Вам также может понравиться
- Diagrama de Procesos de Planta CriogenicaДокумент1 страницаDiagrama de Procesos de Planta CriogenicaRobertoОценок пока нет
- Manual Service Heladera LG gt46 PDFДокумент77 страницManual Service Heladera LG gt46 PDFwuilmen83% (6)
- Regeneracion de AminaДокумент52 страницыRegeneracion de AminaHernan Guerrero AgueroОценок пока нет
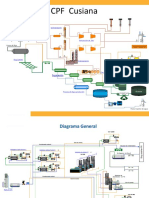
- CPF Cusiana DidacticoДокумент20 страницCPF Cusiana Didacticowilmar100% (3)
- Problemas Equilibrio Quimico CorregidoДокумент29 страницProblemas Equilibrio Quimico CorregidoAixa Alexandra Aredo67% (3)
- Curso de Refinacion para ImprimirДокумент68 страницCurso de Refinacion para ImprimirarmypriacОценок пока нет
- Bombas de Desplazamiento Positivo UPAPДокумент24 страницыBombas de Desplazamiento Positivo UPAPSol100% (1)
- Caracterización C7+Документ65 страницCaracterización C7+Anderson ArboledaОценок пока нет
- Impugnación al sobreseimiento debe ser resuelta por juez instructorДокумент62 страницыImpugnación al sobreseimiento debe ser resuelta por juez instructorGuisell Gutierrez100% (1)
- Factor Correccion SSDH1382 2006Документ6 страницFactor Correccion SSDH1382 2006Sergio Daniel Barea NuñezОценок пока нет
- Complejos de Procesamiento de GasДокумент9 страницComplejos de Procesamiento de GasJoel Abel Trujillo VeraОценок пока нет
- Proceso de Obtencion de UreaДокумент2 страницыProceso de Obtencion de UreaAyl Gaby0% (1)
- Facilidades Superficie Industria PetroleraДокумент36 страницFacilidades Superficie Industria PetroleraRodrigo Azuara Tello83% (6)
- Herramientas de ResistividadДокумент43 страницыHerramientas de ResistividadMiguel Valdivia MontalvanОценок пока нет
- Endulzamiento Del GasДокумент82 страницыEndulzamiento Del GasJuan Manuel Rocha RomeroОценок пока нет
- Plantas Endulzamiento GasДокумент61 страницаPlantas Endulzamiento GasArielОценок пока нет
- Gas 2 - Plantas de Endulzamiento Del GasДокумент47 страницGas 2 - Plantas de Endulzamiento Del GasVictor Hurtado SandovalОценок пока нет
- ProcesoEndulzamientoGNДокумент2 страницыProcesoEndulzamientoGNLionel Villarroel SalazarОценок пока нет
- Proceso Endulzamiento TmhДокумент5 страницProceso Endulzamiento TmhGabriel TexeraОценок пока нет
- Wa0002Документ40 страницWa0002CarlosEduardoAláMamaniОценок пока нет
- Sistema de VaporДокумент1 страницаSistema de VaporPablo RottaОценок пока нет
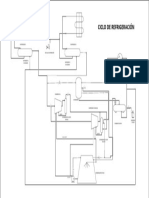
- Diagrama de Flujo de Ciclo de RefrigeraciónДокумент1 страницаDiagrama de Flujo de Ciclo de RefrigeraciónMizzain RiojaОценок пока нет
- Variables de Operacion AMINA INEOS PDFДокумент19 страницVariables de Operacion AMINA INEOS PDFLeonor FuentesОценок пока нет
- Operación de planta de endulzadoras de gasДокумент87 страницOperación de planta de endulzadoras de gasJavier vaca villalbaОценок пока нет
- Refinación PresentacionДокумент41 страницаRefinación PresentacionOrlando Lara100% (1)
- Gasoducto de compresión y separaciónДокумент6 страницGasoducto de compresión y separaciónfranciscoОценок пока нет
- Manejo gas condensado IxachiДокумент7 страницManejo gas condensado Ixachihugo mendozaОценок пока нет
- 1.2 Endulzamiento Con AminasДокумент37 страниц1.2 Endulzamiento Con AminashugoheloОценок пока нет
- Presentación Area FCCUДокумент119 страницPresentación Area FCCUBruno Maturana VerdugoОценок пока нет
- Simos PDFДокумент102 страницыSimos PDFismaelОценок пока нет
- Diagrama Produccion ModelДокумент1 страницаDiagrama Produccion Modelestelaq170Оценок пока нет
- Proceso de endulzamiento de gas natural con aminaДокумент63 страницыProceso de endulzamiento de gas natural con aminabrayanОценок пока нет
- DesulfuraciónДокумент5 страницDesulfuraciónJaime Coronado CarmonaОценок пока нет
- Sistema de reactivación química de carbón cargadoДокумент19 страницSistema de reactivación química de carbón cargadoMiguel TorresОценок пока нет
- Curso de RefinacionДокумент62 страницыCurso de RefinacionIván Javier Gutiérrez GómezОценок пока нет
- Proceso de tratamiento de gas natural y sus equipos claveДокумент7 страницProceso de tratamiento de gas natural y sus equipos claveJossely Sanchez ArevilcaОценок пока нет
- AfaДокумент15 страницAfaRaul Flores NavarroОценок пока нет
- Termodinamica en Procesos Modulo 3Документ121 страницаTermodinamica en Procesos Modulo 3Jorge Avendano RodriguezОценок пока нет
- Punto 6Документ14 страницPunto 6nataly condoriОценок пока нет
- Trabajo Final-Ricardo FernandezДокумент264 страницыTrabajo Final-Ricardo FernandezAbraham Aramayo ReynagaОценок пока нет
- EXPOДокумент37 страницEXPOeduardo aycaОценок пока нет
- Sistema-carburación-motor-gasolina-dieselДокумент9 страницSistema-carburación-motor-gasolina-dieseljeferson jeronimo encarnacionОценок пока нет
- 1 INEGAS Present. Mod Gas (General)Документ26 страниц1 INEGAS Present. Mod Gas (General)Jorge SanchezОценок пока нет
- Plantas Endulzamiento de GasДокумент62 страницыPlantas Endulzamiento de GasveromesaОценок пока нет
- Refinado 1000 bpdДокумент7 страницRefinado 1000 bpdAnonymous AtAGVssJОценок пока нет
- Presentacion General Fundicion Visitas 2009Документ17 страницPresentacion General Fundicion Visitas 2009Pamela KCОценок пока нет
- FlowДокумент1 страницаFlowNatali SabareceОценок пока нет
- Proceso Fischer-Tropsch para producir combustibles líquidosДокумент2 страницыProceso Fischer-Tropsch para producir combustibles líquidosBettyGarciiaОценок пока нет
- Componentes Acidos en Elgas NaturalДокумент92 страницыComponentes Acidos en Elgas NaturalMarcos Polo YucraОценок пока нет
- Slides Depuracion FlexigasДокумент4 страницыSlides Depuracion FlexigasjoseОценок пока нет
- FERTILIZANTESДокумент1 страницаFERTILIZANTESRobin CRОценок пока нет
- Comisioning 31 Oct 23Документ7 страницComisioning 31 Oct 23hcruzpemОценок пока нет
- Mantenimiento de AutoДокумент1 страницаMantenimiento de AutofernandoОценок пока нет
- Diagramas de Bloques Procesamiento de GasДокумент3 страницыDiagramas de Bloques Procesamiento de GasRafael RamirezОценок пока нет
- CRUDO AMARGO + GASДокумент1 страницаCRUDO AMARGO + GASThe GoldenОценок пока нет
- Procesos de endulzamiento del gas naturalДокумент62 страницыProcesos de endulzamiento del gas naturalJimenaОценок пока нет
- Recobro de Hidrocarburos Liquidos Del Gas Natural PDFДокумент26 страницRecobro de Hidrocarburos Liquidos Del Gas Natural PDFJorge Luis Bustamante LlanosОценок пока нет
- Gráfico de Cálculo de Coeficientes Generales de Transferencia de CalorДокумент2 страницыGráfico de Cálculo de Coeficientes Generales de Transferencia de CalorLelis Quispe RuedaОценок пока нет
- Avanzado-Modulo 9 Recuperacion Azufre 2010Документ36 страницAvanzado-Modulo 9 Recuperacion Azufre 2010JB GGHT100% (1)
- Cap. 9 Aspectos EstrategicosДокумент27 страницCap. 9 Aspectos EstrategicosfranciscoОценок пока нет
- Flujograma S03Документ1 страницаFlujograma S03Alberto LópezОценок пока нет
- Procesos IndustrialesДокумент7 страницProcesos IndustrialesNoriel J AОценок пока нет
- Clase de FuegosДокумент78 страницClase de FuegosLex KОценок пока нет
- Procesos de endulzamiento del gas naturalДокумент62 страницыProcesos de endulzamiento del gas naturalAlvaro Alcides Surco AruquipaОценок пока нет
- Concialicion y ArbitrajeДокумент13 страницConcialicion y ArbitrajeGuisell GutierrezОценок пока нет
- Asilo DiplomaticoДокумент17 страницAsilo DiplomaticoGuisell GutierrezОценок пока нет
- Recurso de Alzada - Resolucion - Aduana OruroДокумент10 страницRecurso de Alzada - Resolucion - Aduana OruroGuisell GutierrezОценок пока нет
- VulgarismoДокумент8 страницVulgarismoGuisell GutierrezОценок пока нет
- Practico de Gas IIДокумент20 страницPractico de Gas IIGuisell GutierrezОценок пока нет
- Manual de Der - NotarialДокумент42 страницыManual de Der - NotarialGuisell GutierrezОценок пока нет
- Manual de Der - NotarialДокумент42 страницыManual de Der - NotarialGuisell GutierrezОценок пока нет
- Contexto filosófico modernoДокумент1 страницаContexto filosófico modernoSofia ArriettoОценок пока нет
- Derecho Probatorio y Funcion NotarialДокумент37 страницDerecho Probatorio y Funcion NotarialGuisell GutierrezОценок пока нет
- 1 Clase OratoriaДокумент17 страниц1 Clase OratoriaGuisell GutierrezОценок пока нет
- 1 Clase OratoriaДокумент17 страниц1 Clase OratoriaGuisell GutierrezОценок пока нет
- DocumentoДокумент5 страницDocumentoGuisell GutierrezОценок пока нет
- Herramientas de Completacion-OptimizadoДокумент10 страницHerramientas de Completacion-OptimizadoGuisell GutierrezОценок пока нет
- Herramientas de Completacion-Optimizado PDFДокумент70 страницHerramientas de Completacion-Optimizado PDFGuisell GutierrezОценок пока нет
- Herramientas de Completacion-Optimizado PDFДокумент70 страницHerramientas de Completacion-Optimizado PDFGuisell GutierrezОценок пока нет
- LandSpreadingTécnicaRemediaciónSuelosContaminadosДокумент11 страницLandSpreadingTécnicaRemediaciónSuelosContaminadosGuisell GutierrezОценок пока нет
- La Circulación de La MateriaДокумент25 страницLa Circulación de La MateriaGuisell GutierrezОценок пока нет
- Regustro 1Документ3 страницыRegustro 1Guisell GutierrezОценок пока нет
- Herramientas de Completacion-Optimizado PDFДокумент70 страницHerramientas de Completacion-Optimizado PDFGuisell GutierrezОценок пока нет
- Residuos Solidos-1Документ16 страницResiduos Solidos-1Guisell GutierrezОценок пока нет
- Residuos Solidos-1Документ25 страницResiduos Solidos-1Jose Luis Delgadillo ArnezОценок пока нет
- Practico de Conversion de CL A ClnaДокумент8 страницPractico de Conversion de CL A ClnaGuisell GutierrezОценок пока нет
- Cavidades Progresivas Grupo#5Документ80 страницCavidades Progresivas Grupo#5Guisell Gutierrez100% (1)
- Bomba de Cavidad ProgresivaДокумент17 страницBomba de Cavidad ProgresivaMarcos A. Lopez C.Оценок пока нет
- Bomba de Cavidad ProgresivaДокумент17 страницBomba de Cavidad ProgresivaMarcos A. Lopez C.Оценок пока нет
- Land SpreadingДокумент19 страницLand SpreadingGuisell GutierrezОценок пока нет
- DESHIDRATACIONДокумент1 страницаDESHIDRATACIONGuisell GutierrezОценок пока нет
- Dimensionamiento de Tuberias de Proceso en Flujo BifasicoДокумент5 страницDimensionamiento de Tuberias de Proceso en Flujo BifasicoGenaro CicarilliОценок пока нет
- Adsorción Resumen ExamenДокумент20 страницAdsorción Resumen ExamenpaolaОценок пока нет
- Velocidad de Generacion de GasesДокумент17 страницVelocidad de Generacion de GasesMarcos Baldoceda ValverdeОценок пока нет
- Refri Mec254Документ20 страницRefri Mec254ErickaMagalyMendozaPerezОценок пока нет
- Problemas de ContaminaciónДокумент2 страницыProblemas de ContaminaciónGloria Maria Severino VenturaОценок пока нет
- Proceso de Expansion Del Gas NaturalДокумент25 страницProceso de Expansion Del Gas NaturalDavid Bustos UstaОценок пока нет
- Pract. de Clase Sem 13Документ4 страницыPract. de Clase Sem 13Adrián ChancoОценок пока нет
- Apuntes Elementos de HidráulicaДокумент11 страницApuntes Elementos de HidráulicaJavierMartínezОценок пока нет
- Practica 1 Presion de VaporДокумент8 страницPractica 1 Presion de VaporJune CashОценок пока нет
- Diseño Mecánico de Poliductos ASME B31.4Документ36 страницDiseño Mecánico de Poliductos ASME B31.4ruddyОценок пока нет
- Cuestionario Calderas 1Документ4 страницыCuestionario Calderas 1Jhon RodriguezОценок пока нет
- INSTITUTO POLITECNICO NACIONAL PracticaДокумент9 страницINSTITUTO POLITECNICO NACIONAL PracticaAxel Castellanos AguilarОценок пока нет
- Manual Vickers Hidraulica ApendiceДокумент13 страницManual Vickers Hidraulica ApendiceWilliam Abanto QuintosОценок пока нет
- Sesión 10 - Quimica - 2022-2 JcatgДокумент65 страницSesión 10 - Quimica - 2022-2 JcatgJAMIE GABRIEL CONTRERAS HUAMANIОценок пока нет
- Segundo Trabajo de Fisicoquimica Video 6Документ8 страницSegundo Trabajo de Fisicoquimica Video 6sergio machadoОценок пока нет
- Sistemas de Bombeo - Word CORRECCIONДокумент73 страницыSistemas de Bombeo - Word CORRECCIONCristhiam Flores ZavalaОценок пока нет
- Agua MineralДокумент3 страницыAgua MineralClaudia Paz Zuñiga AvelloОценок пока нет
- VISCOSIDADДокумент22 страницыVISCOSIDADDiego WalОценок пока нет
- 11 Tuberia PEAD Conduccion Agua PresionДокумент2 страницы11 Tuberia PEAD Conduccion Agua PresionjesusОценок пока нет
- 5 Balanceo Red de DuctosДокумент26 страниц5 Balanceo Red de DuctosfaustomariottОценок пока нет
- Evaporador Pelicula DescendenteДокумент15 страницEvaporador Pelicula DescendenteCarlos Avila GonzalesОценок пока нет
- Válvula de descarga regenerativaДокумент27 страницVálvula de descarga regenerativaIvan Rolando100% (1)
- GUÍA DE TERMODINÁMICA CON 21 PROBLEMASДокумент4 страницыGUÍA DE TERMODINÁMICA CON 21 PROBLEMASValentina Cáceres RОценок пока нет