Вам также может понравиться
- E 11018 MДокумент1 страницаE 11018 MMelvin Ramirez100% (1)
- Tipos de ElectrodosДокумент37 страницTipos de Electrodososwaldo sanchez100% (1)
- Electrodos CelulósicosДокумент2 страницыElectrodos CelulósicosRalphAramburu67% (3)
- Electrodos 6011Документ4 страницыElectrodos 6011Alex Chancúsig100% (1)
- Soldadura 1-2020Документ62 страницыSoldadura 1-2020Jorge Pinto RochaОценок пока нет
- Informe de Uniones AtornilladasДокумент9 страницInforme de Uniones AtornilladasCarlos Gabriel Osorio CastilloОценок пока нет
- Materiales y Productos para La MatriceriaДокумент4 страницыMateriales y Productos para La MatriceriaGonzalo Paz50% (2)
- Soldadura Por Arco Sumergido Saw PresentacionДокумент45 страницSoldadura Por Arco Sumergido Saw PresentacionHectorLópezОценок пока нет
- Electrodo Con Revestimiento RutilicoДокумент6 страницElectrodo Con Revestimiento RutilicoDarnely RivasОценок пока нет
- Proceso de Soldadura de Hierro Colado o FundidoДокумент18 страницProceso de Soldadura de Hierro Colado o FundidoCarlos Guillermo Ordóñez Mayorga100% (1)
- Angulo de Inclinacion Del ElectrodoДокумент10 страницAngulo de Inclinacion Del ElectrodoAlex Leo100% (1)
- Proceso SMAWДокумент12 страницProceso SMAWdennys316100% (1)
- Electrodos de Acero Inoxidable y Electrodos para Soldar AluminioДокумент4 страницыElectrodos de Acero Inoxidable y Electrodos para Soldar AluminioRamiro VallejosОценок пока нет
- Aceros de Bajo Carbono-Sae 1005 A 1020Документ4 страницыAceros de Bajo Carbono-Sae 1005 A 1020Oscar Osvaldo Saavedra MaldonadoОценок пока нет
- Coloresde AcerosДокумент2 страницыColoresde AcerosGrover Gil Maydana100% (1)
- Defectos 2Документ34 страницыDefectos 2francescoОценок пока нет
- Proceso SAW PDFДокумент96 страницProceso SAW PDFAbel Valderrama PerezОценок пока нет
- Angulos para SoldarДокумент87 страницAngulos para SoldarAlex Mendoza Miranda75% (4)
- Como Selecionar El Horno AdecuadoДокумент48 страницComo Selecionar El Horno AdecuadoSalvador Tovar FranciscoОценок пока нет
- Torsion y Flexion en Uniones Soldadas PDFДокумент22 страницыTorsion y Flexion en Uniones Soldadas PDFAlex JimenezОценок пока нет
- Ficha Tecnica Soldadura E6011 E7018Документ2 страницыFicha Tecnica Soldadura E6011 E7018Yon Lopez Gonzales50% (2)
- Proceso Soldadura GMAWДокумент33 страницыProceso Soldadura GMAWMario Solis100% (3)
- Informe 3 JUNTAS 3GДокумент6 страницInforme 3 JUNTAS 3GKevin CastilloОценок пока нет
- Informe 2 Electrotecnia IndustriaДокумент7 страницInforme 2 Electrotecnia IndustriaDiegoReynosoОценок пока нет
- Tipos y Usos de Aceros Normas SAE (IRAM-IAS)Документ2 страницыTipos y Usos de Aceros Normas SAE (IRAM-IAS)tinchoo rp100% (2)
- Soldadura Mig MagДокумент12 страницSoldadura Mig MagAndres Martinez MezaОценок пока нет
- 3G - Proceso Operacional para Unir Piezas Alineadas A TopeДокумент13 страниц3G - Proceso Operacional para Unir Piezas Alineadas A Tope16476148Оценок пока нет
- Cuadro Comparativo Empresas - Ayala Martinez Carlos EnriqueДокумент4 страницыCuadro Comparativo Empresas - Ayala Martinez Carlos EnriqueCarlos Enrique Ayala MartinezОценок пока нет
- Informe 2 Pràctica de Oxiacetileno (OAW)Документ9 страницInforme 2 Pràctica de Oxiacetileno (OAW)Catalina Madriz MasísОценок пока нет
- Trabajo Final SoldaduraДокумент64 страницыTrabajo Final SoldaduraZiniaVelázquezTorresОценок пока нет
- Aceros Al Carbono Grupo 1Документ42 страницыAceros Al Carbono Grupo 1Jorge Rivero Ríos100% (1)
- Ensayo Soldadura GTAW 2Документ12 страницEnsayo Soldadura GTAW 2Alex GonzálezОценок пока нет
- Camisas de MotoresДокумент2 страницыCamisas de MotoresDanielОценок пока нет
- Acero Assab df2Документ1 страницаAcero Assab df2Juan Diego BravoОценок пока нет
- CIZALLADOДокумент11 страницCIZALLADOAbbi AdeleéОценок пока нет
- Soldadura de RanuraДокумент5 страницSoldadura de RanuraJoseph H. Werle Ccoicca75% (4)
- Aceros FortunaДокумент3 страницыAceros Fortunaallan118Оценок пока нет
- FLEXION ALUMINIO AДокумент5 страницFLEXION ALUMINIO AMiguelAngelMartinez0% (1)
- Procesos de Soldadura PAW-RSW-SAWДокумент27 страницProcesos de Soldadura PAW-RSW-SAWjhon machucaОценок пока нет
- Acero DulceДокумент7 страницAcero Dulcetadugx123Оценок пока нет
- Fundicion GrisДокумент29 страницFundicion GrisJuan Haro Narvaez80% (5)
- 2BNResistenciadeMateriales ECДокумент56 страниц2BNResistenciadeMateriales ECFreddy ParraОценок пока нет
- Especificaciones de La AWS para Electrodos RevestidosДокумент3 страницыEspecificaciones de La AWS para Electrodos RevestidosDanny AponteОценок пока нет
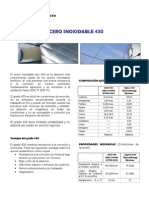
- Acero AISI 430Документ4 страницыAcero AISI 430MADNESSBlackSoulОценок пока нет
- Mig MagДокумент9 страницMig MagPablo SolizОценок пока нет
- Tipos de ElectrodosДокумент3 страницыTipos de ElectrodosJuanitoОценок пока нет
- Informe 3 SoldaduraДокумент10 страницInforme 3 SoldaduraGabriela EstradaОценок пока нет
- Clasificación e Identificación de Los Electrodos PDFДокумент6 страницClasificación e Identificación de Los Electrodos PDFMary MVОценок пока нет
- Clasificación de Los Electrodos Según Su RevestimientoДокумент1 страницаClasificación de Los Electrodos Según Su RevestimientoSalvador González Sánchez50% (4)
- Primera Clase de Sap2000Документ43 страницыPrimera Clase de Sap2000YGWHОценок пока нет
- Acero Estructural Astm Grados y Composicion QuimicaДокумент4 страницыAcero Estructural Astm Grados y Composicion QuimicaVerito100% (2)
- Quemadoe Grupo 2Документ8 страницQuemadoe Grupo 2dair rodriguezОценок пока нет
- FCAW-G y FCAW-S ConsultaДокумент3 страницыFCAW-G y FCAW-S ConsultaPaul RochaОценок пока нет
- Gases Utilizados en Corte PlasmaДокумент7 страницGases Utilizados en Corte PlasmaJhonatan Paolo Sosa PauliniОценок пока нет
- Dispositivos de Protección ContrasobrecorrienteДокумент21 страницаDispositivos de Protección ContrasobrecorrienteProyecto MundoОценок пока нет
- Informe N°2 Posiciones de SoldaduraДокумент27 страницInforme N°2 Posiciones de SoldaduraChristhyan VillaОценок пока нет
- Informe Soldadura PDFДокумент14 страницInforme Soldadura PDFCrystal Scott71% (7)
- Tipos de ElectrodosДокумент36 страницTipos de ElectrodosAular Devia Daniel AlejandroОценок пока нет
- Con Ayuda Del Catálogo de Aga Realizar Un Resumen Con Las Principales CaracДокумент15 страницCon Ayuda Del Catálogo de Aga Realizar Un Resumen Con Las Principales CaracRaúl LomasОценок пока нет
- Informe #9. Usos y Caractersticas de Los Electrodos MetalicosДокумент19 страницInforme #9. Usos y Caractersticas de Los Electrodos MetalicosLuisCarlosCante50% (2)
- CASO MEJÍA IDROVO VS. ECUADOR (Conveción Interamericana de Derecho Humanos)Документ47 страницCASO MEJÍA IDROVO VS. ECUADOR (Conveción Interamericana de Derecho Humanos)Alfredo José ScОценок пока нет
- Baby GratisДокумент6 страницBaby GratisAdy MoralesОценок пока нет
- EKAHAU - Starting Guide - Ed02Документ22 страницыEKAHAU - Starting Guide - Ed02ferneyОценок пока нет
- Trabajo Práctico 2Документ6 страницTrabajo Práctico 2Sofia PisanoОценок пока нет
- Resumen Analisis Sensorial - DiazДокумент2 страницыResumen Analisis Sensorial - DiazAbigail Diaz RaymundoОценок пока нет
- ArtesaníaДокумент9 страницArtesaníaPrueba Prueba 2Оценок пока нет
- Procesos Principales de Una OrganizaciónДокумент48 страницProcesos Principales de Una Organizaciónedward paezОценок пока нет
- Taller 5. El Oxigeno en La Tierra - 2021Документ2 страницыTaller 5. El Oxigeno en La Tierra - 2021gladysgbОценок пока нет
- Configuración de Routers ClaroДокумент2 страницыConfiguración de Routers ClaroAldo Ariel Holmans Darce100% (1)
- Tarea para Hacer TareasДокумент6 страницTarea para Hacer TareasPilar Etxebarria80% (5)
- Caso Práctico Medios de PagoДокумент2 страницыCaso Práctico Medios de PagoYeyling Montoya MОценок пока нет
- Examen Diagnostico 2grado 2023 2024Документ10 страницExamen Diagnostico 2grado 2023 2024MX TEAMОценок пока нет
- Cadena de SuministroДокумент21 страницаCadena de SuministroVerónica EspinozaОценок пока нет
- S.A. Cuidados de Los SentidosДокумент5 страницS.A. Cuidados de Los SentidosDaniela Burgos nazarioОценок пока нет
- Ejemplo de Aplicación Del Teorema Del Límite Central PDFДокумент1 страницаEjemplo de Aplicación Del Teorema Del Límite Central PDFjwebОценок пока нет
- Franco CiprianiДокумент1 страницаFranco CiprianiAlonso LópezОценок пока нет
- Vectores en R3-2Документ1 страницаVectores en R3-2yonatan flores cayllahuaОценок пока нет
- Copia de Precios Herramientas HHДокумент64 страницыCopia de Precios Herramientas HHrodolfoordiguez_70Оценок пока нет
- Diagrama de Cortante y Momento Por El Metodo de EcuacionesДокумент5 страницDiagrama de Cortante y Momento Por El Metodo de Ecuacionesadalid2284% (19)
- Las Revoluciones Como Cambios de La Visión Del MundoДокумент20 страницLas Revoluciones Como Cambios de La Visión Del MundoEugenia FloresОценок пока нет
- Estandar de Perforación y Voladura 1Документ10 страницEstandar de Perforación y Voladura 1Freiser Ramos miñanoОценок пока нет
- Carta-Acuerdos-Trabajo SocialДокумент1 страницаCarta-Acuerdos-Trabajo Sociall_tishalОценок пока нет
- Disponibilidad de Opioides en Tu País y Tu LocalidadДокумент5 страницDisponibilidad de Opioides en Tu País y Tu LocalidadmireyaОценок пока нет
- VAG 1397 A GuionДокумент2 страницыVAG 1397 A GuionZelva ChileОценок пока нет
- Problema 6.38Документ9 страницProblema 6.38Luis QuinterosОценок пока нет
- Revision de RedesДокумент29 страницRevision de RedesRoberto Daniel Rivera Castro100% (1)
- FPP01 Matriz Correlación ExtendidaДокумент4 страницыFPP01 Matriz Correlación ExtendidaAnalisis de Muestras QuímicasОценок пока нет
- Modulo 1 - Costos - Parte 2Документ18 страницModulo 1 - Costos - Parte 2Lindsay Bruno SolizОценок пока нет
- Experiencia 4 DPCC 4toДокумент8 страницExperiencia 4 DPCC 4tocr7 sanchezОценок пока нет