Вам также может понравиться
- International Maths Olympiad - Class 10 (With CD): Theories with examples, MCQs & solutions, Previous questions, Model test papersОт EverandInternational Maths Olympiad - Class 10 (With CD): Theories with examples, MCQs & solutions, Previous questions, Model test papersРейтинг: 4.5 из 5 звезд4.5/5 (4)
- WFA Girls 0 5 PercentilesДокумент3 страницыWFA Girls 0 5 PercentilesJohnnathan MolinaОценок пока нет
- Applying AS9100 Rev D: The Hassle-Free Approach to Implementing an Aerospace QMS for Small BusinessesОт EverandApplying AS9100 Rev D: The Hassle-Free Approach to Implementing an Aerospace QMS for Small BusinessesРейтинг: 4 из 5 звезд4/5 (2)
- Irbang E Kelompok 2 Auto Fiks-11-13Документ3 страницыIrbang E Kelompok 2 Auto Fiks-11-13Ibu CerdasОценок пока нет
- Column 1 Column 2 Column 3 Column 4 Column 5 Column 6 Column 7 Column 8Документ6 страницColumn 1 Column 2 Column 3 Column 4 Column 5 Column 6 Column 7 Column 8DullStar MOTOОценок пока нет
- Master Sheet (1) PPT PreparationДокумент47 страницMaster Sheet (1) PPT PreparationPradeep DeepuОценок пока нет
- 2018 Main Zole Group ProductionДокумент4 страницы2018 Main Zole Group Productionmd sajidОценок пока нет
- Lyheang NumericalДокумент13 страницLyheang NumericalChinny LyheangОценок пока нет
- Index 12jul2021Документ76 страницIndex 12jul2021hamsОценок пока нет
- Rekap Survei Gerbang OkДокумент348 страницRekap Survei Gerbang OkAchmad FaisalОценок пока нет
- Case Study - Rocky KaushalДокумент10 страницCase Study - Rocky KaushalabhishekОценок пока нет
- 1 5 20000509 Vamsadara 1-1p, 2p, 7p, 8,9,10,11l, 12p, 6p, 14 P, 15p, 13,16,17,18p, 20p, 21p, 8 - 1p, 2p, 7p, 8,9p, 10p, 17p, 18pДокумент119 страниц1 5 20000509 Vamsadara 1-1p, 2p, 7p, 8,9,10,11l, 12p, 6p, 14 P, 15p, 13,16,17,18p, 20p, 21p, 8 - 1p, 2p, 7p, 8,9p, 10p, 17p, 18pthamada saikumarОценок пока нет
- Time Study Kunci RodaДокумент58 страницTime Study Kunci RodaGilang RamadanОценок пока нет
- Daily Avg - Grinding CementДокумент10 страницDaily Avg - Grinding CementvinodsnОценок пока нет
- TTT Headc Boys 4mon PДокумент2 страницыTTT Headc Boys 4mon PJohannus Susanto WibisonoОценок пока нет
- WFA Boys 0 5 PercentilesДокумент3 страницыWFA Boys 0 5 PercentilesSiti Nurul JanahОценок пока нет
- Local LEV Visita: Jueves 21 de Julio Del 2016 - Programa 409Документ9 страницLocal LEV Visita: Jueves 21 de Julio Del 2016 - Programa 409Albert PizarroОценок пока нет
- BSE Traded Stocks 03.09.2021fullДокумент308 страницBSE Traded Stocks 03.09.2021fullM StagsОценок пока нет
- Potongan Memanjang Jalan Gajah Mada Kota Pontianak: Jl. Gajah Mada Jl. Patimura Jl. Budi KaryaДокумент18 страницPotongan Memanjang Jalan Gajah Mada Kota Pontianak: Jl. Gajah Mada Jl. Patimura Jl. Budi KaryaYudianus SamuelОценок пока нет
- Alex ProcessingДокумент11 страницAlex Processingsaniyag_1Оценок пока нет
- Tramo Cámara C Tiempo de Duracion SUP INF Te L (M) : Datos: T 5 Años N 0.013 C 0.5Документ14 страницTramo Cámara C Tiempo de Duracion SUP INF Te L (M) : Datos: T 5 Años N 0.013 C 0.5Cristian RomeroОценок пока нет
- Mild Steel Flat SectionsДокумент2 страницыMild Steel Flat SectionsDipak ThakerОценок пока нет
- Session 19-20 Cases RegressionДокумент19 страницSession 19-20 Cases RegressionSiddharthОценок пока нет
- Resultado IEE - Esm.2017Документ2 страницыResultado IEE - Esm.2017Estefania TORRES CHAVEZОценок пока нет
- Fecto Sugar: 2009 2008 Liquidity RatioДокумент10 страницFecto Sugar: 2009 2008 Liquidity RatioMushal JamilОценок пока нет
- bs1000-2015 04Документ4 страницыbs1000-2015 04premalgandhi10Оценок пока нет
- TTT Headc Boys 2mon PДокумент2 страницыTTT Headc Boys 2mon PJohannus Susanto WibisonoОценок пока нет
- Tail-Gas AnalysisДокумент18 страницTail-Gas AnalysisKumar RaОценок пока нет
- Calibration StatisticsДокумент10 страницCalibration StatisticsLuis OsegueraОценок пока нет
- Chapter 14Документ61 страницаChapter 14Tess CoaryОценок пока нет
- AlexProcessingДокумент10 страницAlexProcessingStephanie AnitaОценок пока нет
- Experiment 5 Magnetic Field Report SampleДокумент8 страницExperiment 5 Magnetic Field Report SampleThuc Pham Huynh TriОценок пока нет
- Data Session 9Документ9 страницData Session 9Sayan GangulyОценок пока нет
- Allweiler NTT Series DimensionsДокумент2 страницыAllweiler NTT Series DimensionskrisornОценок пока нет
- Index. Laspeyres and PaascheДокумент5 страницIndex. Laspeyres and Paascheadrianibso84Оценок пока нет
- Ueqxmypnrbcexypsolkw - Open High Open Low Excel FormulaДокумент4 страницыUeqxmypnrbcexypsolkw - Open High Open Low Excel FormulaRamesh K NОценок пока нет
- Muestra Nspt σ (Kpa) Factores De Corrección n1 (N45) n1 (N55) n2 Profundidad MediaДокумент28 страницMuestra Nspt σ (Kpa) Factores De Corrección n1 (N45) n1 (N55) n2 Profundidad MediaYoan Andres Higuita RuizОценок пока нет
- Lms Length Boys 3mon PДокумент1 страницаLms Length Boys 3mon PArdi IswaraОценок пока нет
- Lms Length Boys 3mon PДокумент1 страницаLms Length Boys 3mon PArdi IswaraОценок пока нет
- Lms Length Boys 3mon PДокумент1 страницаLms Length Boys 3mon PArdi IswaraОценок пока нет
- Sepeda Motor Dan Roda 3 Sedan, Pickup, JeepДокумент15 страницSepeda Motor Dan Roda 3 Sedan, Pickup, JeepadenurimanОценок пока нет
- Universidad de Guayaquil Facultad de Ciencias Administrativas Dpto de Idiomas Proceso 2-87 Ciclo 2021-2022 Cii Tues-Thurs 13H30 I ParcialДокумент1 страницаUniversidad de Guayaquil Facultad de Ciencias Administrativas Dpto de Idiomas Proceso 2-87 Ciclo 2021-2022 Cii Tues-Thurs 13H30 I ParcialmarcelaОценок пока нет
- Testing 20190126Документ17 страницTesting 20190126jomer john estoneloОценок пока нет
- GK at An 5: Sains SPMДокумент24 страницыGK at An 5: Sains SPMAqilah RahmanОценок пока нет
- PMT - MCP100 - Sem 2 - 2016-17Документ8 страницPMT - MCP100 - Sem 2 - 2016-17Swarnava SanyalОценок пока нет
- EXP2Документ38 страницEXP2ngothihonghanh13Оценок пока нет
- EXP2Документ38 страницEXP2ngothihonghanh13Оценок пока нет
- Moyno L-Frame DimensionsДокумент2 страницыMoyno L-Frame DimensionsACCA PumpsОценок пока нет
- Bill Link Road Chrawani To CG Dhar DSДокумент19 страницBill Link Road Chrawani To CG Dhar DSErone DougassaОценок пока нет
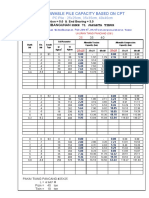
- Allowable Pile Capacity Based On CPT: Project: Pembangunan SMKN 71 Jakarta TimurДокумент1 страницаAllowable Pile Capacity Based On CPT: Project: Pembangunan SMKN 71 Jakarta TimurIman RidwanaОценок пока нет
- Rate of Inflation - Labour Bureau ChandigarhДокумент2 страницыRate of Inflation - Labour Bureau ChandigarhKunal VermaОценок пока нет
- Chapter 7Документ5 страницChapter 7Tess CoaryОценок пока нет
- Meiliza Triyani Time SeriesДокумент17 страницMeiliza Triyani Time SeriesSteevn AlxОценок пока нет
- UK DividendChampions 2018 08Документ65 страницUK DividendChampions 2018 08Diego ScurОценок пока нет
- Anel Elastico ExtДокумент3 страницыAnel Elastico ExtJoão Fernando WonsovitzОценок пока нет
- Verification P DeltaДокумент6 страницVerification P Deltabouloufa abdelhadiОценок пока нет
- Anel Elástico P - Eixo - Din 471 PDFДокумент3 страницыAnel Elástico P - Eixo - Din 471 PDFThiago AzevedoОценок пока нет
- Block WLДокумент11 страницBlock WLSelvam GanesanSelvamОценок пока нет
- Portfolio Return ReportДокумент7 страницPortfolio Return ReportHamza SabirОценок пока нет
- Yahoo! Finance SpreadsheetДокумент9 страницYahoo! Finance Spreadsheetsandip_exlОценок пока нет
- Babinet's PrincipleДокумент3 страницыBabinet's Principleperception888Оценок пока нет
- Lost WatersДокумент132 страницыLost WatersLauraHensonОценок пока нет
- Dash TutorialsДокумент239 страницDash TutorialsJulio César Heras SumozaОценок пока нет
- Composite Written ReportДокумент58 страницComposite Written ReportMaria Cecille Sarmiento GarciaОценок пока нет
- What Are The Different Types of ResinsДокумент7 страницWhat Are The Different Types of ResinsBansal Trading Company100% (1)
- Tutorial10 - Application Partial DifferivativesДокумент4 страницыTutorial10 - Application Partial Differivativescameroncrow30Оценок пока нет
- Chapter 15 Guidance and ControlДокумент13 страницChapter 15 Guidance and Controlramu497Оценок пока нет
- Chapter 9 Chemical Bonding IДокумент34 страницыChapter 9 Chemical Bonding IsachiiiiMeОценок пока нет
- Sand Control in CSG WellsДокумент28 страницSand Control in CSG WellsAli Hussein Al-JumahОценок пока нет
- C5X Design Rules 45000099 RevTДокумент89 страницC5X Design Rules 45000099 RevTMohammed TamheedОценок пока нет
- AMOR Pramana 2004Документ7 страницAMOR Pramana 2004Leydis MansoОценок пока нет
- University of Delhi: (3 Year Semester Exam Nov Dec 2016) (CBCS Exam Scheme) TranscriptДокумент1 страницаUniversity of Delhi: (3 Year Semester Exam Nov Dec 2016) (CBCS Exam Scheme) TranscriptHarsh RohillaОценок пока нет
- Steel Member Analysis & Design - Sample Calculation (As 4100)Документ9 страницSteel Member Analysis & Design - Sample Calculation (As 4100)Tiam MarapeОценок пока нет
- Tinius Film TestingДокумент3 страницыTinius Film TestingHafiani HichamОценок пока нет
- Mark Scheme P3 Melaka (SPM)Документ10 страницMark Scheme P3 Melaka (SPM)Rozaini OthmanОценок пока нет
- Quotation Yoke WIFL Sanaswadi 201718Документ4 страницыQuotation Yoke WIFL Sanaswadi 201718Deipak HoleОценок пока нет
- Cased Hole Gravelpack CsДокумент2 страницыCased Hole Gravelpack CsSanjyogОценок пока нет
- Ec6602 2M RejinpaulДокумент27 страницEc6602 2M RejinpaulSornagopal Vijayaraghavan100% (1)
- IEEE-A Primer On Capacitor Bank Protection PDFДокумент6 страницIEEE-A Primer On Capacitor Bank Protection PDFGustavo AguayoОценок пока нет
- Conduction, Convection and Radiation: Heat TransferДокумент14 страницConduction, Convection and Radiation: Heat Transferlucky asliОценок пока нет
- Lecture, 4 Hydrotherapy, Def., Physical Prop.,of Water, 1Документ35 страницLecture, 4 Hydrotherapy, Def., Physical Prop.,of Water, 1nader100% (1)
- 3.07 Moments and LeversДокумент33 страницы3.07 Moments and LeversMohab MqattashОценок пока нет
- Effects of Dry Density and Grain Size Distribution On Soil-Water Characteristic Curves of Sandy SoilsДокумент12 страницEffects of Dry Density and Grain Size Distribution On Soil-Water Characteristic Curves of Sandy SoilsmazharОценок пока нет
- Analysis and Modification of Screw Jack Body Using Finite Element AnalysisДокумент4 страницыAnalysis and Modification of Screw Jack Body Using Finite Element AnalysisIJSTEОценок пока нет
- Pulse SequencessdasdasDasДокумент110 страницPulse SequencessdasdasDasanuj1166Оценок пока нет
- Molecular Weight PolymerДокумент14 страницMolecular Weight PolymerJesus AmbrosioОценок пока нет
- Physics 2P - Specimen PaperДокумент20 страницPhysics 2P - Specimen PaperHan Thi Win KoОценок пока нет
- Gec 104Документ18 страницGec 104Jonathan Yvann R. MarananОценок пока нет
- Interaction of Radiation With MatterДокумент70 страницInteraction of Radiation With MatterKaranam.Ramakumar100% (3)
- VVFCDДокумент82 страницыVVFCDAleksa Nataša RančićОценок пока нет