Вам также может понравиться
- BS en ISO 5817 2014 Welding. Fusion-Welded Joints (Beam Welding Excluded) - Quality Levels For Imperfections Ref OnlyДокумент20 страницBS en ISO 5817 2014 Welding. Fusion-Welded Joints (Beam Welding Excluded) - Quality Levels For Imperfections Ref Onlyshaggeruk86% (7)
- Weld Acceptance CriteriaДокумент14 страницWeld Acceptance Criteria0502raviОценок пока нет
- Quality Level BДокумент17 страницQuality Level BUgonnaОценок пока нет
- Weld Imperfection Examination StandardДокумент4 страницыWeld Imperfection Examination StandardMohd Akmal ShafieОценок пока нет
- CSWIP 3.1 Study Book 2013 Rev 2 EditionДокумент601 страницаCSWIP 3.1 Study Book 2013 Rev 2 EditionAndrés Maigua100% (1)
- ISO 5817 Weld Defects AnalysisДокумент82 страницыISO 5817 Weld Defects Analysisaravindan50% (2)
- Iso 5817 Level PDFДокумент19 страницIso 5817 Level PDFbeto206123Оценок пока нет
- Weld RadiographsДокумент18 страницWeld Radiographsadeoye_okunoyeОценок пока нет
- EN15085 IntroductionДокумент89 страницEN15085 IntroductionSubramanian R33% (3)
- EN ISO 9606-1 (2013) (E) CodifiedДокумент0 страницEN ISO 9606-1 (2013) (E) Codifiedvimal_mech1230% (1)
- V.W.I - 3.0 Theory & PracticalДокумент131 страницаV.W.I - 3.0 Theory & Practicalrajesh100% (3)
- Weld DefectsДокумент45 страницWeld DefectsEhigiator Joseph100% (5)
- En 15085 - 1 & 2Документ34 страницыEn 15085 - 1 & 20502ravi100% (4)
- Practical UTДокумент179 страницPractical UTphutd0983% (6)
- Changes in ISO 5817Документ15 страницChanges in ISO 5817Binoj Nair75% (4)
- IQIДокумент9 страницIQIalouisОценок пока нет
- Welders Certification Designation Acc. To EN ISO 9606-1Документ1 страницаWelders Certification Designation Acc. To EN ISO 9606-1vonipko100% (9)
- Bsen25817 PDFДокумент18 страницBsen25817 PDFdzat_sudrazat0% (1)
- 135 Vs 136 Vs 138 Welding ProcessДокумент2 страницы135 Vs 136 Vs 138 Welding ProcessGeorge VasileОценок пока нет
- Iws Fabrication Application PDFДокумент245 страницIws Fabrication Application PDFScott Trainor100% (1)
- BS en Iso 15614-12-2014 PDFДокумент20 страницBS en Iso 15614-12-2014 PDFjohn100% (3)
- Welding Defect TWI CSWIPДокумент54 страницыWelding Defect TWI CSWIPMahdi Daly100% (4)
- VT ProcedureДокумент6 страницVT ProcedurePand AemonaEonОценок пока нет
- Limits For Imperfections ISO 5817Документ2 страницыLimits For Imperfections ISO 5817tudorteuОценок пока нет
- IIW Diploma - WPE1 Course NotesДокумент300 страницIIW Diploma - WPE1 Course NotesBilly Tan100% (12)
- TWI Welding TrainingДокумент31 страницаTWI Welding TrainingNavneet Singh67% (3)
- En 15085 ClassДокумент63 страницыEn 15085 Class0502ravi100% (3)
- VT Procedure: 1 - PurposeДокумент4 страницыVT Procedure: 1 - PurposeElvin Menlibai100% (1)
- En 10163-1Документ9 страницEn 10163-1Gheorghe Calota100% (1)
- GSI SLV Duisburg - International Welding Engineer-2015Документ2 485 страницGSI SLV Duisburg - International Welding Engineer-2015yutwelding83% (12)
- Iso 10721 2 en PDFДокумент11 страницIso 10721 2 en PDFSHYAM SINGH50% (2)
- API 1104 Defects Acceptance Criteria FinalДокумент4 страницыAPI 1104 Defects Acceptance Criteria FinalHendry AriosОценок пока нет
- Acceptance Criteria Asme B31 3Документ1 страницаAcceptance Criteria Asme B31 3Hadi Allouche100% (9)
- CSWIP 3.1 - Welding Inspector WIS5 (2017)Документ699 страницCSWIP 3.1 - Welding Inspector WIS5 (2017)reezman96% (69)
- RTFI-weld-defect-repairs-twiДокумент61 страницаRTFI-weld-defect-repairs-twismsunil12345Оценок пока нет
- Welding - Inspection (TWI BOOK)Документ134 страницыWelding - Inspection (TWI BOOK)Iyappan BaluОценок пока нет
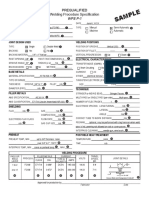
- WPS As Per ISO 15609 Ref.Документ3 страницыWPS As Per ISO 15609 Ref.AnilОценок пока нет
- BS 5996-1993 Ut PDFДокумент15 страницBS 5996-1993 Ut PDFmithileshОценок пока нет
- ISO 6520 Defects Overview PDFДокумент27 страницISO 6520 Defects Overview PDFalinor_tn100% (4)
- BS EN ISO 5817 2014 Welding. Fusion-Welded Joints (Beam Welding Excluded) - Quality Levels For ImperfectionsДокумент18 страницBS EN ISO 5817 2014 Welding. Fusion-Welded Joints (Beam Welding Excluded) - Quality Levels For ImperfectionsIan WОценок пока нет
- Acceptance Criteria Level B-B+Документ2 страницыAcceptance Criteria Level B-B+Alin TomozeiОценок пока нет
- En 1090 2 Ex3 PDFДокумент1 страницаEn 1090 2 Ex3 PDFlai nguyenОценок пока нет
- Iso 10042Документ5 страницIso 10042Nur Diana100% (3)
- GB T 2694 2003 English VersionДокумент19 страницGB T 2694 2003 English Versionsaliyarumesh2292Оценок пока нет
- Quality Level CДокумент17 страницQuality Level CUgonnaОценок пока нет
- PIPING VIBRATION ASSESSMENT-Level1 by Naren SukaihДокумент3 страницыPIPING VIBRATION ASSESSMENT-Level1 by Naren SukaihNaren SukaihОценок пока нет
- En 12517-1 2006 Acceptance Criteria PDFДокумент4 страницыEn 12517-1 2006 Acceptance Criteria PDFPham Thanh PhongОценок пока нет
- A500 Spec SheetДокумент2 страницыA500 Spec SheetMikku KattaОценок пока нет
- A500 Spec PDFДокумент2 страницыA500 Spec PDFUgur SenОценок пока нет
- Welder's Name Welding Process Welders Identification PositionДокумент2 страницыWelder's Name Welding Process Welders Identification PositionJohan van NimwegenОценок пока нет
- Visual Inspection Acceptance CriteriaДокумент2 страницыVisual Inspection Acceptance CriteriaJohn TerryОценок пока нет
- LPCB Fire Resistant CableДокумент2 страницыLPCB Fire Resistant CableArjunОценок пока нет
- Om4 MM 24 Fiber MTP Female To MTP Female 1m Fiber Optic Patch Cable Data Sheet 242017Документ3 страницыOm4 MM 24 Fiber MTP Female To MTP Female 1m Fiber Optic Patch Cable Data Sheet 242017GLsun MallОценок пока нет
- FYTEC - Fast Connector OPT-FT0Документ3 страницыFYTEC - Fast Connector OPT-FT0diegopatriciomedinaОценок пока нет
- Rod Buffer Seals: Technical DetailsДокумент2 страницыRod Buffer Seals: Technical DetailsRPINILLA (EICO S.A.)Оценок пока нет
- Om4 MM 12 Fiber MTP Female To MTP Female Type B 2m Fiber Patch Cord Data Sheet 242001Документ3 страницыOm4 MM 12 Fiber MTP Female To MTP Female Type B 2m Fiber Patch Cord Data Sheet 242001GLsun MallОценок пока нет
- Specification Requirement For CRA & CRA Clad PipelineДокумент2 страницыSpecification Requirement For CRA & CRA Clad PipelineSơn Nguyễn Thái100% (1)
- Siare Technologies - Test ReportДокумент1 страницаSiare Technologies - Test ReportnikhilbhorОценок пока нет
- 7.5mlДокумент1 страница7.5mlMd.Tarikul Islam FarhadОценок пока нет
- CBH-21-007 Stud Bolt M6 X 1000 ZC3 8.8Документ1 страницаCBH-21-007 Stud Bolt M6 X 1000 ZC3 8.8qualityОценок пока нет
- Operating Instructions For Eclipse Refractometer - 2013 - English PDFДокумент8 страницOperating Instructions For Eclipse Refractometer - 2013 - English PDFaravindanОценок пока нет
- Rp20lt Pds July17Документ2 страницыRp20lt Pds July17aravindanОценок пока нет
- Operating Instructions - Ketos Test Ring - Oct14Документ2 страницыOperating Instructions - Ketos Test Ring - Oct14aravindanОценок пока нет
- Operating Instructions For Eclipse Refractometer - 2013 - EnglishДокумент16 страницOperating Instructions For Eclipse Refractometer - 2013 - Englisharavindan100% (1)
- ZP 14a Pds July17Документ3 страницыZP 14a Pds July17aravindanОценок пока нет
- Yuasa NP12-6 Technical Data Sheet PDFДокумент1 страницаYuasa NP12-6 Technical Data Sheet PDFaravindanОценок пока нет
- Test Pieces LPI PDS Jun18Документ9 страницTest Pieces LPI PDS Jun18aravindanОценок пока нет
- QB1 Quick Break Tester - Operating Manual - Jun18Документ3 страницыQB1 Quick Break Tester - Operating Manual - Jun18aravindanОценок пока нет
- Solvent-Based Developer: Product Data SheetДокумент3 страницыSolvent-Based Developer: Product Data SheetaravindanОценок пока нет
- 1 Grey, 8A Red: Visible Dry-Method Magnetic ParticlesДокумент2 страницы1 Grey, 8A Red: Visible Dry-Method Magnetic ParticlesaravindanОценок пока нет
- Flat Magnetic Coil Product Data Sheet EnglishДокумент5 страницFlat Magnetic Coil Product Data Sheet EnglisharavindanОценок пока нет
- Stepdown Transformerl PDS Aug17Документ1 страницаStepdown Transformerl PDS Aug17aravindanОценок пока нет
- QB1 Quick Break Tester - Operating Manual - Jun18Документ4 страницыQB1 Quick Break Tester - Operating Manual - Jun18aravindanОценок пока нет
- QB1 Quick Break Tester - Operating Manual - Jun18Документ4 страницыQB1 Quick Break Tester - Operating Manual - Jun18aravindanОценок пока нет
- L10 Electromagnetic Coil: Use To Detect Transverse CracksДокумент1 страницаL10 Electromagnetic Coil: Use To Detect Transverse CracksaravindanОценок пока нет
- 14HF, 410HF: Oil-Based Fluorescent Magnetic InksДокумент3 страницы14HF, 410HF: Oil-Based Fluorescent Magnetic InksaravindanОценок пока нет
- PT CW 3Документ6 страницPT CW 3jasminneeОценок пока нет
- ETT Series - Operating Manual - Jun18Документ10 страницETT Series - Operating Manual - Jun18aravindanОценок пока нет
- Current Flow Test Pieces PDS Aug17Документ1 страницаCurrent Flow Test Pieces PDS Aug17aravindanОценок пока нет
- Magnetic Particle Inspection NDT Sample Test Report FormatДокумент4 страницыMagnetic Particle Inspection NDT Sample Test Report FormataravindanОценок пока нет
- Magnaflux EMEAR - Ozone-Depleting Chemicals - May 16Документ1 страницаMagnaflux EMEAR - Ozone-Depleting Chemicals - May 16aravindanОценок пока нет
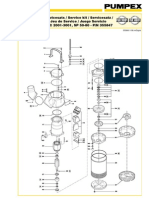
- Service Kit Pumpex PC2001Документ8 страницService Kit Pumpex PC2001Siding BarroОценок пока нет
- III Sem Me6302 TMДокумент13 страницIII Sem Me6302 TMKalkidan DanielОценок пока нет
- O-Ring SealДокумент7 страницO-Ring SealBatuhan TombakОценок пока нет
- GEDIK ProductsДокумент514 страницGEDIK ProductsMuhammad Hayat AfridiОценок пока нет
- Technology of Machine Tools: Mounting, Removing, and Aligning Lathe CentersДокумент14 страницTechnology of Machine Tools: Mounting, Removing, and Aligning Lathe CentersNandhuОценок пока нет
- Non Destructive Examination Request (NDER) : Doc. No Rev. No Date NotesДокумент2 страницыNon Destructive Examination Request (NDER) : Doc. No Rev. No Date Noteskeymal9195Оценок пока нет
- Unit 4 Fundamentals of WeldingДокумент102 страницыUnit 4 Fundamentals of WeldingSagar DhageОценок пока нет
- 12Документ110 страниц12SarjitoОценок пока нет
- CastingДокумент4 страницыCastingTasnim ArifОценок пока нет
- Paynter Chart With CCARДокумент11 страницPaynter Chart With CCARKhushboo RajОценок пока нет
- Elring - MB Om 501Документ4 страницыElring - MB Om 501SlVОценок пока нет
- Astm A802Документ3 страницыAstm A802Srinivasan KrishnamoorthyОценок пока нет
- Common G Codes and M Codes For CNC Machine ControlsДокумент2 страницыCommon G Codes and M Codes For CNC Machine ControlsIrudhayarajAnthonySamy100% (1)
- Welding Code Exam Version D1.1Документ13 страницWelding Code Exam Version D1.1Liyakathalikhan Shahjahan100% (4)
- Veeyes Foundry Private Limited: COIMBATORE - 641 107Документ1 страницаVeeyes Foundry Private Limited: COIMBATORE - 641 107mangalraj900Оценок пока нет
- Welding Defects: Kama L Kama LДокумент33 страницыWelding Defects: Kama L Kama LjesycubanОценок пока нет
- Report CNC Turning LengkapДокумент19 страницReport CNC Turning LengkapFirdaus Shah25% (4)
- MFT IДокумент26 страницMFT IThulasi RamОценок пока нет
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringДокумент69 страницMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaОценок пока нет
- Aws A2.4-98 SimbolosДокумент118 страницAws A2.4-98 SimbolosAlfredo LogaОценок пока нет
- Classification and Designation of Welding Filler MaterialsДокумент4 страницыClassification and Designation of Welding Filler MaterialsEka Putri MayaSariОценок пока нет
- Uniones Soldadas PDFДокумент129 страницUniones Soldadas PDFTaylor Andres AmayaОценок пока нет
- Manual Metal Arc Welding (MMAW)Документ20 страницManual Metal Arc Welding (MMAW)Akmal Bin Saipul AnuarОценок пока нет
- Sample: Exhibit 1 Exhibit 1Документ1 страницаSample: Exhibit 1 Exhibit 1jessy eghОценок пока нет
- Din 965Документ10 страницDin 965PacoОценок пока нет
- MachiningДокумент12 страницMachiningwardendavid5591100% (1)
- Fasteners Volume & Price DetailsДокумент8 страницFasteners Volume & Price DetailsmshОценок пока нет
- Work Holding Devices inДокумент16 страницWork Holding Devices inKirubha VenkateshОценок пока нет
- Aws - 5.1 - 5.28Документ4 страницыAws - 5.1 - 5.28kurniawan100% (1)
- Description and Taxonomy of The Manufacturing Processes PDFДокумент5 страницDescription and Taxonomy of The Manufacturing Processes PDFBhupesh GuptaОценок пока нет