оценок пока нет
- Ultra Sound MachiningДокумент20 страницUltra Sound MachiningVishalHarchandaniОценок пока нет
- Ultrasonic MachiningДокумент20 страницUltrasonic MachiningKoushik Rao100% (1)
- Unit - IДокумент24 страницыUnit - IRishiJpОценок пока нет
- Chapter - 4 Advance Manufacturing ProcessesДокумент77 страницChapter - 4 Advance Manufacturing ProcessesKarnal 0388Оценок пока нет
- 4D UsmДокумент13 страниц4D UsmHARSHVARDHAN SINGH RATHOREОценок пока нет
- Ultrasonic Machining (USM) : Dr. Harlal Singh MaliДокумент11 страницUltrasonic Machining (USM) : Dr. Harlal Singh MaliPrashant Singh SankhalaОценок пока нет
- Nontraditional Machining Processes: Mr. D. N. PatelДокумент53 страницыNontraditional Machining Processes: Mr. D. N. PatelrrameshsmitОценок пока нет
- Ultrasonic Machining (USM) : Presented To: Prof - DR Nadeem A MuftiДокумент26 страницUltrasonic Machining (USM) : Presented To: Prof - DR Nadeem A MuftiAdeel Shehzad100% (1)
- Ultrasonic MachineДокумент18 страницUltrasonic MachineMark Joseph Canucat LimbagaОценок пока нет
- Ultrasonic WeldingДокумент29 страницUltrasonic WeldingGopal JetaniОценок пока нет
- Ultrasonic Machining (USM)Документ19 страницUltrasonic Machining (USM)RakeshSaini100% (2)
- Unit 1Документ37 страницUnit 1Dare DevilОценок пока нет
- Ultrasonic Machining (Usm)Документ9 страницUltrasonic Machining (Usm)Ankit OlaОценок пока нет
- ADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Документ108 страницADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Ishaan ThakerОценок пока нет
- Ultrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFДокумент6 страницUltrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFMD Al-AminОценок пока нет
- UsmДокумент38 страницUsmJPSAONAОценок пока нет
- USM NotesДокумент11 страницUSM Notes18R21A0310 BIYYALA SHESHAGIRIОценок пока нет
- Module-3: Advanced Material Removal Processes: Lecture No-8 Ultrasonic Machine and Its Process ParametersДокумент4 страницыModule-3: Advanced Material Removal Processes: Lecture No-8 Ultrasonic Machine and Its Process ParametersrakeshchandrooОценок пока нет
- Chapter 07 - Non-Traditional MachiningДокумент34 страницыChapter 07 - Non-Traditional MachiningNurul AsyilahОценок пока нет
- UnconventionalДокумент53 страницыUnconventionalÖnder AyerОценок пока нет
- ADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2 Cont.Документ32 страницыADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2 Cont.Ishaan ThakerОценок пока нет
- AWJM and LBMДокумент20 страницAWJM and LBMVinay KumarОценок пока нет
- Advanced Manufacturing ProcessДокумент2 страницыAdvanced Manufacturing ProcessBiswadeep Roy ChoudhuryОценок пока нет
- Ultrasonic MachiningДокумент20 страницUltrasonic MachiningJulianus RizkoОценок пока нет
- Presentation On UsmДокумент11 страницPresentation On UsmArshad KhanОценок пока нет
- Ultrasonic MachiningДокумент18 страницUltrasonic Machiningharshkmbj5Оценок пока нет
- USM Working PrincipleДокумент3 страницыUSM Working PrincipleAnonymous dL8dsCncОценок пока нет
- Ultasonic Machining ProcessДокумент44 страницыUltasonic Machining ProcessPankajSainiОценок пока нет
- Usm 2Документ5 страницUsm 2Abhishek TuliОценок пока нет
- Dinakaran 2 CMLДокумент86 страницDinakaran 2 CMLShashwarya ShashuОценок пока нет
- Working Principle of Ultrasonic MachiningДокумент7 страницWorking Principle of Ultrasonic MachiningYogesh KandaОценок пока нет
- Unit I: Abrasive GrindingДокумент50 страницUnit I: Abrasive GrindingVaibhav KumarОценок пока нет
- Ultrasonic Machining (Usm) : TitleДокумент12 страницUltrasonic Machining (Usm) : TitleKiran KumarОценок пока нет
- Lecture 7 - Ultrasonic MachiningДокумент20 страницLecture 7 - Ultrasonic MachiningAbdulrahman goudaОценок пока нет
- Mech-Ultrasonic MachiningДокумент20 страницMech-Ultrasonic MachiningSymbol Of LoveОценок пока нет
- Ultrasonic Machining: Principle of USMДокумент5 страницUltrasonic Machining: Principle of USMmahammad kamaluddeenОценок пока нет
- Parameter Affecting Ultrasonic Machining IJERTV8IS110053Документ15 страницParameter Affecting Ultrasonic Machining IJERTV8IS110053Rit GoshОценок пока нет
- Engineering Vibration Analysis with Application to Control SystemsОт EverandEngineering Vibration Analysis with Application to Control SystemsОценок пока нет
- Penthouse Winter 2000Документ2 страницыPenthouse Winter 2000John M. CavoteОценок пока нет
- Century Fuel Products On Material Handling Network MagazineДокумент56 страницCentury Fuel Products On Material Handling Network MagazineSeth priceОценок пока нет
- 21 - Concrete Mix Design and Trial Mixes PDFДокумент45 страниц21 - Concrete Mix Design and Trial Mixes PDFMauridi KaminyuОценок пока нет
- Preface To The Seventh Edition: I I 1960s 1990sДокумент5 страницPreface To The Seventh Edition: I I 1960s 1990snaitikpanchalОценок пока нет
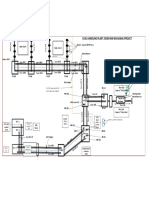
- Coal Handling Plant 2X500 MW Bhusawal Project: Conv 108 B Conv 108 B Conv 108 C Conv 108 BДокумент1 страницаCoal Handling Plant 2X500 MW Bhusawal Project: Conv 108 B Conv 108 B Conv 108 C Conv 108 BCHP 500 MW BTPSОценок пока нет
- Effect of Addition of Multimodal YSZ and PDFДокумент19 страницEffect of Addition of Multimodal YSZ and PDFMahmoud ElemamОценок пока нет
- Chapter 10 - Grain Growth, Sintering and VitrificationДокумент34 страницыChapter 10 - Grain Growth, Sintering and VitrificationYuri Noskenko SchklerenovОценок пока нет
- Microstructure and Mechanical Properties of Selective Laser Melted Inconel 718 Compared To Forging and CastingДокумент4 страницыMicrostructure and Mechanical Properties of Selective Laser Melted Inconel 718 Compared To Forging and CastingRafael CoelhoОценок пока нет
- Brief Overview of Residual Stress in Thin FilmsДокумент24 страницыBrief Overview of Residual Stress in Thin FilmsFelix LuОценок пока нет
- Conveyor Chain ManualДокумент172 страницыConveyor Chain ManualRoni SaputraОценок пока нет
- Base of Generator PDFДокумент1 страницаBase of Generator PDFHayman Ahmed100% (1)
- Brazing & Braze Welding Filler MetalsДокумент2 страницыBrazing & Braze Welding Filler MetalsrmjiranОценок пока нет
- Tesfaalem Kahsay PDFДокумент155 страницTesfaalem Kahsay PDFkibromgidey12Оценок пока нет
- Note CHP 4 Material Science 281 Uitm Em110Документ52 страницыNote CHP 4 Material Science 281 Uitm Em110bino_ryeОценок пока нет
- Tutorial 3Документ3 страницыTutorial 3Sothea ChimОценок пока нет
- Cement & Concrete Composites: Daniel L.Y. Kong, Jay G. SanjayanДокумент6 страницCement & Concrete Composites: Daniel L.Y. Kong, Jay G. SanjayanAndrew PiОценок пока нет
- G+1 Villa For Mr. Abdul Ghaffar Mohd. Al Hashimi Contract B.O.Q. Plot No. 376-970, Al Barsha, Dubai Bill No. 1 - PreliminariesДокумент49 страницG+1 Villa For Mr. Abdul Ghaffar Mohd. Al Hashimi Contract B.O.Q. Plot No. 376-970, Al Barsha, Dubai Bill No. 1 - PreliminariesJai Ganesh SadavanniОценок пока нет
- 2 Characteristic Investigation of 50-50% Vetiver Fiber ReinforcedДокумент10 страниц2 Characteristic Investigation of 50-50% Vetiver Fiber ReinforcedSakthi SomasundaramОценок пока нет
- Man Made Fibres Lecture PlanДокумент4 страницыMan Made Fibres Lecture Planzulqarnain-rana-2024Оценок пока нет
- Warehouse KPI MetricsДокумент41 страницаWarehouse KPI MetricsABU YEROMEОценок пока нет
- Liquid Phase Sintering by R.M. GermanДокумент242 страницыLiquid Phase Sintering by R.M. GermanZahid AnwerОценок пока нет
- 01-MF2004Numbers&TitlesCVRNov2004.PDF - Masterformat Spec Numbers PDFДокумент4 страницы01-MF2004Numbers&TitlesCVRNov2004.PDF - Masterformat Spec Numbers PDFBenjie LatrizОценок пока нет
- D PL 11267 01 01eДокумент29 страницD PL 11267 01 01eSeptian PermadiОценок пока нет
- CC in Rubber AnДокумент6 страницCC in Rubber Ansohail539Оценок пока нет
- (Standar) ACI 314R-11 Guide To Simplified Design For Reinforced Concrete BuildingsДокумент136 страниц(Standar) ACI 314R-11 Guide To Simplified Design For Reinforced Concrete BuildingsFadly86% (7)
- Chapter 9Документ58 страницChapter 9meghan100% (1)
- Mathcad - Pile Cap Design2 PDFДокумент17 страницMathcad - Pile Cap Design2 PDFVictorAndresCamposCamposОценок пока нет
- MS23 123Документ7 страницMS23 123BuiDucVinhОценок пока нет