Вам также может понравиться
- Unit-III - Theory On The Metal Cutting OperationДокумент217 страницUnit-III - Theory On The Metal Cutting OperationKansath KamalОценок пока нет
- Theory of Metal CuttingДокумент162 страницыTheory of Metal CuttingShrikrushna MaliОценок пока нет
- Unit-I Theory of Metal CuttingДокумент73 страницыUnit-I Theory of Metal CuttingSarvesh Kumarasamy100% (1)
- Cutting Tools (Group - 6 Assignment) Physics Workshop Skills .6Документ29 страницCutting Tools (Group - 6 Assignment) Physics Workshop Skills .6Rahul Sharma100% (1)
- Chapter 21-Theory of Metal MachiningДокумент50 страницChapter 21-Theory of Metal Machiningasifayaz120100% (2)
- Machine Tools and Digital Manufacturing (MTDM) : Machining ProcessДокумент90 страницMachine Tools and Digital Manufacturing (MTDM) : Machining ProcessLibin AbrahamОценок пока нет
- Unit One Material and Geometry of Cutting Tools 2015Документ46 страницUnit One Material and Geometry of Cutting Tools 2015elnat feyisa100% (1)
- Tool GeometryДокумент3 страницыTool GeometrynikhilasoknОценок пока нет
- CH 2 Metal Cutting ToolsДокумент19 страницCH 2 Metal Cutting ToolsAlex AdmasОценок пока нет
- Theory of Metal CuttingДокумент38 страницTheory of Metal CuttingcrazynupОценок пока нет
- 4 - Cutting Tool GeometryДокумент21 страница4 - Cutting Tool GeometryFebry Risky Jr.Оценок пока нет
- EIN 3390 Chap 17 Sheet-Forming Processes Part 1 Spring 2012Документ50 страницEIN 3390 Chap 17 Sheet-Forming Processes Part 1 Spring 2012sudharsans88Оценок пока нет
- 04 Cutting ClearanceДокумент18 страниц04 Cutting Clearancegaurav deshmukhОценок пока нет
- Theory of Metal CuttingДокумент24 страницыTheory of Metal CuttingOmkar BedadeОценок пока нет
- U1Metal Cutting & Tool DesignДокумент62 страницыU1Metal Cutting & Tool DesignVansh puriОценок пока нет
- Force Power in Metal CuttingДокумент7 страницForce Power in Metal CuttingRavinder AntilОценок пока нет
- Metal Cutting (F) SДокумент62 страницыMetal Cutting (F) SBrijesh VermaОценок пока нет
- Mercant CircleДокумент7 страницMercant CircleKavi ArasuОценок пока нет
- Ch#20 SHEET METAL WORKINGДокумент119 страницCh#20 SHEET METAL WORKINGMustaqeem Sajid Khan100% (1)
- Parts of Single Point Cutting ToolДокумент8 страницParts of Single Point Cutting ToolMukesh sutharОценок пока нет
- Theory of Metal Cutting: Submitted To MR. GURPREET SINGH Submitted byДокумент39 страницTheory of Metal Cutting: Submitted To MR. GURPREET SINGH Submitted byamitОценок пока нет
- Press Working Operation NOTESДокумент6 страницPress Working Operation NOTESZakyОценок пока нет
- Merchant's Circle NotsДокумент5 страницMerchant's Circle NotsSaravanan MathiОценок пока нет
- 1 ShearingДокумент29 страниц1 ShearingSriram MuruganОценок пока нет
- Broaching BasicsДокумент5 страницBroaching Basicssaritha0003Оценок пока нет
- Metal Cutting and Tool DesignДокумент3 страницыMetal Cutting and Tool DesignHemanth YadaОценок пока нет
- Manufacturing Processes Iiprof A B Chattopadhyay Prof A K Chattopadhyay PDFДокумент618 страницManufacturing Processes Iiprof A B Chattopadhyay Prof A K Chattopadhyay PDFp KumarОценок пока нет
- Die and Punch AssemblyДокумент14 страницDie and Punch AssemblyPiyal ChakrabortyОценок пока нет
- Lecture 1 - Intro To Single Point Cutting Tool GeometryДокумент16 страницLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarОценок пока нет
- Press Working TerminologyДокумент16 страницPress Working TerminologyAadrika UmashankarОценок пока нет
- Module 3-CUTTING TOOL MATERIALSДокумент88 страницModule 3-CUTTING TOOL MATERIALSsushilОценок пока нет
- Sheet MetalДокумент21 страницаSheet MetalRam Janm Singh100% (2)
- Deep DryingДокумент83 страницыDeep DryingYasir HussainОценок пока нет
- NC CNC Machine ToolДокумент50 страницNC CNC Machine ToolShoaib MultaniОценок пока нет
- Press Tool Components Die MakingДокумент29 страницPress Tool Components Die Makingmayank123100% (1)
- Bending ProcessДокумент23 страницыBending Processmaitoravi78Оценок пока нет
- Gear Cutting AttachmentДокумент40 страницGear Cutting AttachmentGoutham Reddy100% (1)
- (PPT) Drawing 1Документ29 страниц(PPT) Drawing 1AXELОценок пока нет
- Machining Science Sybtech Prod by DV ShirbhateДокумент121 страницаMachining Science Sybtech Prod by DV ShirbhateDIPAK VINAYAK SHIRBHATEОценок пока нет
- TB Grinding EnglishДокумент20 страницTB Grinding EnglishVk PrabakranОценок пока нет
- CH 24 AДокумент38 страницCH 24 AThiran Boy LingamОценок пока нет
- WINSEM2018-19 - MEE2006 - ETH - MB110 - VL2018195002136 - Reference Material II - Theory of Metal Cutting Part-3 Machining ForcesMCD (Compatibility Mode) PDFДокумент27 страницWINSEM2018-19 - MEE2006 - ETH - MB110 - VL2018195002136 - Reference Material II - Theory of Metal Cutting Part-3 Machining ForcesMCD (Compatibility Mode) PDFRishabh ChoudharyОценок пока нет
- Ch21 Fundamentals of Cutting2Документ70 страницCh21 Fundamentals of Cutting2manojc68Оценок пока нет
- 878-Tool Design and Drawing: Part - AДокумент17 страниц878-Tool Design and Drawing: Part - AsandhuОценок пока нет
- Cutting Tool FundamentalsДокумент25 страницCutting Tool FundamentalssatenawuОценок пока нет
- METALWORKINGДокумент23 страницыMETALWORKINGDr Rajamani R - PSGCTОценок пока нет
- Material Removal Process (Metal Machining Process) : Theory of Metal CuttingДокумент129 страницMaterial Removal Process (Metal Machining Process) : Theory of Metal CuttingIjanSahrudinОценок пока нет
- Orbital ForgingДокумент4 страницыOrbital ForgingMrLanternОценок пока нет
- Metal Cutting Theory - ProblemДокумент12 страницMetal Cutting Theory - ProblemZohaib RafiqОценок пока нет
- Unit 1Документ6 страницUnit 1vijayakumarОценок пока нет
- Design of Single Point Cutting ToolДокумент11 страницDesign of Single Point Cutting ToolSiddharth DubeyОценок пока нет
- MP SheetMetal PDFДокумент48 страницMP SheetMetal PDFNhan LeОценок пока нет
- Tool AnglesДокумент13 страницTool AnglesAkshay KakaniОценок пока нет
- Metal Cutting Theory and MechanismДокумент75 страницMetal Cutting Theory and Mechanismnishantdubey1183Оценок пока нет
- Design Principles of Metal-Cutting Machine ToolsОт EverandDesign Principles of Metal-Cutting Machine ToolsРейтинг: 4 из 5 звезд4/5 (4)
- Advances in Machine Tool Design and Research 1969: Proceedings of the 10th International M.T.D.R. Conference, University of Manchester Institute of Science and Technology, September 1969От EverandAdvances in Machine Tool Design and Research 1969: Proceedings of the 10th International M.T.D.R. Conference, University of Manchester Institute of Science and Technology, September 1969S. A. TobiasОценок пока нет
- Experimental Investigation of Mustard Oil Based Nano Cutting Fluid On CNC Turning OperationДокумент13 страницExperimental Investigation of Mustard Oil Based Nano Cutting Fluid On CNC Turning OperationIJRASETPublicationsОценок пока нет
- DJJ10033-chapter 4.2Документ54 страницыDJJ10033-chapter 4.2Abbas SeuОценок пока нет
- MSC Industrial Direct - Shopping CartДокумент2 страницыMSC Industrial Direct - Shopping CartguzmanyeОценок пока нет
- Metric Thread Size and Tolerance Calculator (Iso M Thread) : Homepage Calculators Examples Guidelines ReferenceДокумент5 страницMetric Thread Size and Tolerance Calculator (Iso M Thread) : Homepage Calculators Examples Guidelines ReferenceManoj SahuОценок пока нет
- Gear Hobbing SandvikДокумент7 страницGear Hobbing SandvikAndré Hemerly MaiaОценок пока нет
- Manufacturing Process of Train Wheel and Automobile Wheel RimДокумент14 страницManufacturing Process of Train Wheel and Automobile Wheel RimUsamah Abdul Latif79% (14)
- Application of Modelling and Optimization Methods in Abrasive Water Jet MachiningДокумент4 страницыApplication of Modelling and Optimization Methods in Abrasive Water Jet MachiningviverefeliceОценок пока нет
- SyllabusДокумент58 страницSyllabusHariharanОценок пока нет
- CNC Turning CentreДокумент10 страницCNC Turning CentreArun100% (1)
- Full 3-4 10unc 115 B7 BlackodisingДокумент1 страницаFull 3-4 10unc 115 B7 BlackodisingGauravОценок пока нет
- Kennedy Cutting ToolsДокумент150 страницKennedy Cutting ToolsFarhan AizatОценок пока нет
- Manufacturing EnggДокумент37 страницManufacturing EnggChandrajit DeoreОценок пока нет
- Sachin Solanki CNC/IPC/13 Summary SupportДокумент61 страницаSachin Solanki CNC/IPC/13 Summary Supportshivam modanwalОценок пока нет
- OAT751 Production of Automotive Components LTPC 3 0 0 3 ObjectivesДокумент2 страницыOAT751 Production of Automotive Components LTPC 3 0 0 3 ObjectivesMr.Babu T50% (2)
- Robocut: α-C iB seriesДокумент32 страницыRobocut: α-C iB seriesNcir TaherОценок пока нет
- Lathe PDFДокумент44 страницыLathe PDFthanhvutsmvn100% (1)
- Flow ChartДокумент1 страницаFlow ChartDishankSantwaniОценок пока нет
- Type of Computer Numerical Control (CNC Milling)Документ5 страницType of Computer Numerical Control (CNC Milling)amerОценок пока нет
- Milling Operation PDFДокумент16 страницMilling Operation PDFRaheemОценок пока нет
- Internship ReportДокумент56 страницInternship ReportRākesh Rakhi75% (8)
- Surface GrindingДокумент18 страницSurface GrindingSachin MohandasОценок пока нет
- Surface Finish MeasurementДокумент45 страницSurface Finish MeasurementMuraliОценок пока нет
- ME8793 Process Planning and Cost EStimation UNIT 5 QBДокумент10 страницME8793 Process Planning and Cost EStimation UNIT 5 QBLEO PRAVIN PОценок пока нет
- Temporary Revision 29 0012: Illustrated Parts CatalogДокумент10 страницTemporary Revision 29 0012: Illustrated Parts CatalogatrflyerОценок пока нет
- Cutter LifeДокумент14 страницCutter LifeTran NghiОценок пока нет
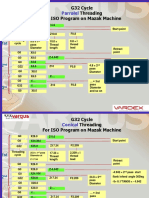
- G32 Cycle Threading For ISO Program On Mazak Machine: ParralelДокумент4 страницыG32 Cycle Threading For ISO Program On Mazak Machine: Parralelenamicul50Оценок пока нет
- Production 2014 Question SetДокумент79 страницProduction 2014 Question SetKrishna GopalОценок пока нет
- Koman Catalogue (Hose) PDFДокумент19 страницKoman Catalogue (Hose) PDFNguyen Quoc KhanhОценок пока нет
- Dry Machining1Документ21 страницаDry Machining1MayurMahajanОценок пока нет