Вам также может понравиться
- Tipos de Drywall y Costos en El Mercado CusqueñoДокумент6 страницTipos de Drywall y Costos en El Mercado CusqueñoJHON MHAYCOLL SAAVEDRA PUMA0% (1)
- PC 4-Tecnología de Los MaterialesДокумент48 страницPC 4-Tecnología de Los MaterialesJoel Andrés Santa Cruz Pérez100% (2)
- Suelos Granulares 0000Документ7 страницSuelos Granulares 0000Charly FloresОценок пока нет
- TECNOCO LABORATORIO - Análisis Granulométrico de Los Agregados Gruesos y Finos. (NTP 400.012)Документ11 страницTECNOCO LABORATORIO - Análisis Granulométrico de Los Agregados Gruesos y Finos. (NTP 400.012)Villanueva Palomino ElmerОценок пока нет
- Examen-Diseño-Mezcla-2021 XDДокумент8 страницExamen-Diseño-Mezcla-2021 XDLaura StefanniaОценок пока нет
- El Encofrado de PlacasДокумент4 страницыEl Encofrado de PlacasDennys Javier Quesquen Cumpa100% (1)
- Evaluación de Estructuras Con El Uso de EsclerómetroДокумент5 страницEvaluación de Estructuras Con El Uso de EsclerómetroalexОценок пока нет
- Unidad de Albañileria Resumen e IntroduccionДокумент4 страницыUnidad de Albañileria Resumen e IntroduccionLeyterОценок пока нет
- Informe 5-Aguja de VicatДокумент19 страницInforme 5-Aguja de VicatJouleОценок пока нет
- Cuarteo Informe 1Документ11 страницCuarteo Informe 1mazofОценок пока нет
- Peso Unitario Del ConcretoДокумент8 страницPeso Unitario Del ConcretoDean Marold Barzola RomeroОценок пока нет
- Informe de Ensayo de MaderaДокумент31 страницаInforme de Ensayo de MaderaAnonymous 3uWc0f100% (3)
- Extraccion y Preparacion de Las Muestras para Los AgregadosДокумент13 страницExtraccion y Preparacion de Las Muestras para Los Agregadosrenzo wilber bernedo beltran50% (2)
- Tecnologia de Materiales-MADERAДокумент92 страницыTecnologia de Materiales-MADERAYaneth Quispe SotoОценок пока нет
- Problemas Más Comunes Del ConcretoДокумент6 страницProblemas Más Comunes Del ConcretoJoshua GutiОценок пока нет
- Ensayo de Porcentaje de Humedad en El Agregado FinoДокумент7 страницEnsayo de Porcentaje de Humedad en El Agregado FinoCinthia Diaz QuispeОценок пока нет
- Tarrajeo ImprimirДокумент15 страницTarrajeo ImprimirRodrigo De La CruzОценок пока нет
- Ensayo de Peso Unitario de Agregados, Peso Especifico y AbsorciónДокумент24 страницыEnsayo de Peso Unitario de Agregados, Peso Especifico y AbsorciónLuisSrickJulianCahuaya67% (12)
- Absorcion y Succion AlbañileriaДокумент12 страницAbsorcion y Succion AlbañileriaJesús Febres LiraОценок пока нет
- Ensayo de Compresion Simple...... J.J.Документ16 страницEnsayo de Compresion Simple...... J.J.Yo soy yo100% (1)
- La Absorción en Los AgregadosДокумент15 страницLa Absorción en Los Agregadoscarloman00791% (43)
- Morteros y ConcretosДокумент8 страницMorteros y ConcretosJs CvОценок пока нет
- Unidades de AlbañileriaДокумент10 страницUnidades de AlbañileriaAndrea Osorio Ramos50% (2)
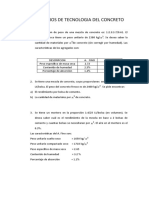
- Ejercicios de Tecnologia Del ConcretoДокумент5 страницEjercicios de Tecnologia Del ConcretoJhonatan AscenciosОценок пока нет
- Informe Final Tiempo de FraguadoДокумент25 страницInforme Final Tiempo de FraguadoCardenas Jr Crema100% (1)
- Informe Encofrados.Документ32 страницыInforme Encofrados.Dark's Niola G25% (4)
- Concreto Con Agregado PrecolocadoДокумент4 страницыConcreto Con Agregado PrecolocadoAlejandra CastilloОценок пока нет
- Examen Cono de AbramsДокумент2 страницыExamen Cono de AbramsBraulioОценок пока нет
- Propiedades Del Concreto PDFДокумент41 страницаPropiedades Del Concreto PDFEduardo Jaisson50% (2)
- Las Impurezas de Los AgregadosДокумент13 страницLas Impurezas de Los AgregadosAlex Quiroga RodriguezОценок пока нет
- Informe de Ensayo de LadrillosДокумент13 страницInforme de Ensayo de Ladrillosjhersonjhoan12385% (27)
- Informe de MaterialesДокумент15 страницInforme de MaterialesEmmanuel Roldán HernándezОценок пока нет
- Clasificación para Fines EstructuralesДокумент22 страницыClasificación para Fines EstructuralesMaryori Evelyn0% (1)
- Aguja de Vicat InformeДокумент13 страницAguja de Vicat InformeJussefICjopОценок пока нет
- Informe 02 - Ensayo de BriquetaДокумент10 страницInforme 02 - Ensayo de BriquetaFaustho Arce GomezОценок пока нет
- Reporte - Armadura de Techo Tipo HoweДокумент9 страницReporte - Armadura de Techo Tipo HoweMarco muñiz abad100% (1)
- Determinacion Del Tiempo de Fraguado El Cemento Hidraulico PDFДокумент9 страницDeterminacion Del Tiempo de Fraguado El Cemento Hidraulico PDFfecarcamo100% (1)
- Muestreo de Agregados Finos y GruesosДокумент16 страницMuestreo de Agregados Finos y GruesoscaucaОценок пока нет
- Cuarteo de AgregadosДокумент2 страницыCuarteo de AgregadosClaudio Katari100% (2)
- Construccion-2 Falso PisoДокумент8 страницConstruccion-2 Falso Pisocristian barbaran escobarОценок пока нет
- Métodos Basados en Curva EmpíricasДокумент11 страницMétodos Basados en Curva EmpíricasferdumОценок пока нет
- Procedimiento de Peso Unitario Suelto y Varillado ASTM C29Документ9 страницProcedimiento de Peso Unitario Suelto y Varillado ASTM C29Cristhian Huamani RamosОценок пока нет
- Informe N05 Peso Específico y Absorción de Agregado Gruesos y FinosДокумент13 страницInforme N05 Peso Específico y Absorción de Agregado Gruesos y FinosmauricioОценок пока нет
- Ensayo de Fluidez Del MorteroДокумент10 страницEnsayo de Fluidez Del MorteroManuel Alejandro Chahuayo Pozo100% (1)
- Contenido de Humedad en Agregados: NTP 339.185 / ASTM C566Документ11 страницContenido de Humedad en Agregados: NTP 339.185 / ASTM C566Alejandra CuevaОценок пока нет
- Agregados LigerosДокумент6 страницAgregados LigerosJuliana PitaОценок пока нет
- Transporte de Concreto PremezcladoДокумент4 страницыTransporte de Concreto PremezcladoJavier Fernando Tambohuacso Quispe100% (3)
- Consistencia y Tiempo de FraguadoДокумент17 страницConsistencia y Tiempo de Fraguadomia paolaОценок пока нет
- Monografia Unidades de AlbanileriaДокумент27 страницMonografia Unidades de AlbanileriaJean RequenaОценок пока нет
- Contenido de Humedad de Agregados.Документ8 страницContenido de Humedad de Agregados.Eduardo Mera100% (1)
- Informe 2 Diseño AciДокумент9 страницInforme 2 Diseño AciWilmerIvanCerdanCueva100% (1)
- AUM Encofrado Zapatas PDFДокумент1 страницаAUM Encofrado Zapatas PDFMarco Molina NavarroОценок пока нет
- Informe #04-Unidades de AlbañileríaДокумент38 страницInforme #04-Unidades de AlbañileríaNoe Marin Bardales100% (1)
- NTP 339.604Документ1 страницаNTP 339.604Eduardo AquilesОценок пока нет
- Ejemplo de Especificación TécnicaДокумент2 страницыEjemplo de Especificación TécnicaJayrAguilarОценок пока нет
- Fabricación de Productos de Arcilla en La ConstrucciónДокумент10 страницFabricación de Productos de Arcilla en La ConstrucciónDaniela OspinaОценок пока нет
- Marco ParteДокумент12 страницMarco ParteMarco LopezОценок пока нет
- Semana 6. (CE-442) .Cerámica II - 2020-IIДокумент57 страницSemana 6. (CE-442) .Cerámica II - 2020-IIOlmedo Aedo HUYHUA ACEVEDOОценок пока нет
- Ladrillo en El PerúДокумент82 страницыLadrillo en El PerúAntony MontenegroОценок пока нет
- ENCOFRADOSДокумент50 страницENCOFRADOSHeidi100% (1)
- Reservorio Localidad Pacchatuna 4m3Документ7 страницReservorio Localidad Pacchatuna 4m3El noob De free fireОценок пока нет
- PETS-SCC-MIN-COP-306 Desenrollado de Tuberías HDPE en SuperficieДокумент4 страницыPETS-SCC-MIN-COP-306 Desenrollado de Tuberías HDPE en SuperficieMiguel Angel Rivera ArangoОценок пока нет
- Catalogo ProductosДокумент36 страницCatalogo ProductosAlejandro AltamiranoОценок пока нет
- Estudio Del Potencial de Corrosión Galvánica de Las Barras de Refuerzo de Titanio NSMДокумент15 страницEstudio Del Potencial de Corrosión Galvánica de Las Barras de Refuerzo de Titanio NSMLuigi HernandezОценок пока нет
- Calculos EstructuralesДокумент41 страницаCalculos EstructuralesVivian Edith Ruiz MejiaОценок пока нет
- Cubierta Chapa 2Документ1 страницаCubierta Chapa 2Gonzalo NavarroОценок пока нет
- PROYECTO FUNDACIONES (Zapata Cuadrada)Документ17 страницPROYECTO FUNDACIONES (Zapata Cuadrada)MairimdvqОценок пока нет
- Matriz EppДокумент30 страницMatriz EppDiego Llanchipa RamirezОценок пока нет
- Metrado Camara de Purga DN 200mmДокумент10 страницMetrado Camara de Purga DN 200mmAlan Percy Rodriguez ArmasОценок пока нет
- Calculos RellenoДокумент15 страницCalculos RellenoJhoanita AlessaОценок пока нет
- New Catal PoligypДокумент24 страницыNew Catal PoligypJosceline Paola Espinoza SánchezОценок пока нет
- Proyecto de Tesis I - Lorena 13 12 2018Документ51 страницаProyecto de Tesis I - Lorena 13 12 2018joselitoОценок пока нет
- Lista de Precios Epp J.J.P Securitas 2018Документ38 страницLista de Precios Epp J.J.P Securitas 2018Alex Javier Ruiz Maldonado100% (2)
- Ing. Iván Villanes - Prueba Liners de Goma y Acero en Molino SAG PDFДокумент22 страницыIng. Iván Villanes - Prueba Liners de Goma y Acero en Molino SAG PDFeluddeОценок пока нет
- Industria de La CerámicaДокумент30 страницIndustria de La CerámicaAlejandra Suaznabar ManzanoОценок пока нет
- Informe Concreto Endurecido (Vigas y Esclerometro)Документ8 страницInforme Concreto Endurecido (Vigas y Esclerometro)Jeff Inocente MontreuilОценок пока нет
- COmparación Polímeros-CerámicosДокумент4 страницыCOmparación Polímeros-CerámicosAndre BasantesОценок пока нет
- Materiales de Uso AeronauticoДокумент6 страницMateriales de Uso Aeronauticoveroni-k-andreaОценок пока нет
- FRZ Formula PolinomДокумент12 страницFRZ Formula PolinomFranz Andre Riveros TamarizОценок пока нет
- Elementos VerticalesДокумент40 страницElementos VerticaleshguerrafОценок пока нет
- Metodos de Explotacion Subterranea Con Soporte AdicionalДокумент47 страницMetodos de Explotacion Subterranea Con Soporte Adicionalmario jesusОценок пока нет
- Diseño Albañileria Ejemplo AplicaciónДокумент34 страницыDiseño Albañileria Ejemplo Aplicaciónalenrider100% (1)
- Herramientas para VidrioДокумент75 страницHerramientas para VidrioGGОценок пока нет
- Cuento InfantilДокумент7 страницCuento InfantilOscar PastranaОценок пока нет
- Introduccion y Polimerizacion Por Radicales LibresДокумент33 страницыIntroduccion y Polimerizacion Por Radicales LibresEduardo Quinteros JaraОценок пока нет
- BabbitДокумент99 страницBabbitEvelyn CordovaОценок пока нет
- 2.1 Materiales FerrososДокумент8 страниц2.1 Materiales FerrososSantiago DhisckcesithoОценок пока нет
- EXAMEN SEGUNDA UNIDAD Tecnología de MaterialesДокумент2 страницыEXAMEN SEGUNDA UNIDAD Tecnología de MaterialesJose Carlos Blas HuarotoОценок пока нет