Вам также может понравиться
- 6 Vigascompuestas2016Документ9 страниц6 Vigascompuestas2016alfredobarragan100% (1)
- 012 Reor Regla ACI 318 2014Документ14 страниц012 Reor Regla ACI 318 2014sinumbralОценок пока нет
- 01a Hydrol Ciclo HidrológicoДокумент42 страницы01a Hydrol Ciclo HidrológicoalfredobarraganОценок пока нет
- 03 Hydrol Evaporación PDFДокумент46 страниц03 Hydrol Evaporación PDFalfredobarraganОценок пока нет
- Cambios Tecnicos LEGarciaДокумент73 страницыCambios Tecnicos LEGarciaalfredobarraganОценок пока нет
- Ejemplo GMNIAДокумент21 страницаEjemplo GMNIAalfredobarraganОценок пока нет
- CapituloVIII - Lagunas y Lodos ActivadosДокумент15 страницCapituloVIII - Lagunas y Lodos ActivadosalfredobarraganОценок пока нет
- Lista de PreciosДокумент6 страницLista de PreciosalfredobarraganОценок пока нет
- CapituloVI - DesinfeccionДокумент8 страницCapituloVI - DesinfeccionalfredobarraganОценок пока нет
- Practica de ABAQUSДокумент11 страницPractica de ABAQUSalfredobarraganОценок пока нет
- Contaminacion++Suelo PDFДокумент22 страницыContaminacion++Suelo PDFalfredobarraganОценок пока нет
- Colección Problemas Examen 2009-2010 Concreto ArmadoДокумент52 страницыColección Problemas Examen 2009-2010 Concreto ArmadoElmer Barrientos CamposОценок пока нет
- Cambios Tecnicos LEGarciaДокумент73 страницыCambios Tecnicos LEGarciaalfredobarraganОценок пока нет
- Legislacion AmbientalДокумент24 страницыLegislacion AmbientalJustin BrownОценок пока нет
- Problema VigaДокумент21 страницаProblema VigaalfredobarraganОценок пока нет
- CapituloVII - Microbiologia SanitariaДокумент9 страницCapituloVII - Microbiologia SanitariaalfredobarraganОценок пока нет
- 2.1 Metodos Energeticos - Principio Trabajo VirtualДокумент7 страниц2.1 Metodos Energeticos - Principio Trabajo VirtualalfredobarraganОценок пока нет
- Taller Práctico. Cimentaciones en Arcilla y en Limo Plástico.Документ96 страницTaller Práctico. Cimentaciones en Arcilla y en Limo Plástico.carolina linaresОценок пока нет
- Interaccion2 Ejemplos201Документ32 страницыInteraccion2 Ejemplos201CarlosОценок пока нет
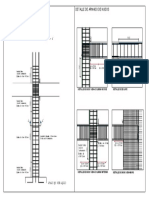
- Columna y Nudos PDFДокумент1 страницаColumna y Nudos PDFalfredobarragan100% (1)
- Problema Viga Continua ArmadaДокумент6 страницProblema Viga Continua ArmadaalfredobarraganОценок пока нет
- Naves Industriales PDFДокумент72 страницыNaves Industriales PDFalfredobarraganОценок пока нет
- 2.4.1 Aplicacion en ArmadurasДокумент7 страниц2.4.1 Aplicacion en ArmadurasalfredobarraganОценок пока нет
- Vientos en Cuba PDFДокумент48 страницVientos en Cuba PDFalfredobarraganОценок пока нет
- Ejemplo SapДокумент5 страницEjemplo SapalfredobarraganОценок пока нет
- Diseño taller metalúrgico financiamiento CFNДокумент291 страницаDiseño taller metalúrgico financiamiento CFNYelton Anibal Velasquez ParedesОценок пока нет
- Norma NTG 41003 h4 Astm c109-c109m - 11 B PDFДокумент26 страницNorma NTG 41003 h4 Astm c109-c109m - 11 B PDFKenneth FigueroaОценок пока нет
- DG 2014Документ329 страницDG 2014Carlos Samaniego0% (1)
- Especificaciones Tecnicas 1429474628486Документ16 страницEspecificaciones Tecnicas 1429474628486alfredobarraganОценок пока нет
- Hormigon Proyectado Solucion EstabilizadoraДокумент4 страницыHormigon Proyectado Solucion EstabilizadoraalfredobarraganОценок пока нет
- Solicitud Viaticos ARCATA - ERICK GARCIA LOZAДокумент2 страницыSolicitud Viaticos ARCATA - ERICK GARCIA LOZAjuan pablo oconОценок пока нет
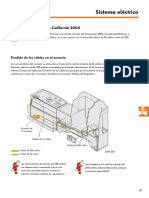
- ssp329 - E3 EUROVAN CALIFORNIA 3 PDFДокумент20 страницssp329 - E3 EUROVAN CALIFORNIA 3 PDFCarlos Garcia GodoyОценок пока нет
- Bobinas de Ignición INFORMДокумент3 страницыBobinas de Ignición INFORMalejandroОценок пока нет
- In-SER-LC-02 Instructivo Aislamiento y Bloqueo - V0Документ13 страницIn-SER-LC-02 Instructivo Aislamiento y Bloqueo - V0Daniela GonzalezОценок пока нет
- MantenimientoTractorMF7000Документ50 страницMantenimientoTractorMF7000Alfredo Cuba100% (1)
- Estudio TecnicoДокумент34 страницыEstudio TecnicoMarco IpsilantyОценок пока нет
- SistemaEncendidoMotoresДокумент11 страницSistemaEncendidoMotoresEstebanjdcОценок пока нет
- Calificación de soldadoresДокумент1 страницаCalificación de soldadoresMateo AgudeloОценок пока нет
- Del Norte Industrial ParkДокумент4 страницыDel Norte Industrial ParkJENIFFERОценок пока нет
- Ejercicio Armaduras EstructurasДокумент32 страницыEjercicio Armaduras Estructurascerrejón inspección puentesОценок пока нет
- Hdpe VS PVCДокумент28 страницHdpe VS PVCTarapotillo89100% (2)
- Alojamiento Arawi FinalДокумент9 страницAlojamiento Arawi FinalShishi Hernandez DiazОценок пока нет
- Tarea 3 Tercer Parcial 2018 02Документ1 страницаTarea 3 Tercer Parcial 2018 02lisian urbina100% (1)
- Plan de Mantenimiento Vehiculos 2017 JCДокумент37 страницPlan de Mantenimiento Vehiculos 2017 JCmagdalena0% (1)
- Excel Instalacion Interna de GasДокумент5 страницExcel Instalacion Interna de Gaswara67% (3)
- Proyecto DufiДокумент76 страницProyecto DufiOriana GuerreroОценок пока нет
- Perfil de ProyectoДокумент28 страницPerfil de ProyectoKeivnPinedaОценок пока нет
- Manual SPC Telecom 7202 PDFДокумент30 страницManual SPC Telecom 7202 PDFurbano46190bisОценок пока нет
- Inconvenientes de La Máquina SincronaДокумент3 страницыInconvenientes de La Máquina SincronaLuisAldoОценок пока нет
- Instalación eléctrica minaДокумент4 страницыInstalación eléctrica minaElard Gutierrez HuisaОценок пока нет
- Instrucciones de Trabajo Widos 6100 Esp 1Документ58 страницInstrucciones de Trabajo Widos 6100 Esp 1danielcoeОценок пока нет
- Evaluación Ex Post del Plan Piloto de Teletrabajo en CNFLДокумент380 страницEvaluación Ex Post del Plan Piloto de Teletrabajo en CNFLhageo2014Оценок пока нет
- Odi SoldadorДокумент3 страницыOdi SoldadorConstanza Segura100% (1)
- Octane Service StationДокумент12 страницOctane Service StationCay FoodОценок пока нет
- Gestión rentable de residuos sólidos en construcciones multifamiliaresДокумент149 страницGestión rentable de residuos sólidos en construcciones multifamiliaresAlexander Jesús Hurtado CuchoОценок пока нет
- Protección y Coordinación de Sistemas Eléctricos de Distribución CURSO VALDERRAMAДокумент92 страницыProtección y Coordinación de Sistemas Eléctricos de Distribución CURSO VALDERRAMALeonard A. Rondón Anza86% (7)
- Catalogo CatalogoДокумент98 страницCatalogo Catalogothiago_gomes7953Оценок пока нет
- Manual Taller CGL Honda PDFДокумент331 страницаManual Taller CGL Honda PDFAlvaro Moreno Guajardo85% (20)
- Seg 19 Guia para Transportistas de Aridos PDFДокумент44 страницыSeg 19 Guia para Transportistas de Aridos PDFflavioОценок пока нет
- CFC Et01-Rd (10.04.2013)Документ22 страницыCFC Et01-Rd (10.04.2013)lycantropiaОценок пока нет