Вам также может понравиться
- How to prepare Welding Procedures for Oil & Gas PipelinesОт EverandHow to prepare Welding Procedures for Oil & Gas PipelinesРейтинг: 5 из 5 звезд5/5 (1)
- Preiss Core Standards in The Pressure Equipment Area 4668Документ42 страницыPreiss Core Standards in The Pressure Equipment Area 4668Jerome MellardОценок пока нет
- Core Standards in The Pressure Equipment AreaДокумент42 страницыCore Standards in The Pressure Equipment AreaRui DiasОценок пока нет
- Preiss Core Standards in The Pressure Equipment Area 4668Документ42 страницыPreiss Core Standards in The Pressure Equipment Area 4668Łukasz WieczorekОценок пока нет
- F2146Документ4 страницыF2146Gustavo SuarezОценок пока нет
- ASME Sec VIII Div 1Документ120 страницASME Sec VIII Div 1kanchanabalaji96% (23)
- Din 1732-3-2007Документ5 страницDin 1732-3-2007Luis PaletoОценок пока нет
- Piping FabricationДокумент36 страницPiping Fabricationbvenky991100% (5)
- API 653 - CC - API 653 - Data Sheets - Miscellaneous - 25 TermsДокумент3 страницыAPI 653 - CC - API 653 - Data Sheets - Miscellaneous - 25 TermsSERFORTEC CIA. LTDA.Оценок пока нет
- Material Requirements For Machine Parts: ProcurementstandardДокумент7 страницMaterial Requirements For Machine Parts: ProcurementstandardtomognОценок пока нет
- T000003407 - FileName1 - 6079A-B-590-006 Vol-2Документ32 страницыT000003407 - FileName1 - 6079A-B-590-006 Vol-2kanchanabalajiОценок пока нет
- UTP Chemical GBДокумент12 страницUTP Chemical GBajaychackotecsoОценок пока нет
- CND Normes StandardsДокумент4 страницыCND Normes StandardsRebecca RileyОценок пока нет
- Welcome To: Training Program On GUIDED TOUR OF Asme CodesДокумент120 страницWelcome To: Training Program On GUIDED TOUR OF Asme CodesDiego HenriqueОценок пока нет
- Comparative Study Summary 07 2004 enДокумент32 страницыComparative Study Summary 07 2004 enthmaraishriОценок пока нет
- Unfired RefДокумент6 страницUnfired RefDhakshina KОценок пока нет
- Reducing The Risk To The Gas IndustryДокумент3 страницыReducing The Risk To The Gas IndustryPeter FormanОценок пока нет
- Piping and Fittings For German ProjectДокумент2 страницыPiping and Fittings For German ProjectshyamamolОценок пока нет
- Mechanical Point WiseДокумент67 страницMechanical Point WiseNaseer Ahmed SokhalОценок пока нет
- 10 INCH - Stress ReportДокумент881 страница10 INCH - Stress ReportAnkithОценок пока нет
- Protective Relay Type CPR For Rubber Bag ConservatorДокумент5 страницProtective Relay Type CPR For Rubber Bag ConservatorAshraf NazifОценок пока нет
- Ermeto Oroginal Hydraulic TubesДокумент8 страницErmeto Oroginal Hydraulic TubesfahazumeeОценок пока нет
- Pressure Test in Accordance With The Standard Din en 13445: Inspecta GroupДокумент14 страницPressure Test in Accordance With The Standard Din en 13445: Inspecta GroupNanang PhОценок пока нет
- 32 - Seamless EO Steel Tubes Material E235N (St. 37.4)Документ6 страниц32 - Seamless EO Steel Tubes Material E235N (St. 37.4)samohaomer001Оценок пока нет
- API 570 - Mockup OP - Paper 2 + MДокумент13 страницAPI 570 - Mockup OP - Paper 2 + MShanawas Abdul Razak80% (5)
- Astm A312Документ2 страницыAstm A312aezeadОценок пока нет
- Hse Approved SpecificationДокумент16 страницHse Approved SpecificationPrasit MeeboonОценок пока нет
- Piping System Hydraulic Test Procedure R0Документ6 страницPiping System Hydraulic Test Procedure R0cmc261185Оценок пока нет
- Changes en - 10028 - 1 To 6Документ7 страницChanges en - 10028 - 1 To 6Bart BlommaertОценок пока нет
- Piping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65Документ64 страницыPiping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65epbamdad100% (1)
- Radiographic Examination of Piping Welds According To EN: IssueДокумент6 страницRadiographic Examination of Piping Welds According To EN: Issuebth8320Оценок пока нет
- A 269 - 02 Qti2os0wmke - PDFДокумент6 страницA 269 - 02 Qti2os0wmke - PDFMan98Оценок пока нет
- P1TF51Документ51 страницаP1TF51pmrennОценок пока нет
- PWPS 013 PRДокумент2 страницыPWPS 013 PRRenjith Gopan100% (1)
- Mil H 6875HДокумент29 страницMil H 6875HMarco GomzОценок пока нет
- RAMC GS01R01B02-00E-E Ed28 Pub22032019Документ24 страницыRAMC GS01R01B02-00E-E Ed28 Pub22032019zaffarОценок пока нет
- MIL-H-6875H Heat Treatment of Steel, Process For (SS by SAE-AMS-H-6875)Документ29 страницMIL-H-6875H Heat Treatment of Steel, Process For (SS by SAE-AMS-H-6875)320338100% (4)
- UR W pdf159Документ264 страницыUR W pdf159RezaSohrabiОценок пока нет
- Fpso Piping Material Datasheet SO17033 PESDMCPF999001 A2 10 of 23Документ1 страницаFpso Piping Material Datasheet SO17033 PESDMCPF999001 A2 10 of 23alouisОценок пока нет
- Solved Pressure Vessels QuestionsДокумент2 страницыSolved Pressure Vessels QuestionsParminder SinghОценок пока нет
- ASME V QuizДокумент14 страницASME V Quizamalhaj2013100% (1)
- ASTM A335 Pipe SpecificationsДокумент4 страницыASTM A335 Pipe SpecificationsDhruv GohelОценок пока нет
- Post Weld Head Treament Piping-ProcedureДокумент12 страницPost Weld Head Treament Piping-ProcedureAnh Võ100% (1)
- 01 ASME Sec VIII Div 1 - GEN PresentationДокумент112 страниц01 ASME Sec VIII Div 1 - GEN Presentationinatt101Оценок пока нет
- PipingДокумент54 страницыPipingakhilsyam21Оценок пока нет
- MIL-H-6875H Heat Treatment of SteelДокумент29 страницMIL-H-6875H Heat Treatment of Steelgoathead61Оценок пока нет
- prEN 10138-4 2000 Prestressing Steels Part 4 BarДокумент11 страницprEN 10138-4 2000 Prestressing Steels Part 4 BarAleksandarS89Оценок пока нет
- 15 Ni Cu Mo NB 5Документ7 страниц15 Ni Cu Mo NB 5Muthukumar MuruganОценок пока нет
- Directive 97 - Annex I - 7Документ2 страницыDirective 97 - Annex I - 7Stefano FavaroОценок пока нет
- Comparative Study On Pressure Equipment StandardsДокумент32 страницыComparative Study On Pressure Equipment Standardsmih1Оценок пока нет
- UR P pdf157Документ70 страницUR P pdf157Isaac FloresОценок пока нет
- Manual TYL Gas MeterДокумент8 страницManual TYL Gas MeterNîakâm UshuaiaОценок пока нет
- API 570 Open BookДокумент9 страницAPI 570 Open BookMusa ÇelikОценок пока нет
- Aramco Interview QuestionsДокумент7 страницAramco Interview QuestionsShiju k GovindОценок пока нет
- Mil H 6875HДокумент29 страницMil H 6875Hshawntsung100% (1)
- GB 150.2-2010 固定式压力容器 第2部分:材料(征求意见稿)Документ53 страницыGB 150.2-2010 固定式压力容器 第2部分:材料(征求意见稿)Guan WilliamОценок пока нет
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesОт EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesОценок пока нет
- Snubber LisegaДокумент44 страницыSnubber LisegaMelele MuОценок пока нет
- Lisega - 1 - Constant Hangers PDFДокумент27 страницLisega - 1 - Constant Hangers PDFMiguelОценок пока нет
- Structural Attachment Elements: Product GroupДокумент13 страницStructural Attachment Elements: Product GroupZoranОценок пока нет
- Spring Hangers, Spring Supports: Product GroupДокумент21 страницаSpring Hangers, Spring Supports: Product GroupZoranОценок пока нет
- Pipe Clamps, Clamp Bases, Pipe Connecting Parts: Product GroupДокумент60 страницPipe Clamps, Clamp Bases, Pipe Connecting Parts: Product GroupZoranОценок пока нет
- Threaded Connecting Elements: Product GroupДокумент9 страницThreaded Connecting Elements: Product GroupZoranОценок пока нет
- Pipe Bearing and Saddle Components: Product GroupДокумент18 страницPipe Bearing and Saddle Components: Product GroupZoranОценок пока нет
- Without This Message by Purchasing Novapdf : Print To PDFДокумент28 страницWithout This Message by Purchasing Novapdf : Print To PDFZoranОценок пока нет
- Calculation Tables For Thermal ExpansionДокумент44 страницыCalculation Tables For Thermal ExpansionZoranОценок пока нет
- RKG - The Ultimate Guide - EN PDFДокумент19 страницRKG - The Ultimate Guide - EN PDFZoranОценок пока нет
- Persta Industrie e PDFДокумент140 страницPersta Industrie e PDFZoranОценок пока нет
- Persta Industrie e PDFДокумент140 страницPersta Industrie e PDFZoranОценок пока нет
- Expansion Joint PDFДокумент65 страницExpansion Joint PDFZoranОценок пока нет
- Expansion Joint PDFДокумент65 страницExpansion Joint PDFZoranОценок пока нет
- PEDDay2 - 2 - SS-EN 13445Документ65 страницPEDDay2 - 2 - SS-EN 13445Srujana KandagatlaОценок пока нет
- RKG - The Ultimate Guide - EN PDFДокумент19 страницRKG - The Ultimate Guide - EN PDFZoranОценок пока нет
- BOA Expansion Joints Guide PDFДокумент428 страницBOA Expansion Joints Guide PDFZoranОценок пока нет
- Amco Brochure Rubber JointsДокумент16 страницAmco Brochure Rubber JointsAzhar Hussain100% (1)
- Pdi Study Notes TrialДокумент20 страницPdi Study Notes TrialZoranОценок пока нет
- Expansion Joint PDFДокумент65 страницExpansion Joint PDFZoranОценок пока нет
- ROHR2 Tutorial eДокумент86 страницROHR2 Tutorial eZoran100% (1)
- Pdi Study Notes TrialДокумент20 страницPdi Study Notes TrialZoranОценок пока нет
- VALVESTAR TranslationДокумент3 страницыVALVESTAR TranslationStefano MilaniОценок пока нет
- Pdi Schoology EngДокумент1 страницаPdi Schoology EngZoranОценок пока нет
- Unfire Pressure VesselДокумент146 страницUnfire Pressure Vesselsungkang83% (6)
- Sizing Condensate Return Lines PDFДокумент18 страницSizing Condensate Return Lines PDFZoranОценок пока нет
- Persta Industrie e PDFДокумент140 страницPersta Industrie e PDFZoranОценок пока нет
- AutoPIPE V8i Standard Vs Advanced Vs NuclearДокумент3 страницыAutoPIPE V8i Standard Vs Advanced Vs NuclearZoranОценок пока нет
- Caesarii 5 00Документ61 страницаCaesarii 5 00ZoranОценок пока нет
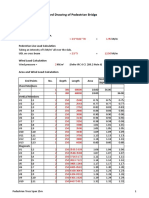
- Preparation of Standard Drawing of Pedestrian Bridge Span: 60 M Load CalculationsДокумент19 страницPreparation of Standard Drawing of Pedestrian Bridge Span: 60 M Load CalculationsRoshan KejariwalОценок пока нет
- Drilling Bits: and HydraulicsotimizationДокумент52 страницыDrilling Bits: and HydraulicsotimizationMustafa FoudaОценок пока нет
- Unit-IV-Shear Reinforcement and Bond by Limit State MethodДокумент50 страницUnit-IV-Shear Reinforcement and Bond by Limit State MethodAshish KaleОценок пока нет
- Theory Questions Asked in Mid Sem and CVMU QP - 07072023Документ26 страницTheory Questions Asked in Mid Sem and CVMU QP - 07072023a9157272235Оценок пока нет
- Solute Transport and Heat Transfer in Single-Phase Flow in Porous Medium With Generative/Destructive Chemical Reaction and Variable Viscosity ImpactsДокумент10 страницSolute Transport and Heat Transfer in Single-Phase Flow in Porous Medium With Generative/Destructive Chemical Reaction and Variable Viscosity ImpactsAnonymous 5sBa2pОценок пока нет
- Quiz On PumpsДокумент38 страницQuiz On PumpsSatyaranjan mahapatraОценок пока нет
- Uplift Pressures by Khosla MethodДокумент8 страницUplift Pressures by Khosla MethodsamoonibrahimОценок пока нет
- Ppe Exp.3 ROLLNO 1Документ9 страницPpe Exp.3 ROLLNO 1Aniket SinghОценок пока нет
- Autonext Study Material 2 (Cooling System)Документ9 страницAutonext Study Material 2 (Cooling System)SouravОценок пока нет
- Cloud Point ExperimentДокумент3 страницыCloud Point ExperimentAnkush Shankar Pujari50% (2)
- Pertemuan Kedua Dan Ketiga AKMДокумент45 страницPertemuan Kedua Dan Ketiga AKMJohan NicholasОценок пока нет
- Axial Theory 1Документ5 страницAxial Theory 1Ankur MaheshwariОценок пока нет
- Regional Coastal Ocean Modeling: Patrick Marchesiello Brest, 2005Документ65 страницRegional Coastal Ocean Modeling: Patrick Marchesiello Brest, 2005Salam FaithОценок пока нет
- Module 10 With Solutions PDFДокумент18 страницModule 10 With Solutions PDFgavin_d265Оценок пока нет
- Contoh WATER COOLED MAGNETIC BEARING CHILLERДокумент1 страницаContoh WATER COOLED MAGNETIC BEARING CHILLERsitiОценок пока нет
- Chapter 1:types of Flow in Open ChannelДокумент61 страницаChapter 1:types of Flow in Open ChannelHani BarjokОценок пока нет
- Karakterikstik Rheologi AspalДокумент11 страницKarakterikstik Rheologi AspalFadhel GafarОценок пока нет
- An Introduction: Factors Affecting Distillation Column OperationДокумент3 страницыAn Introduction: Factors Affecting Distillation Column OperationEngr Ghulam SarwarОценок пока нет
- Q. 1 - Q. 9 Carry One Mark Each.: D: Solid MechanicsДокумент8 страницQ. 1 - Q. 9 Carry One Mark Each.: D: Solid MechanicsSundarRajanОценок пока нет
- Adiabatic Wall Temperature Evaluation in A High Speed TurbineДокумент9 страницAdiabatic Wall Temperature Evaluation in A High Speed TurbineSaadОценок пока нет
- SRMTEC-SRH High Pressure CompressorДокумент12 страницSRMTEC-SRH High Pressure CompressornascasОценок пока нет
- Concrete Design I Chapter Three Shear Analysis and Design of BeamsДокумент7 страницConcrete Design I Chapter Three Shear Analysis and Design of BeamsamyarОценок пока нет
- Planted ColumnДокумент7 страницPlanted Columnabdul khaderОценок пока нет
- CEE335 Lab Manual 2017 SPДокумент75 страницCEE335 Lab Manual 2017 SPMotazОценок пока нет
- Why Vacuum Unit Fired Heaters CokeДокумент7 страницWhy Vacuum Unit Fired Heaters Cokesaleh4060Оценок пока нет
- Udec Also Contains The Powerful Built-In Programming Language Fish (Short For Flacish FishДокумент20 страницUdec Also Contains The Powerful Built-In Programming Language Fish (Short For Flacish FishSanjay SibalОценок пока нет
- Post Lab ReportДокумент3 страницыPost Lab ReportMelwyn FranciscoОценок пока нет
- Activities Term 2Документ6 страницActivities Term 2studies for sundarОценок пока нет
- Ampacity of Cables in Solid Bottom Trays With and Without CoversДокумент4 страницыAmpacity of Cables in Solid Bottom Trays With and Without CoversStefanos DiamantisОценок пока нет
- Aerodynamics of Airfoil & WingsДокумент38 страницAerodynamics of Airfoil & WingsaerochirishОценок пока нет