Вам также может понравиться
- Informe Tecnico Unmsm (Alvaro Ruiz-16170171)Документ12 страницInforme Tecnico Unmsm (Alvaro Ruiz-16170171)Alvaro Valerio Ruiz RojasОценок пока нет
- IPER-LABORAL MontajeДокумент21 страницаIPER-LABORAL MontajeAlvaro Valerio Ruiz RojasОценок пока нет
- Matriz Efi Minera AtacochaДокумент2 страницыMatriz Efi Minera AtacocharonaldoОценок пока нет
- Sesión 3 Planeamiento Operativo PDFДокумент40 страницSesión 3 Planeamiento Operativo PDFAlvaro Valerio Ruiz RojasОценок пока нет
- Gestión PúblicaДокумент9 страницGestión PúblicaAlvaro Valerio Ruiz RojasОценок пока нет
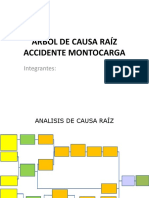
- Accidente Montocarga1Документ2 страницыAccidente Montocarga1Alvaro Valerio Ruiz RojasОценок пока нет
- 05 Gráficas de CruceДокумент24 страницы05 Gráficas de CruceAlvaro Valerio Ruiz RojasОценок пока нет
- La Evaluación InternaДокумент7 страницLa Evaluación InternaAlvaro Valerio Ruiz Rojas100% (1)
- Small Business Post CoronavirusДокумент3 страницыSmall Business Post CoronavirusAlvaro Valerio Ruiz RojasОценок пока нет
- Tipos de PlaneamientoДокумент2 страницыTipos de PlaneamientoAlvaro Valerio Ruiz RojasОценок пока нет
- Porter 1Документ20 страницPorter 1Armando CardenasОценок пока нет
- Ejercicio Pronosticos Don FedericoДокумент4 страницыEjercicio Pronosticos Don FedericoAndres lugo pertuzОценок пока нет
- Balance Score CardДокумент65 страницBalance Score CardLev21Оценок пока нет
- IPER-LABORAL MontajeДокумент21 страницаIPER-LABORAL MontajeAlvaro Valerio Ruiz RojasОценок пока нет
- ADMINISTRACION Y GLOBALIZACION (Alvaro Ruiz)Документ4 страницыADMINISTRACION Y GLOBALIZACION (Alvaro Ruiz)Alvaro Valerio Ruiz RojasОценок пока нет
- Factor de EnsuciamientoДокумент17 страницFactor de Ensuciamientodelux5858100% (3)
- Programacion CIDEI 4.0 PDFДокумент2 страницыProgramacion CIDEI 4.0 PDFKevin Jeffry Nalvarte YantasОценок пока нет
- Tasa de Descuento Redalyc PDFДокумент14 страницTasa de Descuento Redalyc PDFAlvaro Valerio Ruiz RojasОценок пока нет
- Leche Uiht PDFДокумент266 страницLeche Uiht PDFEyisela Elisabeth Pinchao CalderónОценок пока нет
- Tasa de Descuento Redalyc PDFДокумент14 страницTasa de Descuento Redalyc PDFAlvaro Valerio Ruiz RojasОценок пока нет
- Casos Promodel - Semana 11Документ36 страницCasos Promodel - Semana 11Alvaro Valerio Ruiz Rojas100% (1)
- ACFrOgDYs9mKTX1syFVt0iq7HwOorK scfGUKCj9G2ME9tp-Jw1l6rI1PJqurIGFcAGiO Mtug0L6tbOgxlJbUknIkTTmbK8AGG94ltkPKgY4rqOXye34EskVaSEVXT5mz6Zt9Cpv83Wf WBB OzДокумент8 страницACFrOgDYs9mKTX1syFVt0iq7HwOorK scfGUKCj9G2ME9tp-Jw1l6rI1PJqurIGFcAGiO Mtug0L6tbOgxlJbUknIkTTmbK8AGG94ltkPKgY4rqOXye34EskVaSEVXT5mz6Zt9Cpv83Wf WBB OzAlvaro Valerio Ruiz RojasОценок пока нет
- DiaposДокумент5 страницDiaposAlvaro Valerio Ruiz RojasОценок пока нет
- Sesión 9 - Programación Multianual de InversionesДокумент41 страницаSesión 9 - Programación Multianual de InversionesAlvaro Valerio Ruiz RojasОценок пока нет
- APREFДокумент1 страницаAPREFAlvaro Valerio Ruiz RojasОценок пока нет
- Internet de Las CosasДокумент6 страницInternet de Las CosasAlvaro Valerio Ruiz RojasОценок пока нет
- ArbolesDecision 1Документ14 страницArbolesDecision 1Eduardo BautistaОценок пока нет
- La Comunicación Fundamento de Políticas PublicasДокумент11 страницLa Comunicación Fundamento de Políticas PublicasMelina González MéndezОценок пока нет
- Pregunta de Examen Parcial Graficas de CrucesДокумент1 страницаPregunta de Examen Parcial Graficas de CrucesAlvaro Valerio Ruiz RojasОценок пока нет
- Toma de DecisionesДокумент10 страницToma de DecisionesAlvaro Valerio Ruiz RojasОценок пока нет
- MÁSTER - Tecnología Eléctrica - Tema Nº 2 Sistema Por Unidad 2021 - 2022 Problemas IIДокумент13 страницMÁSTER - Tecnología Eléctrica - Tema Nº 2 Sistema Por Unidad 2021 - 2022 Problemas IIFrancisco Ovono BacaОценок пока нет
- Tatea8 GasesДокумент19 страницTatea8 GasesBeto Sebas BenitezОценок пока нет
- Toma Doce Final Final (Rev 05-04-08)Документ62 страницыToma Doce Final Final (Rev 05-04-08)Fredy Chávez casimiroОценок пока нет
- Henrique Adame Tornell - Atando CabosДокумент79 страницHenrique Adame Tornell - Atando CabosMeche PleyadianaОценок пока нет
- PRÁCTICA N°1 FloresAranibarNatanielДокумент4 страницыPRÁCTICA N°1 FloresAranibarNatanielNataniel FloresОценок пока нет
- (SP) Glover, Elsa M - Ciencia Y Religion (PDF) 70Документ70 страниц(SP) Glover, Elsa M - Ciencia Y Religion (PDF) 70obeddfОценок пока нет
- 3.ecuacion de DifusionДокумент19 страниц3.ecuacion de DifusionJohn ZurcОценок пока нет
- Huna El Secreto Detras Del SecretoДокумент23 страницыHuna El Secreto Detras Del SecretoJesus CuervoОценок пока нет
- TAQUIONESДокумент3 страницыTAQUIONESapachexОценок пока нет
- 02 - MF Ip0284 - Prop - Fluidos 20192Документ54 страницы02 - MF Ip0284 - Prop - Fluidos 20192Valen RamiirezОценок пока нет
- Coca Codo SinclairДокумент14 страницCoca Codo SinclairorianaОценок пока нет
- Programa de Física MecánicaДокумент2 страницыPrograma de Física MecánicaCesar HurtadoОценок пока нет
- Introduccion Metodo Sanacion Yapa ChiДокумент64 страницыIntroduccion Metodo Sanacion Yapa Chikamikase99Оценок пока нет
- a381b485-9b11-4e10-b9c1-fc2f7472a71bДокумент198 страницa381b485-9b11-4e10-b9c1-fc2f7472a71bRoger Vivas100% (1)
- Cómo Hacer Un Calefactor Solar Con LatasДокумент12 страницCómo Hacer Un Calefactor Solar Con LatasJean-Luc TalaveraОценок пока нет
- Cabala KarmaДокумент22 страницыCabala Karmaemiliano_croceОценок пока нет
- Radiación Solar de La Ciudad de Puerto Carreño, VichadaДокумент4 страницыRadiación Solar de La Ciudad de Puerto Carreño, VichadaSERGIO ALEJANDRO MARTIN VERGARAОценок пока нет
- 1er Parcial Nutricion 15092022Документ188 страниц1er Parcial Nutricion 15092022Ruth Elizabeth Coronel de VooghtОценок пока нет
- El Poder Alquímico de PlutónДокумент16 страницEl Poder Alquímico de PlutónelbuzoplutoОценок пока нет
- Laboratorio CalorimetriaДокумент7 страницLaboratorio Calorimetrialinda charrisОценок пока нет
- Ut FSMДокумент173 страницыUt FSMFabian OlivaresОценок пока нет
- Motores Termicos Maquinas Frigorificas y Bombas de CalorДокумент9 страницMotores Termicos Maquinas Frigorificas y Bombas de CalorOH WilberОценок пока нет
- Principio de Trabajo Del Dispositivo de Tariel Kapanadze Por Victor Grig 23 Marzo 2009Документ14 страницPrincipio de Trabajo Del Dispositivo de Tariel Kapanadze Por Victor Grig 23 Marzo 2009Diego FranceschiОценок пока нет
- Anexo 1 Resumen Ejecutivo UC CregДокумент3 страницыAnexo 1 Resumen Ejecutivo UC CregWilson Fernando Rodríguez RodríguezОценок пока нет
- Generación, Transmisión y Distribución EE en BoliviaДокумент3 страницыGeneración, Transmisión y Distribución EE en BoliviaHildelisa Condori AspiОценок пока нет
- Cuestionario Trabajo de HidraulicaДокумент4 страницыCuestionario Trabajo de HidraulicaLuyer David Tovio PerezОценок пока нет
- Biocomunicacion y Medicina EnergeticaДокумент6 страницBiocomunicacion y Medicina EnergeticaaozonicsОценок пока нет
- Regimen CriticoДокумент9 страницRegimen CriticoMelissaОценок пока нет
- Curso de Energía IRECAДокумент10 страницCurso de Energía IRECAerasmo1990100% (1)
- Tonelada de Refrigeracion Vrs KW, KWH, EERДокумент1 страницаTonelada de Refrigeracion Vrs KW, KWH, EERFausto Amador100% (2)