Вам также может понравиться
- Guia Metodo Simplex (Ugc)Документ59 страницGuia Metodo Simplex (Ugc)Carlos Gomez75% (4)
- Forma de Registro de DefectosДокумент2 страницыForma de Registro de DefectosAlejandroОценок пока нет
- Vivienda Unifamiliar UДокумент8 страницVivienda Unifamiliar Ujabrito40-1Оценок пока нет
- Fundamentos de Higiene y Seguridad IndustrialДокумент11 страницFundamentos de Higiene y Seguridad Industrialjabrito40-1Оценок пока нет
- Ejercicio Diagrama de GanttДокумент10 страницEjercicio Diagrama de Ganttjabrito40-1Оценок пока нет
- DocumentoДокумент4 страницыDocumentojabrito40-1Оценок пока нет
- Evaluación 20% Del 2do CorteДокумент8 страницEvaluación 20% Del 2do Cortejabrito40-1Оценок пока нет
- Planilla de Inscripción Al Servicio ComunitarioДокумент4 страницыPlanilla de Inscripción Al Servicio Comunitariojabrito40-1Оценок пока нет
- Covenin 46:2017Документ13 страницCovenin 46:2017Camila Rodriguez Samillan100% (1)
- Orientaciones para Supervisoras y Supervisores. Periodo Escolar 2018-2019Документ16 страницOrientaciones para Supervisoras y Supervisores. Periodo Escolar 2018-2019luis_penalver100% (17)
- Cuadro Pedagogia Critica Seminario PNFAE Sept 2018Документ9 страницCuadro Pedagogia Critica Seminario PNFAE Sept 2018jabrito40-1Оценок пока нет
- 100Документ1 страница100jabrito40-1Оценок пока нет
- Gestion de ProcesosДокумент43 страницыGestion de Procesosjabrito40-1Оценок пока нет
- Contrato de Residencia CivДокумент7 страницContrato de Residencia Civjabrito40-1Оценок пока нет
- Instrucción N°15 Dia de La Maestra y El Maestro de La PatríaДокумент3 страницыInstrucción N°15 Dia de La Maestra y El Maestro de La Patríajabrito40-1100% (1)
- 100Документ1 страница100jabrito40-1Оценок пока нет
- Trabajo de Diseño Sobre Fallas EstaticasДокумент1 страницаTrabajo de Diseño Sobre Fallas Estaticasjabrito40-1Оценок пока нет
- AMEFДокумент3 страницыAMEFjabrito40-1Оценок пока нет
- Lectura de CaladosДокумент15 страницLectura de CaladosCarlos L. Chávez AcostaОценок пока нет
- Proyecto Final Diseño Mécanico Avanzado Asistido Por ComputadorДокумент13 страницProyecto Final Diseño Mécanico Avanzado Asistido Por Computadorjabrito40-1Оценок пока нет
- Los Mejores Programas de CAD Gratuitos para La Industria NavalДокумент109 страницLos Mejores Programas de CAD Gratuitos para La Industria Navaljabrito40-1Оценок пока нет
- Cinb-Fgen040-Planificación de Auditorías InternasДокумент2 страницыCinb-Fgen040-Planificación de Auditorías Internasjabrito40-1Оценок пока нет
- Procedimiento - AAS Ignacio CaДокумент11 страницProcedimiento - AAS Ignacio Cajabrito40-1Оценок пока нет
- Actividades de Evaluación Diseño y Desarrollo de Productos - ContenidoДокумент7 страницActividades de Evaluación Diseño y Desarrollo de Productos - Contenidojabrito40-1Оценок пока нет
- Quemadores de Gasoil CaserosДокумент2 страницыQuemadores de Gasoil Caserosjabrito40-1Оценок пока нет
- Evaluación de Proyecto Socio FormatoДокумент4 страницыEvaluación de Proyecto Socio Formatojabrito40-1Оценок пока нет
- Trabajo de Diseño Sobre MaterialesДокумент1 страницаTrabajo de Diseño Sobre Materialesjabrito40-1Оценок пока нет
- Estudio de Impacto AmbientalДокумент25 страницEstudio de Impacto Ambientaljabrito40-1Оценок пока нет
- Contrato de Residencia CivДокумент7 страницContrato de Residencia Civjabrito40-1Оценок пока нет
- Movimiento HorizontalДокумент7 страницMovimiento Horizontaljabrito40-1Оценок пока нет
- Quemadores de Gasoil CaserosДокумент2 страницыQuemadores de Gasoil Caserosjabrito40-1Оценок пока нет
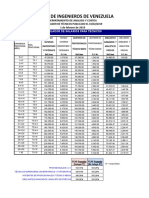
- Tabulador de Salarios para Tecnicos Estimado 2019Документ3 страницыTabulador de Salarios para Tecnicos Estimado 2019ThomasОценок пока нет
- Herramientas de CM y Control de Versiones (Autoguardado)Документ12 страницHerramientas de CM y Control de Versiones (Autoguardado)FernaNdO JaVIeR GuamantikОценок пока нет
- Maquina de Von NewmannДокумент3 страницыMaquina de Von NewmannM.casaОценок пока нет
- Metodos de Prueba Caja NegraДокумент3 страницыMetodos de Prueba Caja NegraVíctor Hugo Rodríguez AlbarránОценок пока нет
- Tutorial Google ChromeДокумент15 страницTutorial Google Chromefabiola lopezОценок пока нет
- Reparacion de Comp Leccion 2-Actividad 4 PDFДокумент4 страницыReparacion de Comp Leccion 2-Actividad 4 PDFFran Javier FariaОценок пока нет
- Post Proceso en Gnss SolutionsДокумент19 страницPost Proceso en Gnss SolutionsEdgar GarciaОценок пока нет
- Ejemplo - 02 - Procedimiento de Control de CambiosДокумент12 страницEjemplo - 02 - Procedimiento de Control de CambiosivohrvОценок пока нет
- Manual de Lookout A DistanciaДокумент10 страницManual de Lookout A DistanciaFranklinОценок пока нет
- Voladura Hágalo Bien de Entrada Con Minesight BlastДокумент2 страницыVoladura Hágalo Bien de Entrada Con Minesight BlastCarlos Alberto Yarlequé YarlequéОценок пока нет
- Funciones de Busqueda, Filtro, Ordenacion, ImpresionДокумент3 страницыFunciones de Busqueda, Filtro, Ordenacion, ImpresionValhia Loarte SanaОценок пока нет
- IP ScannerДокумент5 страницIP ScannerJesus Castro GonzalezОценок пока нет
- Microcomputadoras - AYALAДокумент3 страницыMicrocomputadoras - AYALAJosé MoraОценок пока нет
- 8255 PDFДокумент17 страниц8255 PDFAliangie Valeria ZambranoОценок пока нет
- SDK AdminpaqДокумент188 страницSDK AdminpaqOLMOSCAR24Оценок пока нет
- Configuracion Basica Modem Zhone 6212Документ4 страницыConfiguracion Basica Modem Zhone 62121martinezОценок пока нет
- Ejercicios Desarrollados de La Base de DatosДокумент6 страницEjercicios Desarrollados de La Base de DatosNitzia OrtizОценок пока нет
- Curso de Programacion de VirusДокумент109 страницCurso de Programacion de VirusDario Quispe PerezОценок пока нет
- HEAPSSORTДокумент6 страницHEAPSSORTBengi CastroОценок пока нет
- 2.8comando General de Alta y Baja de UnДокумент12 страниц2.8comando General de Alta y Baja de Unjames hardenОценок пока нет
- ContadorДокумент6 страницContadorJM LugercocasОценок пока нет
- Arquitectura FluxДокумент265 страницArquitectura FluxrafaОценок пока нет
- Delegados y WinForm - 2012Документ5 страницDelegados y WinForm - 2012lolito9410Оценок пока нет
- Proxy CacheДокумент6 страницProxy CacheEisyc UnachОценок пока нет
- Actividad #32Документ5 страницActividad #32Latoya GrossОценок пока нет
- Tipos de Computadora RESUMEN E IMAGENДокумент4 страницыTipos de Computadora RESUMEN E IMAGENUsac PatululОценок пока нет
- 1-Elementos Básicos Del LenguajesДокумент26 страниц1-Elementos Básicos Del Lenguajesg_torrealbaОценок пока нет
- Mapa Mental TICДокумент1 страницаMapa Mental TICCruz Alejandro MejiaОценок пока нет
- Guia Grado - 10 - Periodo2 PDFДокумент5 страницGuia Grado - 10 - Periodo2 PDFDaniela PradaОценок пока нет