Вам также может понравиться
- Peças originais para eletrodomésticosДокумент59 страницPeças originais para eletrodomésticosPaulo Lamas100% (1)
- Manual de operação e manutenção de talha DemagДокумент60 страницManual de operação e manutenção de talha DemagCaio Marinho100% (1)
- Manual Da Talha Elétrica Demag 8 Toneladas - Galpão UsinagemДокумент35 страницManual Da Talha Elétrica Demag 8 Toneladas - Galpão Usinagemmaurodias185% (47)
- Livro Completo de GuitarraДокумент150 страницLivro Completo de GuitarraSoluções Multimídia100% (2)
- Peças sobressalentes para talha elétrica Demag DKUN 10Документ21 страницаPeças sobressalentes para talha elétrica Demag DKUN 10Marco Silva100% (1)
- Manual de Instruções 99310 CEM02P - 3 GHДокумент98 страницManual de Instruções 99310 CEM02P - 3 GHMarco Silva100% (3)
- Lista de Trigonometria - Arcos e Ângulos - GABARITOДокумент8 страницLista de Trigonometria - Arcos e Ângulos - GABARITOThalyta ChavesОценок пока нет
- Tecnologia de produtos cárneos: processamento e conservaçãoДокумент99 страницTecnologia de produtos cárneos: processamento e conservaçãoJanaina Sousa100% (2)
- Exercicios de FunçõesДокумент30 страницExercicios de FunçõesLeonardo CostaОценок пока нет
- Programação Computacional na Metodologia BIMДокумент75 страницProgramação Computacional na Metodologia BIMLuizОценок пока нет
- Demag DC-Pro chain hoist: A new industrial lifting standardДокумент40 страницDemag DC-Pro chain hoist: A new industrial lifting standardMarco SilvaОценок пока нет
- Matemática - Trigonometria, Geometria, Sucessões e FunçõesДокумент4 страницыMatemática - Trigonometria, Geometria, Sucessões e FunçõesLara SantosОценок пока нет
- LIMA, L. Estatística Aplicada. PECEGEДокумент81 страницаLIMA, L. Estatística Aplicada. PECEGEthiduarte14Оценок пока нет
- Berg Steel 2 TonleadasДокумент33 страницыBerg Steel 2 TonleadasBugMyNutsОценок пока нет
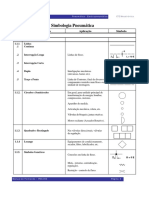
- PneumáticaДокумент18 страницPneumáticaAnonymous e7tfdDyT8Оценок пока нет
- PPQ Cap4 Atualizado 2Документ43 страницыPPQ Cap4 Atualizado 2André CasimiroОценок пока нет
- List o de Remanejados Ete Integrado 2022 1 Esc P BlicaДокумент96 страницList o de Remanejados Ete Integrado 2022 1 Esc P BlicaSamhain DiasОценок пока нет
- Avaliação de Pesquisa 01 - Princípios de Eletrônica AnalógicaДокумент3 страницыAvaliação de Pesquisa 01 - Princípios de Eletrônica AnalógicaDouglas MoreiraОценок пока нет
- Estruturas Algébricas - Aula 3 - Relações e Aplicações IIДокумент18 страницEstruturas Algébricas - Aula 3 - Relações e Aplicações IICarlos Emilio Saraiva SaraivaОценок пока нет
- Regras de acentuação gráficaДокумент3 страницыRegras de acentuação gráficaStephanie CardosoОценок пока нет
- Translocação e inserção de proteínas no REДокумент7 страницTranslocação e inserção de proteínas no REJoséОценок пока нет
- Produção de Mudas de ParicáДокумент13 страницProdução de Mudas de ParicáFernanda SoaresОценок пока нет
- MANUAL PA CARREGADEIRA JBCДокумент6 страницMANUAL PA CARREGADEIRA JBCemerson da silva santosОценок пока нет
- Desenhos Tradicionais Na Areia em Angola e Seus Possíveis Usos Na AulaДокумент18 страницDesenhos Tradicionais Na Areia em Angola e Seus Possíveis Usos Na AulaAlan ManoelОценок пока нет
- Introdução à Economia: Exercícios de Demanda, Oferta e EquilíbrioДокумент3 страницыIntrodução à Economia: Exercícios de Demanda, Oferta e EquilíbrioGuilherme Santos0% (1)
- MaçaroqueiraДокумент20 страницMaçaroqueiraSamantha AndradeОценок пока нет
- Lista de Exercícios de Probabilidade PDFДокумент12 страницLista de Exercícios de Probabilidade PDFRandy Ambrósio QjОценок пока нет
- Formulário de anotações para prova de Concreto Armado IДокумент12 страницFormulário de anotações para prova de Concreto Armado IGustavo CampestriniОценок пока нет
- Análise da qualidade do ar em centro cirúrgico hospitalarДокумент10 страницAnálise da qualidade do ar em centro cirúrgico hospitalarfrancinellimfОценок пока нет
- Resumo Dos Resultados Da Argamassa Thermo XДокумент6 страницResumo Dos Resultados Da Argamassa Thermo XRaul BrandãoОценок пока нет
- Aeronave - BRATI01Документ352 страницыAeronave - BRATI01rafaelldalpraОценок пока нет
- Manual Do DocenteДокумент171 страницаManual Do Docentezelito atumane saideОценок пока нет
- Propriedades dos radicais e equações de 2o grauДокумент5 страницPropriedades dos radicais e equações de 2o grauDeyze OliveiraОценок пока нет
- Medidas de Tendência CentralДокумент49 страницMedidas de Tendência CentralGustavo HenriqueОценок пока нет
- Instalação mecânica e elétrica do controlador P501Документ2 страницыInstalação mecânica e elétrica do controlador P501christian.kojiОценок пока нет
- Vaga Assistente Administrativo Santa Maria RSДокумент3 страницыVaga Assistente Administrativo Santa Maria RSleonardomoodleОценок пока нет
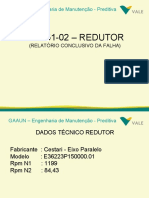
- Relatório conclusivo de falha em redutor com vibração excessivaДокумент20 страницRelatório conclusivo de falha em redutor com vibração excessivaFelipe PimentaОценок пока нет